一种快速成型的滚塑材料及其制备方法与流程
1.本发明涉及高分子材料技术领域,特别涉及一种快速成型的滚塑材料及其制备方法。
背景技术:
2.滚塑成型又称旋转模塑或回转成型,是将事先配比好的一定量的塑料粉末加入模具,模具随机器的转臂做空间球面运动并进行加热,塑料粉末在重力和热传导、热辐射的作用下逐渐熔化并贴覆于模具的成型表面,然后经过冷却,脱模得到制品。滚塑工艺能够成型表面积大、厚度均匀,内外表面平滑的中空塑料制品,如大型储罐、容器、游艇等。
3.滚塑加工过程中,粉料在无压力状态下,熔融成致密的结构,加热时间通常长达20分钟以上,且制品壁厚增加,加热时间会更久。缩短成型周期可提高生产效率,同时减少燃料消耗,目前缩短滚塑加工加热时间的配方研究大多是添加消泡剂或成核剂,从而减小产品中气泡的尺寸,减少加热时间。但在实际生产过程中,这些方法对加工周期的改善并不明显,而且加入过多的无机添加剂会导致产品的韧性降低。
4.申请号为cn201710296196.7,公开日为2018年11月13日的中国发明专利申请,公开了一种滚塑聚烯烃组合物及其制备方法,其包含如下原料:聚乙烯、超支化聚乙烯、成核剂、吸酸剂、紫外线吸收剂和抗氧剂,其中,成核剂为无机粉体,粉体粒径为800-3000目,其用量为0.01~0.1份,优选0.03~0.05份,优选为碳酸钙、滑石粉、粘土、高岭土、二氧化硅、二氧化钛、水滑石、硅藻土、膨润土或云母。该发明使用无机粉体作为成核剂,相比不加成核剂的普通滚塑材料,滚塑加热时间约缩短16%。
技术实现要素:
5.为解决上述背景技术提到的问题:滚塑制品加工时间长的问题;采用消泡剂或成核剂减少滚塑材料加工时间的现有技术方案存在加工周期改善并不明显、产品韧性降低等缺陷。本发明提供一种快速成型的滚塑材料,其包括以下原料组分:线性低密度聚乙烯、聚乙二醇以及加工助剂;
6.所述线性低密度聚乙烯、聚乙二醇与加工助剂的重量比为100:(0.1~0.5):(0.1~1);所述加工助剂包括柠檬酸和硬脂酸类化合物。
7.本发明采用线性低密度聚乙烯、聚乙二醇以及加工助剂(包括柠檬酸和硬脂酸类化合物)作为滚塑材料的原料组分,并限定上述组分的配比,通过上述原料组分协同作用可以缩短滚塑加热时间,且滚塑粉料制得的制品能够保持良好的韧性,具有优异的机械性能。其中,上述原料组分的协同作用机理为:硬脂酸类化合物、聚乙二醇和柠檬酸的反应混合物可以形成具有核-壳结构的微粒,其中核是亲水的,而壳是疏水的,与线性低密度聚乙烯具有良好的相容性,而这些良好分散的微粒可以提高滚塑制品的抗冲击性能;柠檬酸和聚乙二醇反应可生产酯类化合物,避免聚乙二醇聚集形成大颗粒,提高聚乙二醇在聚乙烯中的分散效果;并且聚乙二醇对水蒸气和空气具有高渗透性,滚塑加工时,树脂中的气体可以从
聚乙烯中快速渗透出去,从而减小滚塑加热时间。
8.在一实施例中,所述硬脂酸类化合物为硬脂酸、单硬脂酸甘油酯中的一种或多种组合。
9.在一实施例中,所述线性低密度聚乙烯为含有α-烯烃的共聚聚乙烯,在190℃,2.16kg负荷测试条件下其熔体流动速率为(5~8)g/10min,拉伸强度≥14mpa。
10.在一实施例中,所述聚乙二醇的分子量为1000~7000。
11.在一实施例中,所述原料组分还包括润滑剂;所述润滑剂为乙撑双硬脂酰胺、硬脂酸钙、硬脂酸锌中的一种或多种组合。
12.在一实施例中,所述原料组分还包括抗氧剂。
13.在一实施例中,按重量份计,所述线性低密度聚乙烯100份,聚乙二醇0.1~0.5份,加工助剂0.1~1份,抗氧剂0.3~0.5份,润滑剂0.3~0.8份;所述加工助剂包括柠檬酸和硬脂酸类化合物,其中,所述柠檬酸0.05~0.4份,所述硬脂酸类化合物0.05~0.6份。
14.本发明还提供一种如上所述的快速成型的滚塑材料的制备方法,其包括以下步骤:
15.s100、按一定重量称取线性低密度聚乙烯、聚乙二醇、加工助剂、抗氧剂和润滑剂进行混合,混合均匀后得到混合物m;
16.s200、将混合物m投入到双螺杆挤出机中,在双螺杆挤出机中经共混熔融挤出造粒后,制得快速成型的滚塑材料粒料。
17.在一实施例中,还包括s300步骤;
18.s300、在氮气的保护下,使用磨粉机将s200中制得的粒料混合均匀并磨成粉末,即制得快速成型的滚塑材料粉料。
19.在一实施例中,在双螺杆挤出机中,熔融挤出温度为120℃~210℃,螺杆转速为(400~500)rpm,熔体压力≤10mpa;在s300中,所述磨粉机的工艺参数为磨粉电流(60~90)a,磨盘转速(2000~4000)rpm,出口粉料温度≤55℃。
20.本发明提供一种快速成型的滚塑材料,其制得的制品能够保持良好的韧性,成型的制品具有优异的机械性能;其加工过程中滚塑加热时间显著缩短,有效提高了产品生产效率;且该快速成型的滚塑材料的制备方法简单,无需复杂设备,易实现工业化操作。
具体实施方式
21.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.本发明还提供一种快速成型的滚塑材料的制备方法,其包括以下步骤:
23.(1)按一定重量称取线性低密度聚乙烯、聚乙二醇、加工助剂、抗氧剂和润滑剂投入高速混合机中搅拌进行混合,混合均匀后得到混合物m;其中,高速混合机的工艺参数为转速10rpm~50rpm,混合时间3min~8min。
24.(2)将混合物m投入到双螺杆挤出机中,在双螺杆挤出机中经共混熔融挤出造粒后,制得所述快速成型的滚塑材料粒料;其中,熔融挤出温度为120℃~210℃,螺杆转速为
(400~500)rpm,熔体压力≤10mpa;
25.(3)在氮气的保护下,使用磨粉机将步骤(2)中制得的粒料混合均匀并磨成一定目数的粉末,即制得快速成型的滚塑材料粉料;其中,所述磨粉机的工艺参数为磨粉电流(60~90)a,磨盘转速(2000~4000)rpm,出口粉料温度≤55℃。
26.本发明还提供一种快速成型的滚塑材料的原料组分配方,其中,按重量份计,所述线性低密度聚乙烯100份,聚乙二醇0.1~0.5份,加工助剂0.1~1份,抗氧剂0.3~0.5份,润滑剂0.3~0.8份;加工助剂包括柠檬酸和硬脂酸类化合物,加工助剂中,所述柠檬酸0.05~0.4份,所述硬脂酸类化合物0.05~0.6份。
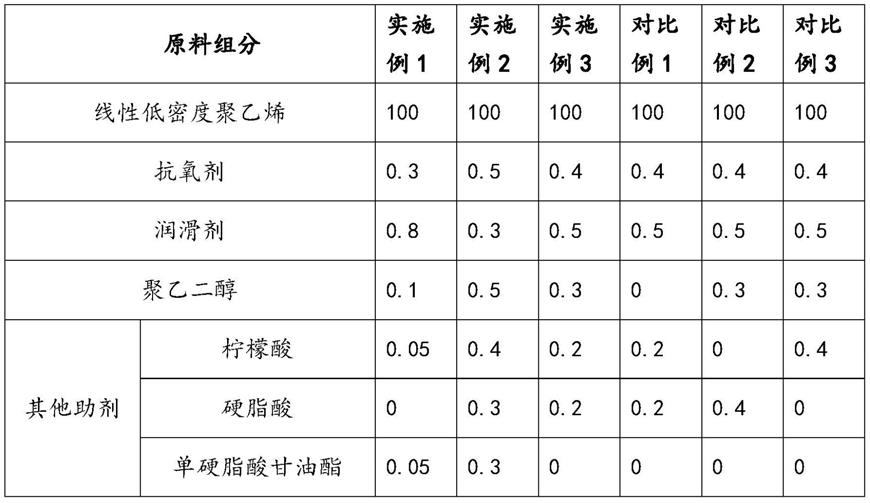
27.本发明还提供如表1所示的实施例和对比例的配方(单位:重量份):
28.表1
[0029][0030]
表1中,所述线性低密度聚乙烯选用韩国乐天的ur644,其为含有α-烯烃的共聚聚乙烯,在190℃,2.16kg负荷测试条件下其熔体流动速率为5.0g/10min,拉伸强度为16.2mpa;选用的聚乙二醇的平均分子量为6000;润滑剂选用乙撑双硬脂酰胺(ebs);抗氧剂选用抗氧剂1010。
[0031]
根据表1配方,将实施例和对比例中的原料组分按照以下制备方法制得快速成型的滚塑材料,制备步骤具体为:
[0032]
(1)按一定重量称取线性低密度聚乙烯、聚乙二醇、加工助剂、抗氧剂和润滑剂投入高速混合机中搅拌进行混合,混合均匀后得到混合物m;其中,高速混合机的工艺参数为转速30rpm,混合时间5min。
[0033]
(2)将混合物m投入到双螺杆挤出机中,在双螺杆挤出机中经共混熔融挤出造粒后,制得所述快速成型的滚塑材料粒料;其中,双螺杆挤出机的各区温度从1到10区依次为120℃、145℃、150℃、155℃、160℃、160℃、160℃、160℃、155℃、155℃,机头温度为150℃,螺杆转速为400rpm,熔体压力≤10mpa;
[0034]
(3)在氮气的保护下,使用磨粉机将步骤(2)中制得的粒料混合均匀并磨成40目数的粉末,即制得快速成型的滚塑材料粉料;其中,所述磨粉机的工艺参数为磨粉电流80a,磨
盘转速3000rpm,出口粉料温度50℃。
[0035]
将上述实施例和对比例制得的快速成型的滚塑材料的粉料进行滚塑成型制得制品:将粉料称重后加入滚塑模具中,设定烘箱加热温度和加热时间,然后封闭模具后将模具移至烘箱进行滚塑,而后将模具移出烘箱进行冷却,并记录加热温度和滚塑加热时间(即滚塑成型时间),冷却后开模取出制品(制品厚度为4mm),将制品从中间切割开观测制品横截面内是否存在气泡,且将制品加工成所需测试样条以进行机械性能等测试。
[0036]
上述表1中的实施例和对比例的滚塑加热温度、加热时间以及制品横截面情况如下表2所示;将实施例和对比例中制得的快速成型的滚塑材料制得的测试试样,在相同测试条件下,进行相关性能指标的测试,测试结果如下表2所示:
[0037]
表2
[0038][0039]
表2中,实施例和对比例制得的快速成型的滚塑材料,按照测试标准制备样条并测试,其中,拉伸强度的测试标准为is0527-2,试样尺寸为1a型(标距115mm、平行部分10mm
×
4mm),拉伸速度50mm/min;弯曲强度和弯曲模量测试标准为iso178,试样尺寸为80mm
×
10mm
×
4mm,弯曲速度2mm/min;简支梁冲击强度测试标准为iso179-1,试样尺寸为80mm
×
10mm
×
4mm(如有缺口,则缺口保留宽度8mm)。
[0040]
从表2的测试结果可以得出:
[0041]
实施例1-3制备的快速成型的滚塑材料,其滚塑加热时间显著缩短,滚塑加热时间可以缩短20%以上,且制品横截面上无气泡,能够显著提高生产效率,同时成型的制品具有优异的机械性能;
[0042]
对比例1与实施例3相比,区别仅在于对比例1不添加聚乙二醇,测试结果表明:相比实施例3,对比例1的滚塑加热时间延长,且制品横截面上仍存在大量的气泡,同时其冲击强度下降,韧性变差;
[0043]
对比例2与实施例3相比,区别仅在于对比例2的加工助剂仅含有硬脂酸,不添加柠檬酸,测试结果表明:相比实施例3,对比例2中滚塑加热时间延长,且横截面上仍存在气泡,同时其冲击强度下降,韧性变差;
[0044]
对比例3与实施例3相比,区别仅在于对比例3的加工助剂仅含有柠檬酸,不添加硬脂酸类化合物,测试结果表明:相比实施例3,对比例3中滚塑加热时间延长,且横截面上仍
存在气泡,同时其冲击强度下降,韧性变差。
[0045]
需要说明的是:
[0046]
除了上述具体实施例体现的实际选择外,所述线性低密度聚乙烯、聚乙二醇与加工助剂的重量比在100:(0.1~0.5):(0.1~1)范围内均可以,其中加工助剂包括柠檬酸和硬脂酸类化合物,柠檬酸和硬脂酸类化合物的质量比在(0.05~0.4):(0.05~0.6)范围内均可以,包括但不限于上述实施例体现的实际选择;
[0047]
除了上述具体实施例体现的实际选择外,所述线性低密度聚乙烯选用含有α-烯烃(例如1-己烯或1-辛烯等)的共聚聚乙烯,在190℃,2.16kg负荷测试条件下其熔体流动速率在(5~8)g/10min,拉伸强度≥14mpa,其熔体流动速率、拉伸强度参数在上述范围内均可以,包括但不限于上述实施例体现的实际选择;
[0048]
除了上述具体实施例体现的实际选择外,选用的所述聚乙二醇的分子量在1000~7000范围内均可以,包括但不限于上述实施例体现的实际选择;
[0049]
除了上述具体实施例体现的实际选择外,所述润滑剂选自乙撑双硬脂酰胺、硬脂酸钙、硬脂酸锌中的一种或多种组合,包括但不限于上述实施例体现的实际选择;
[0050]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1