一种处理甲酰胺生产装置中废水的方法与流程
1.本发明涉及一种处理甲酰胺生产装置中废水的方法,属于甲酰胺生产技术领域。
背景技术:
2.甲酰胺归属于脂环族单类化合物,常温下、过热蒸汽标准下为没有颜色全透明、具备相近氨味道的稠状液体。在由甲酸甲酯和氨来制备甲酰胺的方法中,甲酸甲酯和氨在反应塔中反应得到的产物,产物依次送往脱醇塔和精制塔处理后得到甲酰胺。
3.甲酰胺装置正常运行时,脱醇塔和精制塔为负压操作,抽真空设备采用液环真空泵,液环真空设备运行时需持续保持机体规定液位。现液环泵工作液为水,由于抽气运行时产生热量及水对工艺介质的连续吸收,水需要连续补充以满足水环真空设备的真空度指标,因此流出抽真空设备的废水中含有氨、甲醇、甲酸甲酯、甲酰胺,由于废水主要组分为水,无法返回甲酰胺系统重新回收利用。其次,甲酰胺装置正常生产时真空设备抽出的气体全部进尾气吸收塔,气体中夹带的氨、甲醇、甲酸甲酯、甲酰胺用水洗涤吸收,合格气体就地高空合法排放,因此吸收塔运行时会产生含氨、甲醇、甲酸甲酯、甲酰胺废水。
4.目前上述液环真空设备及吸收塔运行产生的含氨、醇等废水混合一并送入污水处理站集中生化处理后外排,当甲酰胺装置满负荷生产时,废水中氨氮值高达2000mg/l以上,污水处理站目前工艺无法实现全部连续处理。而且,废水中大约含氨0.25%、甲醇3.5%、甲酸甲酯0.5%、甲酰胺0.05%,其中氨氮在污水处理站现有工艺无法处理,只能采取兑水稀释降低浓度至指标外排,甲醇在污水处理站被生化处理,损失了有效组分氨、甲醇、甲酸甲酯等。
5.例如,以废水产生量为4m3/h,全年生产时间按8000小时计,全年废水量可达32000m3;
6.(1)脱盐水按5.41元/吨,脱盐水年损失32000m3×
5.41元/吨=173120 元=17.312万元;
7.(2)氨平均含量0.25%,液氨价格按2812元/吨,氨年损失 32000m3×
0.25%
×
2812元/吨=224960元=22.496万元;
8.(3)甲醇平均含量4.5%,甲醇价格1950元/吨,甲醇年损失 32000m3×
3.5%
×
1950元/吨=2184000元=218.4万元;
9.(4)甲酸甲酯平均含量0.5%,甲酸甲酯生产成本720元/吨,甲酸甲酯年损失32000m3×
0.5%
×
720元/吨=115200元=11.52万元;
10.(5)甲酰胺平均含量0.05%,甲酰胺销售价格3300元/吨,甲酰胺年损失32000m3×
0.05%
×
3300元/吨=52800元=5.28万元。
11.上述五项合计年损失275.008万元,废水中工艺介质的回收具有重要意义。
12.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
13.本发明为了解决现有技术所存在的问题,提供了一种处理甲酰胺生产装置中废水的方法,减少了三废排放和环境污染,将废水中的氨、甲醇、甲酸甲酯、甲酰胺进行有效回收。
14.本发明通过采取以下技术方案实现上述目的:
15.一种处理甲酰胺生产装置中废水的方法,包括如下步骤:
16.(1)将液环真空泵从脱醇塔及精制塔抽出放空气以使脱醇塔和精制塔内形成负压,液环真空泵的工作液采用甲酰胺;
17.(2)利用甲醇吸收放空气中夹带的氨、甲醇、甲酸甲酯、甲酰胺后得到尾气吸收液;
18.(3)将尾气吸收液通过精馏分离得到甲醇、甲酰胺、甲酸甲酯和氨气。
19.可选的,将步骤(3)得到的甲酸甲酯和氨气送入反应塔。
20.进一步的,本发明提供的处理甲酰胺生产装置中废水的方法,包括如下步骤:
21.利用液环真空泵从脱醇塔及精制塔抽出放空气以使脱醇塔和精制塔内形成负压,从脱醇塔及精制塔抽出的放空气依次经过真空泵前罐、液环真空泵、真空泵后罐后送入尾气吸收塔,在尾气吸收塔内放空气中夹带的氨、甲醇、甲酸甲酯、甲酰胺被甲醇吸收形成尾气吸收液,尾气吸收塔底部的尾气吸收液送入甲醇精馏塔将各组分进行分离;
22.液环真空泵的工作液采用甲酰胺,甲酰胺从液环真空泵排出后送入反应塔进行再加工。
23.可选的,送入尾气吸收塔中甲醇的温度为-8℃至-6℃。
24.可选的,液环真空泵运行时工作液的温度不超过154.4℃。
25.可选的,液环真空泵的甲酰胺工作液采自精制塔塔底。
26.可选的,所述液环真空泵的工作液排出后先送入循环甲酰胺工作液槽缓存后再送往反应塔。
27.可选的,尾气吸收塔底部的部分尾气吸收液中补入甲醇后自尾气吸收塔的上部送入尾气吸收塔,部分尾气吸收液送往甲醇精馏塔。
28.可选的,在液环真空泵之前还串联设置有罗茨真空泵。
29.可选的,真空泵前罐的顶部及真空泵后罐的顶部的排放气送往火炬排放气管线,真空泵前罐底部及真空泵后罐底部的排放液送往排液槽。
30.本技术的有益效果包括但不限于:
31.本发明提供的处理甲酰胺生产装置中废水的方法,杜绝了脱醇及精制塔真空系统及其尾气吸收运行环节产生废水的根源,不再向污水处理站输送高氨氮废水,减少了三废排放和环境污染,降低了污水处理站的运行费用,从而降低了甲酰胺的生产成本;污水处理站氨氮处理能力不再是影响甲酰胺全负荷生产的障碍,工艺运行可靠;将废水中的氨、甲醇、甲酸甲酯、甲酰胺进行有效回收,具有良好的经济及环保效益。
附图说明
32.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
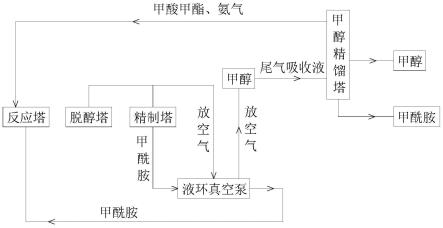
33.图1为本发明提供的处理甲酰胺生产装置中废水的方法的流程图;
34.图2为本发明提供的处理甲酰胺生产装置中废水的方法的其中一种工艺流程图;
35.图中,100、放空气管线;210、真空泵前罐;221、液环真空泵;222、罗茨真空泵;230、真空泵后罐;231、火炬排放气管线;310、甲酰胺管线; 320、循环甲酰胺工作液槽;330、反应塔进料管线;340、循环甲酰胺工作液泵;410、尾气吸收塔;411、喷淋管;420、尾气吸收液储槽;430、尾气吸收塔泵;440、甲醇导入管线;450、循环甲醇冷却器;500、排液槽。
具体实施方式
36.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本发明进行详细阐述。
37.需说明,在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施。因此,本发明的保护范围并不受下面公开的具体实施例的限制。
38.如图1中所示,本发明提供的处理甲酰胺生产装置中废水的方法,包括如下步骤:
39.(1)将液环真空泵从脱醇塔及精制塔抽出放空气以使脱醇塔和精制塔内形成负压,液环真空泵的工作液采用甲酰胺;
40.(2)利用甲醇吸收放空气中夹带的氨、甲醇、甲酸甲酯、甲酰胺后得到尾气吸收液;
41.(3)将尾气吸收液通过精馏分离得到甲醇、甲酰胺、甲酸甲酯和氨气。
42.进一步的,将步骤(3)得到的甲酸甲酯和氨气送入反应塔。
43.图2中示出了本发明提供的处理甲酰胺生产装置中废水的方法的其中一种具体实施方案。如图2中所示,本发明提供的处理甲酰胺生产装置中废水的方法,包括如下步骤:
44.利用液环真空泵221从脱醇塔及精制塔抽出放空气以使脱醇塔和精制塔内形成负压,通过放空气管线100从脱醇塔及精制塔抽出的放空气依次经过真空泵前罐210、液环真空泵221、真空泵后罐230后送入尾气吸收塔410,在尾气吸收塔410内放空气中夹带的氨、甲醇、甲酸甲酯、甲酰胺被甲醇吸收形成尾气吸收液,尾气吸收塔410底部的尾气吸收液送入甲醇精馏塔440 将各组分进行分离。
45.实际应用时,将尾气吸收塔410塔底的尾气吸收液导入尾气吸收液储槽 420中,新鲜甲醇通过甲醇导入管线440补入尾气吸收液储槽420中。尾气吸收液储槽420中的尾气吸收液通过尾气吸收塔泵430一部分被重新导入尾气吸收塔的上部,一部分被送往甲醇精馏塔440中。
46.通常,尾气吸收液在送往甲醇精馏塔440之前要送入尾气吸收液储槽420 中进行缓存。
47.液环真空泵221的工作液采用甲酰胺,甲酰胺从液环真空泵221排出后送入反应塔进行再加工。进一步的,液环真空泵221的工作液排出后先送入循环甲酰胺工作液槽320缓存,经循环甲酰胺工作液泵340与反应塔进料管线330连通送往反应塔。
48.工作时,脱醇塔和精制塔通过液环真空泵221形成负压,液环真空泵221 采用甲酰胺为工作液,液环真空泵221抽气运行时甲酰胺工作液对工艺介质连续吸收,因此流出液环真空泵221的废水中含有氨、甲醇、甲酸甲酯、甲酰胺,该废水返回反应塔再加工,减去了液环真空泵221的外排水。然后,液环真空泵221抽出的气体全部进尾气吸收塔410,气体中夹带的氨、甲醇、甲酸甲酯、甲酰胺被甲醇循环吸收,实现了尾气吸收系统的无水化,避免了含
氨、甲醇、甲酸甲酯、甲酰胺污水的产生。吸收氨、甲醇、甲酸甲酯、甲酰胺后的甲醇送至甲醇精馏塔450回收,在甲醇精馏塔450的中部侧采得到甲醇,底部得到甲酰胺,甲酸甲酯和氨气气相进入反应塔,解决了氨、甲醇、甲酸甲酯、甲酰胺的回收问题。
49.具体的,分离氨的温度为70℃-73℃,压力为微正压,通常为0.055mpa;分离甲酰胺的温度为76℃-78℃,通常为微正压,通常为0.069mpa;分离甲醇的温度为74-76℃,压力为微正压,通常为0.06mpa;分离甲酸甲酯的温度为 70℃-73℃,压力为微正压,通常为0.055mpa。
50.进一步的,为了提高甲醇对各工艺介质的吸收率,控制送入尾气吸收塔 410中甲醇的温度为-8℃至-6℃。实际应用时,可通过循环甲醇冷却器450对送入吸收塔的吸收液进行冷却到指定温度,具体可在尾气吸收塔泵430与尾气吸收塔410之间设置循环甲醇冷却器450,用于对吸收液进行冷却,冷却介质通常采用冷水。
51.进一步的,液环真空泵221运行时工作液的温度不超过154.4℃,液环真空泵221杜绝异常状态运行,需控制运行温度;液环真空泵221转动轴密封要求提高,防止工作液泄漏;维修时防止甲酰胺污染环境、损失,必须把工作液全部回收,禁止现场任何地点排放。
52.进一步的,由于液环真空泵221抽气运行时产生热量及甲酰胺工作液对工艺介质的连续吸收,甲酰胺工作液需要连续补充以满足液环真空泵221的真空度指标,将液环真空泵221的工作液入口与甲酰胺管线310连通,甲酰胺管线310与精制塔塔底连通,从精制塔塔底采出甲酰胺。
53.进一步的,尾气吸收塔410底部的部分尾气吸收液导入甲醇储槽410,并经尾气吸收塔泵430自尾气吸收塔上部的喷淋管411送入尾气吸收塔。
54.进一步的,在液环真空泵221之前还串联设置有罗茨真空泵222。
55.进一步的,真空泵前罐210的顶部及真空泵后罐230的顶部的排放气送往火炬排放气管线231,真空泵前罐210底部及真空泵后罐230底部的排放液送往排液槽500。
56.以废水产生量为4m3/h,全年生产时间按8000小时计,甲酰胺装置全年废水量为32000m3。按照图1中流程图实施本发明提供的处理甲酰胺生产装置中废水的方法后,可全部回收随外排水带出的氨及甲醇,年回收达约272.26 万元,投资约7万元,当年即可收回投资,经济、环保效益可观。
57.上述具体实施方式不能作为对本发明保护范围的限制,对于本技术领域的技术人员来说,对本发明实施方式所做出的任何替代改进或变换均落在发明的保护范围内。
58.本发明未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1