一种具有低光泽免喷涂金属效果的PC/ASA合金树脂及其制备方法和应用与流程
本发明属于高分子材料,涉及一种具有低光泽免喷涂金属效果的pc/asa合金树脂及其制备方法和应用。
背景技术:
1、聚碳酸酯(简称pc树脂,双酚a型pc)是由碳酸酯基团、苯环基团交替构成分子主链的高度线性热塑性聚合物材料,大分子主链上的芳香族基团的存在,赋予分子链链段较强的整体刚性,而柔性的碳酸酯基团赋予了链段较好的韧性,因此,pc材料具有高刚性、高耐热、高抗冲的力学性能及耐热性。
2、丙烯腈-苯乙烯-丙烯酸酯共聚物(asa),具有耐候性、良好的力学性能、热稳定性以及易于加工等优点,适用于户外装饰材料、运动器材以及汽车饰件等。
3、pc树脂与asa具有一定的相容性,由二者制备的pc/asa合金树脂综合了pc和asa的优良性能,通常用于汽车内外饰或通讯行业。有些pc/asa合金树脂需要满足具有金属效果的外观,但通过喷漆及电镀的方式来实现金属效果会带来环境污染,而且,在一些应用场合,pc/asa合金树脂需要满足低光泽的要求。
4、因此,在本领域中希望开发一种具有免喷涂金属效果的pc/asa合金树脂,并且其具有低光泽。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种具有低光泽免喷涂金属效果的pc/asa合金树脂及其制备方法和应用。本发明通过在pc/asa合金树脂中加入金属颜料母粒和哑光母粒,从而使得该合金树脂在避免喷漆及电镀的情况下还能具有金属效果,可以减少喷漆及电镀带来的环境污染,并且其具有低光泽。
2、为达此目的,本发明采用以下技术方案:
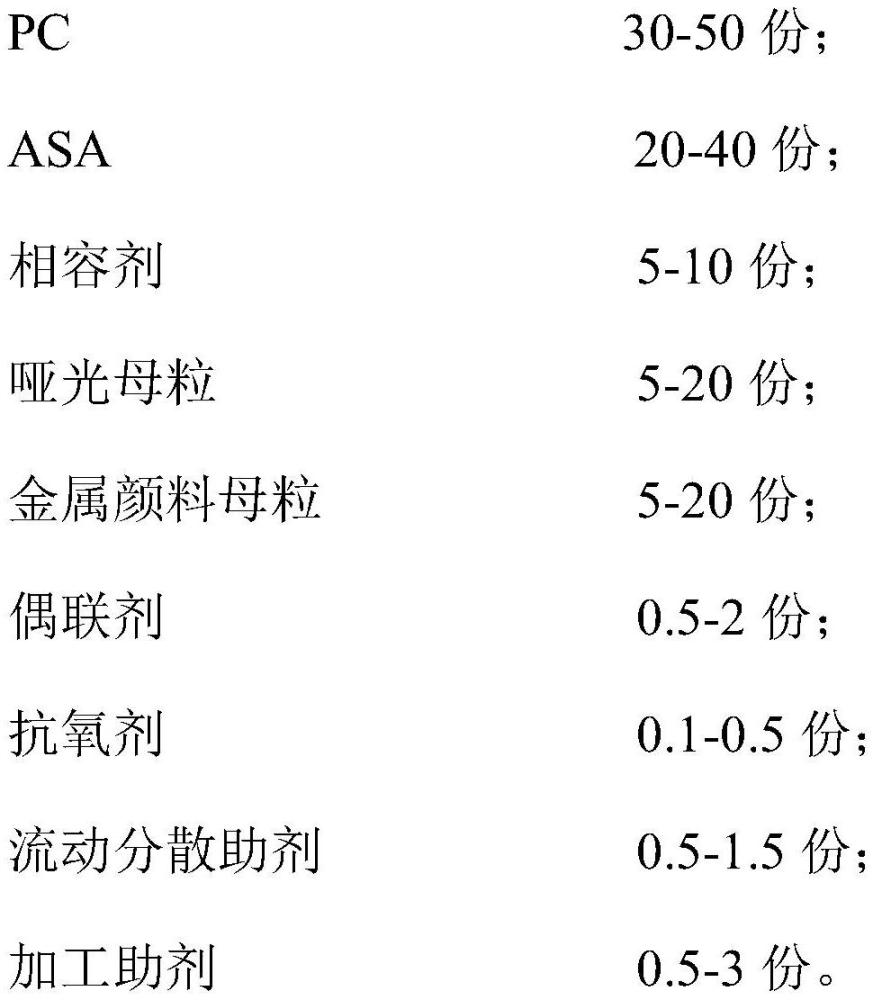
3、第一方面,本发明提供一种具有低光泽免喷涂金属效果的pc/asa合金树脂,所述pc/asa合金树脂的制备原料按照重量份数计,包括如下组分:
4、
5、本发明通过在pc/asa合金树脂中添加金属颜料母粒及哑光母粒,在避免使用喷漆及电镀的工艺条件下,使得注塑后的产品能达到喷漆及电镀所带来的金属效果,从而提高了生产效率,降低了生产成本,并且可以减少喷漆或电镀带来的环境污染。
6、本发明通过在pc/asa合金树脂中添加偶联剂、流动分散助剂,提高了金属颜料母粒、哑光母粒与复合材料的相容性,也能提高材料流动性,减少注塑产品出现流痕、熔接线现象。
7、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,pc的用量可以为30份、32份、34份、36份、38份、40份、42份、44份、46份、48份、50份等。
8、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,asa的用量可以为20份、22份、24份、26份、28份、30份、32份、34份、36份、38份、40份等。
9、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,相容剂的用量可以为5份、6份、7份、8份、9份、10份等。
10、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,哑光母粒的用量可以为5份、6份、7份、8份、9份、10份、11份、12份、13份、14份、15份、16份、17份、18份、19份、20份等。
11、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,金属颜料母粒的用量可以为5份、6份、7份、8份、9份、10份、11份、12份、13份、14份、15份、16份、17份、18份、19份、20份等。
12、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,偶联剂的用量可以为0.5份、0.6份、0.8份、1份、1.2份、1.4份、1.6份、1.8份、2份等。
13、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,抗氧剂的用量可以为0.1份、0.2份、0.3份、0.4份、0.5份等。
14、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,流动分散助剂的用量可以为0.5份、0.6份、0.8份、1份、1.2份、1.4份、1.5份等。
15、在本发明中,所述pc/asa合金树脂的制备原料按照重量份数计,加工助剂的用量可以为0.5份、0.6份、0.8份、1份、1.5份、2份、2.5份、3份等。
16、优选地,所述哑光母粒的制备原料按照重量份数计,包括如下组分:
17、
18、
19、本发明将消光粉加工成母粒,使得消光粉能够充分分散均匀,从而使得pc/asa合金树脂表面光滑无坑点现象。
20、优选地,所述哑光母粒的制备原料按照重量份数计,pc的用量可以为70份、72份、74份、76份、78份、80份、82份、84份、86份、88份、90份等。
21、优选地,所述哑光母粒的制备原料按照重量份数计,消光粉的用量可以为10份、12份、14份、16份、18份、20份、22份、24份、26份、28份、30份等。
22、优选地,所述哑光母粒的制备原料按照重量份数计,偶联剂的用量可以为2份、3份、4份、5份等。
23、优选地,所述哑光母粒的制备原料按照重量份数计,抗氧剂的用量可以为0.1份、0.5份等。
24、优选地,所述哑光母粒的制备原料按照重量份数计,加工助剂的用量可以为0.5份、1份、1.5份、2份、2.5份、3份等。
25、优选地,所述消光粉包括氧化硅(sio2)、滑石粉(mg3si4o10(oh)2)、硅酸镁(mg2sio4)或钛白粉(tio2)中的任意一种或至少两种的组合。
26、优选地,所述消光粉的粒径为2-5μm,例如2μm、3μm、4μm、5μm等。
27、优选地,所述偶联剂选自γ-氨丙基三甲氧基硅烷、γ-氨丙基三乙氧基硅烷、γ-缩水甘油醚氧丙基三甲氧基硅烷、γ-缩水甘油醚氧丙基三乙氧基硅烷、n-(β-氨乙基)-γ-氨丙基三甲氧基硅烷、n-β-(氨乙基)-γ-氨丙基甲基二甲氧基硅烷、γ-脲丙基三乙氧基硅烷、n-氨乙基-γ-氨丙基三乙氧基硅烷、γ-氨丙基甲基二乙氧基硅烷、n-(β-氨乙基)-γ-氨丙基三乙氧基硅烷、多氨基烷基三烷氧基硅烷、苯胺甲基三甲氧基硅烷、三(二辛基磷酰氧基)钛酸异丙酯、三异硬脂酸钛酸异丙酯、异丙基二油酸酰氧基(二辛基磷酸酰氧基)钛酸酯、异丙基三(二辛基磷酸酰氧基)钛酸酯、异丙基三油酸酰氧基钛酸酯、异丙基三(二辛基焦磷酸酰氧基)钛酸酯、双(二辛氧基焦磷酸酯基)乙撑钛酸酯、双(二辛氧基焦磷酸酯基)乙撑钛酸酯和三乙醇胺的螯合物、四异丙基二(二辛基亚磷酸酰氧基)钛酸酯、二硬脂酰氧异丙基铝酸酯、异丙氧基二硬脂酸酰氧基铝酸酯、铝酸三甲酯、铝酸三异丙酯、铝酸三苄酯、烷氧基三(乙烯基-乙氧基)锆酸酯、烷氧基三(对氨基苯氧基)锆酸酯、双(柠檬酸二乙酯)二丙氧基锆螯合物或四(三乙醇胺)锆酸酯中的任意一种或至少两种的组合。
28、需要说明的是,本发明pc/asa合金树脂制备原料、哑光母粒制备原料、金属颜料母粒制备原料中用到的偶联剂都从上述范围进行选择,可以相同,也可以不同。
29、优选地,所述抗氧剂选自三(2,4-二叔丁基苯基)亚磷酸酯、四[β-(3,5-二叔丁基-4-羟基苯基)丙酸]季戊四醇酯、n,n'-双-(3-(3,5-二叔丁基-4-羟基苯基)丙酰基)己二胺、双(2,4-二叔丁基苯基)季戊四醇二亚磷酸酯、β-(3,5-二叔丁基-4-羟基苯基)丙酸正十八碳醇酯、亚磷酸三(2,4-二叔丁基)酯、受阻酚(3,5-二丁基-4-羟基-苯基丙酸十八烷基)酯、1,3,5-三(3,5-二叔丁基,4-羟基苄基)均三嗪、2,4,6-(1h,3h,5h)三酮、n,n’-双-(3-(3,5-二叔丁基-4-羟基苯基)丙酰基)己二胺、二缩三乙二醇双[β-(3-叔丁基-4-羟基-5-甲基苯基)丙酸酯]或季戊四醇二亚磷酸二硬脂基酯中的任意一种或至少两种的组合。
30、需要说明的是,本发明pc/asa合金树脂制备原料、哑光母粒制备原料、金属颜料母粒制备原料中用到的抗氧剂都从上述范围进行选择,可以相同,也可以不同。
31、优选地,所述加工助剂包括硅烷聚合物、固体石蜡、液体石蜡、脂肪酸盐、硬脂酸钙、硬脂酸锌、脂肪酰胺、甲撑双硬脂酸酰胺、油酸酰胺、硬脂酰胺、乙撑双硬酯酰胺或n,n-乙撑双硬脂酸酰胺中的任意一种或至少两种的组合。
32、需要说明的是,本发明pc/asa合金树脂制备原料、哑光母粒制备原料、金属颜料母粒制备原料中用到的加工助剂都从上述范围进行选择,可以相同,也可以不同。
33、需要说明的是,本发明pc/asa合金树脂制备原料、哑光母粒制备原料、金属颜料母粒制备原料中用到的偶联剂都从上述范围进行选择,可以相同,也可以不同。
34、优选地,所述哑光母粒通过以下方法制备得到:
35、将配方量的消光粉和偶联剂混合,然后再加入pc、抗氧剂、加工助剂,再次混合,经过熔融共挤,冷却、吹干、切粒,得到所述哑光母粒。
36、优选地,所述混合的时间为3-5min,例如3min、4min、5min等。
37、优选地,所述再次混合在高速混合机中进行。
38、优选地,所述再次混合的时间为10-15min,例如10min、11min、12min、13min、14min、15min等。
39、优选地,所述熔融共挤在双螺杆挤出机中进行。
40、优选地,所述双螺杆挤出机的温度设置为:一区温度为210℃-230℃(例如210℃、220℃、230℃等),二区温度为220℃-240℃(例如220℃、230℃、240℃等),三区温度为235℃-255℃(例如235℃、245℃、255℃等),四区温度为240℃-260℃(例如240℃、250℃、260℃等),五区温度为240℃-260℃(例如240℃、250℃、260℃等),六区温度为240℃-260℃(例如240℃、250℃、260℃等),七区温度为240℃-260℃(例如240℃、250℃、260℃等),八区温度为240℃-260℃(例如240℃、250℃、260℃等),九区温度为245℃-265℃(例如245℃、255℃、265℃等)。
41、优选地,所述双螺杆挤出机的螺杆转速为500-600转/分钟,例如500转/分钟、520转/分钟、540转/分钟、560转/分钟、580转/分钟、600转/分钟等。
42、优选地,所述金属颜料母粒的制备原料按照重量份数计,包括如下组分:
43、
44、本发明将金属颜料粉加工成母粒,使得金属颜料粉能够充分分散均匀,从而使得pc/asa合金树脂表面光滑无坑点现象。
45、优选地,所述金属颜料母粒的制备原料按照重量份数计,pc的用量可以为70份、72份、74份、76份、78份、80份、82份、84份、86份、88份、90份等。
46、优选地,所述金属颜料母粒的制备原料按照重量份数计,金属颜料粉的用量可以为5份、6份、7份、8份、9份、10份、11份、12份、13份、14份、15份等。
47、优选地,所述金属颜料母粒的制备原料按照重量份数计,偶联剂的用量可以为1份、1.5份、2份、2.5份、3份等。
48、优选地,所述金属颜料母粒的制备原料按照重量份数计,抗氧剂的用量可以为0.1份、0.2份、0.3份、0.4份、0.5份等。
49、优选地,所述金属颜料母粒的制备原料按照重量份数计,加工助剂的用量可以为0.5份、1份、1.5份、2份、2.5份、3份等。
50、优选地,所述金属颜料粉包括铝、铜、金、银或锌中的任意一种或至少两种的组合。
51、优选地,所述金属颜料粉的粒径为10-50μm,例如10μm、15μm、20μm、25μm、30μm、35μm、40μm、45μm、50μm等。
52、优选地,所述金属颜料母粒通过以下方法制备得到:
53、将配方量的金属颜料粉和偶联剂混合,然后再加入pc、抗氧剂、加工助剂,再次混合,经过熔融共挤,冷却、吹干、切粒,得到所述金属颜料母粒。
54、优选地,所述混合的时间为3-5min,例如3min、4min、5min等。
55、优选地,所述再次混合在高速混合机中进行。
56、优选地,所述再次混合的时间为5-10min,例如5min、6min、7min、8min、9min、10min等。
57、优选地,所述熔融共挤在双螺杆挤出机中进行。
58、优选地,所述双螺杆挤出机的温度设置为:一区温度为210℃-230℃(例如210℃、220℃、230℃等),二区温度为220℃-235℃(例如220℃、230℃、235℃等),三区温度为235℃-250℃(例如235℃、245℃、250℃等),四区温度为240℃-250℃(例如240℃、245℃、250℃等),五区温度为240℃-250℃(例如240℃、245℃、250℃等),六区温度为240℃-250℃(例如240℃、245℃、250℃等),七区温度为240℃-250℃(例如240℃、245℃、250℃等),八区温度为240℃-250℃(例如240℃、245℃、250℃等),九区温度为245℃-255℃(例如245℃、250℃、255℃等)。
59、优选地,所述双螺杆挤出机的螺杆转速为300-400转/分钟,例如300转/分钟、320转/分钟、340转/分钟、360转/分钟、380转/分钟、400转/分钟等。
60、优选地,所述相容剂包括lldpe-g-mah、uhmwpe-g-mah、poe-g-mah、sebs-g-mah、asa-g-mah或abs-g-mah中的任意一种或至少两种的组合,优选为asa-g-mah。
61、优选地,所述流动分散助剂包括硅烷聚合物、固体石蜡、液体石蜡、脂肪酸盐、硬脂酸钙、硬脂酸锌、脂肪酰胺、甲撑双硬脂酸酰胺、油酸酰胺、硬脂酰胺、乙撑双硬酯酰胺或n,n-乙撑双硬脂酸酰胺中的任意一种或至少两种的组合。
62、第二方面,本发明提供一种如第一方面所述的pc/asa合金树脂的制备方法,所述制备方法包括以下步骤:
63、将配方量的pc、asa、相容剂、哑光母粒、金属颜料母粒、偶联剂、抗氧剂、流动分散助剂、加工助剂混合,熔融挤出,冷却、吹干、切粒,得到所述pc/asa合金树脂。
64、优选地,所述混合在高速混合机中进行。
65、优选地,所述混合的时间为10-15min,例如10min、11min、12min、13min、14min、15min等。
66、优选地,所述熔融挤出在双螺杆挤出机中进行。
67、优选地,所述双螺杆挤出机的温度设置为:一区温度为210℃-230℃(例如210℃、220℃、230℃等),二区温度为220℃-240℃(例如220℃、230℃、240℃等),三区温度为235℃-250℃(例如235℃、245℃、250℃等),四区温度为240℃-255℃(例如240℃、250℃、255℃等),五区温度为240℃-255℃(例如240℃、250℃、255℃等),六区温度为240℃-255℃(例如240℃、250℃、255℃等),七区温度为240℃-255℃(例如240℃、250℃、255℃等),八区温度为240℃-255℃(例如240℃、250℃、255℃等),九区温度为245℃-260℃(例如245℃、255℃、260℃等)。
68、优选地,所述双螺杆挤出机的螺杆转速为400-500转/分钟,例如400转/分钟、420转/分钟、440转/分钟、460转/分钟、480转/分钟、500转/分钟等。
69、第三方面,本发明提供一种如第一方面所述的pc/asa合金树脂在汽车内外饰或通讯行业中的应用。
70、与现有技术相比,本发明至少具有以下有益效果:
71、本发明通过在pc/asa合金树脂中添加金属颜料母粒及哑光母粒,在避免使用喷漆及电镀的工艺条件下,使得注塑后的产品能达到喷漆及电镀所带来的金属效果,从而提高了生产效率,降低了生产成本,并且可以减少喷漆或电镀带来的环境污染。
- 还没有人留言评论。精彩留言会获得点赞!