一种三色外观效果雷达罩车标及制作工艺的制作方法
1.本发明属于汽车雷达罩技术领域,更具体的说涉及一种三色外观效果雷达罩车标及制作工艺。
背景技术:
2.当今自适应巡航控制系统(adaptive cruise control),在汽车行驶的过程中,通过车前的雷达来持续感测前方道路状况,辅以车轮上轮速传感器反馈车辆速度,实现一定程度上的自动加减速控制。acc技术是提前发现危险,保护生命的主动安全技术,整个自适应巡航控制系统,最重要的应用为毫米波雷达(测距传感器),其能否发出毫米波对前车扫描后所得到的反馈数据,对于整个自适应巡航控制系统的安全性起到了决定性的作用。
3.自动化及电动化是未来汽车领域的发展方向,在当今节能减排的政府号召之下,电动及混动技术逐渐趋于成熟,雷达罩车标的外观设计上,也加入了诸如蓝色、红色等诸多颜色,一改原先仅为黑色、亮银色的主色调,因而带着各种效果、各种颜色的车标也就应运而生,为了实现该外观效果,需要有许多加工的加工环节,而这些加工环节往往都需要许多的工装及辅助治具,这些增加的环节,给雷达罩车标的开发,带来了较高的不良率,增加了额外的失效风险,以及高额的开发费用。
4.以黑色、蓝色、金属高光亮色为例。
5.如图1所示,其为现有技术第一种三色车标制作过程,其工序为注塑成型出透明pc外板
②
;在外板
②
外表面喷涂表面硬化层
①
;在外板
②
内表面进行黑色印刷
③
;在黑色印刷
③
的基础上进行镭射雕刻
④
,将外色外显的部位的黑油墨层去除;进行蓝色印刷,让蓝色通过步骤
④
去除后的透明位置外显;进行pvd
⑥
,做出外观高光电镀效果;喷涂保护层
⑦
,从而对pvd进行一个保护;于此同时,单独注塑车标底座
⑧
备用;将
①
~
⑦
整套工艺做出来的外罩和注塑底座
⑧
,通过胶水粘接,从而制作成为一个完整的雷达罩车标,其外观呈现出黑色、蓝色、金属高光亮色三种效果。
6.如图2所示,其为现有技术第二种三色车标制作过程,其工序为通过双色注塑成型出透明pc与黑色pc相结合的外板
②
;在外板
②
外表面喷涂表面硬化层
①
;在内侧面中间位置的透明处,进行蓝色印刷
③
;进行pvd
④
,做出外观高光电镀效果;喷涂保护层
⑤
,从而对pvd及蓝色印刷层进行保护;将
①
~
⑤
整套工艺做出来的外罩放入底座进行嵌件注塑
⑥
,从而成型出一个完整的雷达罩车标,其外观呈现出黑色、蓝色、金属高光亮色三种效果。
7.上述两种车标制作过程存在如下问题:
8.上述第一种现有技术中所提到的环节
③⑤
,以及第二种现有技术中所提到的
③
,皆为为了呈现黑/蓝色外观效果而实际存在的工艺环节,其需要开发相应的涂装/印刷线体,和专用治具/罩具来进行作业,开发费用高;
9.上述第一种现有技术中所提到的环节
④
是镭射雕刻环节,需要投入激光雕刻机,开发及调试相应的程序,及开发相应的治具;
10.从合格率上来说,因为涂装/印刷环节的存在,大大增加了生产过程中对产品内侧
其他位置污染的可能性,其涂装/印刷流程,都不可缺少的伴有几次除尘、脱脂环节,几次喷涂/印刷环节,几次烘烤环节、以及检验环节,其冗长的每一道环节,都会导致产品直通率/一次合格率大大下降;
11.从生产节拍上来说,涂装/印刷环节都需要配备专用的烘烤线,增加了投入并拉长的单工序瓶颈,这将严重影响产品的生产效率。
12.从环境污染层面来说,涂装/印刷需要使用大量的稀释剂、添加剂,其还带来了环境污染问题。
13.从透波性能上来说,增加的涂装/印刷层,其虽然薄,但其介电常数与素材较大的差异实际存在,该差异将在两者之间形成一定的界面,若验证及管控不当,则会引起电波穿透性能下降、反射率大大提高,从而严重影响产品的主要性能。
技术实现要素:
14.针对现有技术的不足,本发明提供了一种通过三色注塑工艺直接代替掉传统工艺中的黑色印刷、镭射雕刻和蓝色印刷三道工序;以及利用嵌件注塑工艺来代替胶水粘合的低效率,使产品更加稳定,工艺更环保。
15.为实现上述目的,本发明提供了如下技术方案:一种三色外观效果雷达罩车标,包括三色外板和内板嵌件,所述三色外板包括透明材料层,透明材料层的外侧设置有硬质涂层,透明材料层的内侧设置有高亮黑材料层和彩色材料层,所述内板嵌件与三色外板的内侧固定,所述透明材料层、高亮黑材料层和彩色材料层的材质均为pc、asa或aes,所述内板嵌件的材质为aes、asa或abs。
16.进一步的所述三色外板的透明材料层、高亮黑材料层和彩色材料层均为注塑成型,所述内板嵌件注塑成型于三色外板的内侧。
17.进一步的所述三色外板的透明材料层、高亮黑材料层和彩色材料层中每两层材料之间的介电常数的差值小于0.1;内板嵌件材料的介电常数与所述三色外板中材料的介电常数差值在
±
0.15之间。
18.进一步的所述的三色外板朝向内板嵌件的表面设置有pvd高亮银层,pvd高亮银层表面设置有保护涂层。
19.一种三色外观效果雷达罩车标的制作工艺,包括如下步骤:
20.s1:利用三色注塑机将透明材料、高亮黑材料和彩色材料按照顺序注塑成型三色外板,注塑完成后由机械手取出;
21.s2:对注塑完成的三色外板外侧进行喷涂硬质涂层,喷涂时采用机械手臂喷涂,完成后将产品取出;
22.s3:将产品转移至注塑机的模腔内,利用注塑机将内板嵌件材料注塑成型于三色外板的内侧,完成制作。
23.进一步的在步骤s2之前,还具有步骤s11:按照产品实际形状定制专用遮蔽治具,对无需进行pvd的部分进行遮蔽,之后将装载遮蔽治具的产品利用机械手挂入pvd炉中,上挂完毕之后,关炉后抽真空后开始pvd作业,直至pvd镀层工艺完成,利用机械手取件下挂;再将pvd作业完成的产品进行保护涂膜,采用热固化保护涂膜。
24.进一步的所述透明材料、高亮黑材料和彩色材料的材质为pc,三种pc的材料成型
温度为260℃-310℃,内板嵌件材料的成型温度低于上述三种pc的成型温度。
25.进一步的在步骤s1前,将透明材料、高亮黑材料和彩色材料粒子在100-120℃分别干燥4-8h,随后送入三色注塑机,在三色注塑机中,料筒温度为290-310℃。
26.进一步的在步骤s3前,将内板嵌件的材料离子在80-90℃干燥3-4h,在步骤s3中,料筒温度为200-230℃,注塑时采用采用40mpa以上的注塑压力,注塑速度20mm/s以上,保压压力5mpa以上,保压时间1s以上,模温70℃以上。
27.进一步的在步骤s11中,采用热固化保护涂膜时,所使用的保护层涂料,需要在温度20-30℃,湿度60
±
15%的阴凉处保存,其密度为0.6-0.7g/cm3,,并直接在线上70-80℃的温度下固化,固化时长40分钟,固化后膜厚15-20μm。
28.与现有技术相比,本发明的有益效果是:
29.通过三色注塑工艺直接代替掉传统工艺中的黑色印刷、镭射雕刻和蓝色印刷三道工序,以及利用嵌件注塑工艺来代替胶水粘合的低效率工法;
30.通过三色注塑,在一个工序上完成透明pc外罩、黑色效果和蓝色效果的工艺,代替了黑色印刷、镭射雕刻和蓝色印刷三道工序,大幅提高了生产合格率;同时还节省下了黑蓝两道涂装和激光雕刻所需要的一系列治具/罩具,同时省下了两套印刷设备和一套激光雕刻设备,大幅降低了成本。而且少去了三个环节,大大提高了生产效率;
31.通过嵌件注塑工艺,用短短几秒的注塑时间代替了十几小时的胶合时间,大幅降低了生产节拍。同时节省了几百套治具的制作费用,以及一个专用烘烤线。全程未使用胶水,防止胶水挥发导致的环境污染问题。在安全性方面,由于外罩和基座最终是通过注塑结合成为一体的,内部结构牢牢结合无缝隙,水汽无法进入。其成品无脱开风险,透波稳定安全有保障;
32.由于没有了油漆/印刷层的影响,其素材的介电常数则较为一致,电波透过性能优;
33.去掉了油漆/印刷环节,对工厂的排放、污染压力大大降低,对环境更加亲切。
附图说明
34.图1为现有技术中第一种三色车标制作过程图;
35.图2为现有技术中第二种三色车标制作过程图;
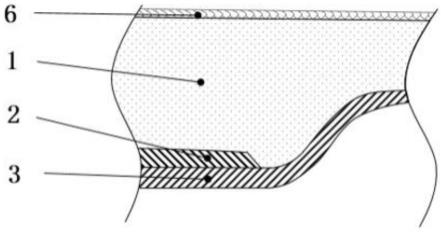
36.图3为本发明中三色雷达罩车标实施例一的示意图;
37.图4为本发明中三色雷达罩车标实施例二的示意图;
38.图5为本发明中三色雷达罩车标实施例三的示意图;
39.图6为本发明中三色雷达罩车标实施例四的示意图;
40.图7为本发明中三色外观效果雷达罩车标制作工艺的流程图;
41.图8为本发明中所使用的三色注塑机的示意图。
42.附图标记:1、透明pc层;2、宝石蓝pc层;3、高亮黑pc层;4、pvd高亮银层;5、保护涂层;6、硬质涂层;7、圆盘;71、一次注塑腔;72二次注塑腔;73、三次注塑腔;81、一次注塑装置;82、二次注塑装置;83、三次注塑装置。
具体实施方式
43.参照图3至图8对本发明三色外观效果雷达罩车标及制作工艺的实施例做进一步说明。
44.在本发明的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向(x)”、“纵向(y)”、“竖向(z)”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本发明的具体保护范围。
45.此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本发明描述中,“数个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
46.本技术的下述实施例中以透明材料层、高亮黑材料层和彩色材料层的材质均为pc为例,且将材料材料层设置为宝石蓝为例,所述内板嵌件的材质为aes为例。
47.实施例一:
48.一种三色外观效果雷达罩车标,包括三色外板和内板嵌件,所述三色外板包括透明材料层,透明材料层的外侧设置有硬质涂层6,透明材料层的内侧设置有高亮黑材料层和彩色材料层,所述内板嵌件与三色外板的内侧固定。
49.本实施例中所述三色外板的透明材料层、高亮黑材料层和彩色材料层均为注塑成型,所述内板嵌件注塑成型于三色外板的内侧。
50.如图3所示,在本实施例中,从其重叠部分剖面图可以看出,从产品外层到内层依次为硬质涂层6、透明pc层1、高亮黑pc层3、宝石蓝pc层2,各层采用相同的pc基材属性,让其融为一体且不会相互剥离,从而让其界限分明。
51.应用此结构时候,由于没有pvd高亮银层4,并且传统的油漆喷涂或油墨印刷所呈现的蓝色已经被宝石蓝pc层2的材料所代替,因此其不需要保护涂层5的保护;其中,硬质涂层6以及透明pc层1组合,呈现高透明水晶效果;高亮黑pc层3透过硬质涂层6及透明pc层1向外观面呈现出高亮黑效果;宝石蓝pc层2透过硬质涂层6及透明pc层1向外观面呈现出宝石蓝效果;而宝石蓝pc层2被高亮黑pc层3所遮蔽的部位(重叠部位),无法呈现到外观面,因此被完美遮蔽。
52.本实施例优选的所述三色外板的透明pc层1、高亮黑pc层3和宝石蓝pc层2中每两层材料之间的介电常数的差值小于0.1;内板嵌件aes的介电常数与所述三色外板中pc材料的介电常数差值在
±
0.15之间。
53.该四种材料的损耗角正切为0.02以下;所述的三款pc的材料成型温度为260℃-310℃,而所选aes材料成型温度必须小于上述三款pc材料的成型温度。
54.实施例二:
55.其与实施例一的区别仅在于宝石蓝pc层2和高亮黑pc层3与透明pc层1结合的位置不同,如图4所示,从其重叠部分的剖面图可以看出,从零件外层到内层依次为硬质涂层6、透明pc层1、高亮黑pc层3、宝石蓝pc层2。
56.应用此结构时候,同样不需要保护涂层5的保护。其中,硬质涂层6以及透明pc层1组合,呈现高透明水晶效果;高亮黑pc层3透过硬质涂层6及透明pc层1向外观面呈现出高亮黑效果;宝石蓝pc层2透过硬质涂层6及透明pc层1向外观面呈现出宝石蓝效果;其中,宝石蓝pc层2被多处高亮黑pc层3所遮蔽,无法呈现到外观面,被完美遮蔽,因此能向外观呈现出较细区域的宝石蓝效果,白天在阳光及充足的周边光源的照射下,如同发出了蓝色条纹状光效,或较细的文字发出光效,其界限分明,彰显新能源感。
57.实施例三:
58.其与实施例一的区别仅在于宝石蓝pc层2和高亮黑pc层3与透明pc层1结合的位置不同,如图5所示,从其重叠部分的剖面图可以看出,从零件外层到内层依次为硬质涂层6、透明pc层1、宝石蓝pc层2、高亮黑pc层3。
59.应用此结构时候,同样不需要保护涂层5的保护。其中,硬质涂层6以及透明pc层1组合,呈现高透明水晶效果;宝石蓝pc层2透过硬质涂层6及透明pc层1向外观面呈现出宝石蓝效果;高亮黑pc层3透过硬质涂层6及透明pc层1向外观面呈现出高亮黑效果;该结构实现了高亮黑pc层3对宝石蓝pc及透明pc层1的反包裹,其整体形态非常稳固牢靠,且高亮黑效果通过一次成型,但可以呈现在蓝色内侧及外侧等多处位置;其中,高亮黑pc层3被宝石蓝pc层2所遮蔽,无法呈现到外观面,被完美遮蔽。
60.实施例四:
61.如图6所示,在本实施例中所述的三色外板朝向内板嵌件的表面设置有pvd高亮银层4,pvd高亮银层4表面设置有保护涂层5,其中pvd高亮银层4是在三色外板最表面处。
62.从其重叠部分的剖面图可以看出,从零件外层到内层依次为硬质涂层6、透明pc层1、高亮黑pc层3、宝石蓝pc层2、pvd高亮银层4、保护涂层5。其中,硬质涂层6以及透明pc层1组合,呈现高透明水晶效果;高亮黑pc层3透过硬质涂层6及透明pc层1向外观面呈现出高亮黑效果;宝石蓝pc层2透过硬质涂层6及透明pc层1向外观面呈现出宝石蓝效果;pvd高亮银层4透过硬质涂层6及透明pc层1向外观面呈现出高亮高反光的银色镜面效果;而宝石蓝pc层2被高亮黑pc层3所遮蔽的部位(重叠部位)、pvd高亮银层4被宝石蓝pc层2以及高亮黑pc层3所遮蔽的部位(重叠部位),无法呈现到外观面,因此被完美遮蔽。
63.在制作上述实施例一至三的车标时,采用如下工艺:
64.如图7所示,其不具备虚线框内的步骤c和d。
65.其中a三色外板的外表面硬化层喷涂;b为三色外板的三色注塑成型;c为内表面pvd金属电镀;d为内表面保护漆涂层;e为内板嵌件注塑。
66.一种三色外观效果雷达罩车标的制作工艺,包括如下步骤:
67.s1:利用三色注塑机将透明材料、高亮黑材料和彩色材料按照顺序注塑成型三色外板,注塑完成后由机械手取出;
68.s2:对注塑完成的三色外板外侧进行喷涂硬质涂层6,喷涂时采用机械手臂喷涂,完成后将产品取出;
69.s3:将产品转移至注塑机的模腔内,利用注塑机将内板嵌件材料注塑成型于三色外板的内侧,完成制作。
70.如图8所示,其具有可转动的圆盘7和注塑装置,注塑装置包括煮熟透明pc材料一次注塑装置81、注塑黑色pc材料的二次注塑装置82和注塑宝蓝色pc材料的三次注塑装置
83,圆盘7上具有一次注塑腔71、二次注塑腔72和三次注塑腔73,一二三注塑腔分别位于圆盘7的120
°
、240
°
、360
°
位置,具体动作方式为,一状态:一次注塑腔71对准一次注塑装置81、二次注塑腔72对准二次注塑装置82、三次注塑腔73对准三次注塑装置83;二状态:一次注塑腔71对准二次注塑装置82、二次注塑腔72对准三次注塑装置83、三次注塑腔73对准一次注塑装置81;三状态:一次注塑腔71对准三次注塑装置83、二次注塑腔72对准一次注塑装置81、三次注塑腔73对准二次注塑装置82,此时一次注塑腔71处产品已经三色成型完成,顶出并取件,模具采用倒装结构,生产时圆盘7转动而注塑装置不动。模具采用热流道系统,并且均使用顺序阀来控制,需要用阀针调节各个点位的注塑开始及结束时间,而且前端不允许有料柄,顶出系统只在第三色(蓝色pc)位置启用,并且使用机械手取件。
71.在步骤s1之前,首先需要将透明pc材料、高亮黑pc材料、宝石蓝pc材料粒子在100-120℃下,分别干燥4-8h,随后用分别吸入一次注塑装置81、二次注塑装置82、三次注塑装置83。料筒温度设为290-310℃。三色pc层成型环节,需要重点管控注塑速度、注塑压力、保压压力、保压时间、模具温度、冷却时间等参数,由于各个产品大小、重量各不相同,因此上述管控参数需要进行具体调试,待所制产品的外观、尺寸稳定后,记录各工艺参数备用。本发明对应的零件性能,对厚度特别敏感,因此需要严格管控半成品的厚度,可以进行首末件检测、及抽检,而半成品的厚度公差需要按照
±
0.05mm来进行过程管控。本案所重点提出的三色环节尤为重要,其原塑料粒子必须配色均匀,并且其在产品上布置的区域尺寸中,最小宽度不能够小于0.8mm。
72.在步骤s3前,将内板嵌件的材料离子在80-90℃干燥3-4h,在步骤s3中,料筒温度为200-230℃,注塑时采用采用40mpa以上的注塑压力,注塑速度20mm/s以上,保压压力5mpa以上,保压时间1s以上,模温70℃以上,进行内板嵌件注塑,从而将背部卡接安装结构和外罩做成了一体,自此整套制作工艺完成,之后机械手取件上线,送至检验区。
73.本实施例中成品全数需要接受厚度检测和毫米波透波性能检测。厚度控制在
±
0.1mm的公差范围内,评价的区域是以车标正面的弧面正中位置为中心的一个方形或椭圆形范围,具体根据相关雷达的照射范围而定,其透波性能的检查项目分为衰减量、反射量和角度误差。其中衰减量不允许超过单向1.5db或双向3.0db,同时需要满足反射值小于-15db,并且这个过程所造成的角度误差不允许超过
±
0.3
°
。
74.关于透波区域,需要确保车标完全覆盖雷达的照射区域,而且照射区域范围内的壁厚必须均一,所有卡爪、螺丝柱、刻字信息、以及相应的环境件(格栅)上的结构,都必须设置在雷达照射范围外,包含雷达和车标的装配误差范围之后,严格禁止内部结构与雷达照射范围干涉,并且在雷达照射范围内,不允许因热变形或者外部冲击所造成的破损或脱离。
75.在制作上述实施例四时,采用如下工艺:
76.s1:利用三色注塑机将透明材料、高亮黑材料和彩色材料按照顺序注塑成型三色外板,注塑完成后由机械手取出;
77.s11:按照产品实际形状定制专用遮蔽治具,对无需进行pvd的部分进行遮蔽,之后将装载遮蔽治具的产品利用机械手挂入pvd炉中,镀前及镀后,严禁接触或擦拭镀膜区域,以免异物污染内层。
78.上挂完毕之后,关炉后抽真空后开始pvd作业,直至pvd镀层工艺完成,利用机械手取件下挂;再将pvd作业完成的产品进行保护涂膜,采用热固化保护涂膜;
79.具体的使用热固化保护涂膜,对pvd镀层进行保护。所使用的保护层涂料,需要在温度20-30℃,湿度60
±
15%的阴凉处保存,其密度为0.6-0.7g/cm3,不易挥发。并直接在线上70-80℃的温度下固化,固化时长40分钟,固化后膜厚15-20μm。随后立刻上线并送往嵌件注塑工位。
80.s2:对注塑完成的三色外板外侧进行喷涂硬质涂层6,喷涂时采用机械手臂喷涂,完成后将产品取出;
81.s3:将产品转移至注塑机的模腔内,利用注塑机将内板嵌件材料注塑成型于三色外板的内侧,完成制作。
82.其余技术特征与制作实施例一-三的工艺相同。
83.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1