一种耦合缩-胀-撕变形模式的吸能装置
1.本发明提供一种耦合缩-胀-撕变形模式的吸能装置,属于吸能技术领域。
背景技术:
2.随着现代交通运输的不断发展,汽车与火车已经成为大众出行的重要交通工具。与此同时,汽车与火车的安全问题也备受关注。一旦车辆的碰撞事故发生,必定产生直接的经济损失和众多的人员伤亡情况。因此,为了保证乘车人员的生命安全,减小车辆碰撞造成的巨大财产损失,十分有必要开展车辆被动安全防护研究。
3.在车辆碰撞过程中,由于安全防护的需要,碰撞动能要完全被吸收或耗散,因此需要采用专门的元件作为能量吸收结构,以满足车辆结构的耐撞性要求。为得到良好的耐撞性结构或装置,在其中布置吸能元件成为主要解决方法。
技术实现要素:
4.针对上述技术问题,本发明提供一种耦合缩-胀-撕变形模式的吸能装置,包括变形管、缩径模具、支架、膨胀-撕裂模具、底板、定位块;
5.所述的底板上设有螺栓通孔、底板连接孔、底板螺孔、底板销孔、减重孔和底板定位槽;
6.所述的支架包括两个半支架,两个半支架为独立对称的结构,支架上设有支架连接孔,支架连接孔通过螺栓与螺栓通孔连接,将支架安装在底板上,支架底部设有支架定位槽;支架的两侧分别设置了拉手槽,方便安装人员在操作过程中移动支架。支架的内壁与底板的端部之间形成能容纳变形管受冲击后移动发生耦合缩径、膨胀和撕裂变形的容腔。支架顶面中间设置凹槽与支架通孔,凹槽中设有支架螺孔;
7.所述的定位块下半段安装于底板的底板定位槽内,定位块上的定位孔与底板的底板螺孔通过螺栓连接,定位块上半段安装在支架底部的支架定位槽内;
8.所述的膨胀-撕裂模具外轮廓包括锥面和弧面让变形管在轴向下压的过程中发生先膨胀后撕裂的组合变形模式;膨胀-撕裂模具并位于支架内,并位于支架的支架通孔下方;膨胀-撕裂模具设有模具螺孔与模具销孔,模具螺孔通过螺栓与底板的底板连接孔连接,将膨胀-撕裂模具安装在底板上,模具销孔与底板的底板销孔通过圆柱销连接;
9.所述的将缩径模具为环形结构,分为两个对称的半环;缩径模具的外壁面为圆柱面,内壁面依次包括缩径通孔和斜壁孔,缩径模具上设为有缩径模具连接孔;圆柱面安装在支架的凹槽内,缩径模具的缩径模具连接孔通过螺栓与支架的支架螺孔连接,防止缩径模具滑动。另外,缩径模具与支架的对称线呈现垂直关系,增加装置的稳定性。
10.所述的变形管的前端配合于缩径模具的斜壁孔处。变形管为薄壁金属管,其强度远小于缩径模具和膨胀-撕裂模具的强度,变形管的前端管口开设有多条用于诱导变形的小槽。
11.在发生碰撞时,金属薄壁结构可以通过自身的变形比如压缩、塑性屈曲、断裂、摩
擦等多种方式耗散能量,而且其破坏形式较为稳定。
12.该装置主要依靠薄壁管塑性变形、撕裂和摩擦的三重效果来吸收车辆碰撞时产生的冲击动能。充分利用了车辆底架结构上的安装空间,将纵向冲击转化为薄壁吸能材料的变形作用。在发生碰撞事故时,产生有序可控的大变形来吸收冲击载荷;在正常运行条件下,该装置中的支撑结构和固定底板也具有一定的承载能力。总体结构具有作用力平稳,便于拆装和重复利用的优点。
13.本发明提供的一种耦合缩-胀-撕变形模式的吸能装置具有以下技术效果:
14.1、耦合缩-胀-撕变形模式的吸能装置使用后只需更换新的变吸能管即可重复使用,其他构件无需更换,节省材料。
15.2、该装置的装拆过程方便,缩径模具与支架分别设计为对称的两个结构,以便完成组合吸能后变形管1能顺利从装置中取出,大大节省时间。
16.3、该装置在整个吸能过程中,具有三重吸能作用:变形管产生缩径或膨胀的塑性变形吸能,变形管撕裂产生的撕裂能,变形管与结构之间的摩擦吸能。与传统同类装置相比,吸能量大大提升,且不会出现冲击力强峰值,能使乘员和货物得到更好的保护。
附图说明
17.图1是本发明的立体结构图;
18.图2是本发明的另一视角立体结构图;
19.图3是本发明的立体结构分解图;
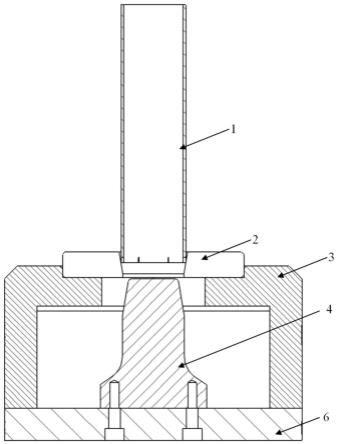
20.图4是本发明的主剖视结构图;
21.图5是本发明的变形管剖视结构图;
22.图6是本发明的缩径模具立体结构图;
23.图7是本发明的另一视角缩径模具立体结构图;
24.图8是本发明的支架立体结构图;
25.图9是本发明的另一视角支架立体结构图;
26.图10是本发明的膨胀-撕裂模具立体结构图;
27.图11是本发明的膨胀-撕裂模具剖视结构图;
28.图12是本发明的定位块立体结构图;
29.图13是本发明的底板立体结构图;
30.图14是本发明的载荷加载示意图;
31.图15是本发明的变形过程图;
32.图16是本发明的力-位移图。
具体实施方式
33.结合附图说明本发明的具体技术方案。
34.本发明提供的耦合缩-胀-撕变形模式的吸能装置,主要包括变形管1、缩径模具2、支架3、膨胀-撕裂模具4、底板6、定位块5;立体结构图如图1所示,另一视角立体结构图如图2所示、立体结构分解图如图3所示和主剖视结构图如图4所示。
35.以下介绍将按照装置的安装顺序介绍:首先,将膨胀-撕裂模具4和定位块5安装固
定在底板6上。然后,将支架3通过与定位块5配合安装于底板6上。随后,在支架3上安装缩径模具2。最后,将变形管1配合套设于缩径模具2中,完成结构的安装。
36.具体的结构为:
37.1、支撑结构安装定位部分
38.底板6上设有螺栓通孔61、底板连接孔62、底板螺孔63、底板销孔64、减重孔65和底板定位槽66,如图13所示,如图12所示的定位块5安装于底板6的底板定位槽66内,定位块5上的定位孔51与底板6的底板螺孔63通过螺栓连接,能防止支架3发生左右晃动和偏转。膨胀-撕裂模具4能让变形管1在轴向下压的过程中发生先膨胀后撕裂的组合变形模式,既能实现在较大范围内的力变化调控,也能提高装置的吸能行程效率。
39.如图10所示的膨胀-撕裂模具4,设有模具螺孔41与模具销孔42,模具螺孔41通过螺栓将膨胀-撕裂模具4安装与底板6的中部底板连接孔62内,模具销孔42与底板6的底板销孔64通过圆柱销连接,销连接用作装配定位。
40.为方便装置拆装,支架3设计为两个独立对称的结构,一半的支架3的立体图如图8所示。支架3设有支架连接孔31,支架连接孔31通过螺栓与螺栓通孔61连接,将支架3装设于底板6上,支架3底部设有支架定位槽32与定位块5配合连接。另外,支架3的两侧分别设置了拉手槽33,方便安装人员在操作过程中移动支架3。支架3的内壁37与底板6的端部之间形成能容纳变形管1受冲击后移动发生耦合缩径、膨胀和撕裂变形的容腔。支架3中间设置凹槽34与支架通孔35,凹槽34中设有支架螺孔36,缩径模具2的缩径模具连接孔22内通过螺栓将缩径模具2装设于凹槽34内。缩径模具2的圆柱面21与支架3的凹槽34配合安装。
41.2、变形管安装定位部分
42.为方便变形管1完成变形后的残余材料从装置中顺利取出,将缩径模具2设计为对称的模具,一半的缩径模具2如图6所示。缩径模具2包括圆柱面21、缩径模具连接孔22、缩径通孔23和斜壁孔24。圆柱面21套设于支架3的凹槽34内,缩径模具2的缩径模具连接孔22通过螺栓与支架3的支架螺孔36连接,防止缩径模具2滑动。另外,缩径模具2与支架3的安装对称线呈现垂直关系,增加装置的稳定性。变形管1的前端配合于缩径模具2的斜壁孔24处。
43.变形管1为薄壁金属管,其强度远小于缩径模具2和膨胀-撕裂模具4的强度,变形管1的管口开设有多条用于诱导变形的小槽12,如图5所示。
44.本发明提供的一种耦合缩-胀-撕变形模式的吸能装置的工作原理为:
45.碰撞发生时,装置受到轴向冲击时,载荷加载示意图如图14所示。变形过程如图15所示,变形管的变形过程分为两个主要的阶段,具体如下:
46.第一阶段:从变形管1与缩径模具2接触开始至变形管1前端与膨胀-撕裂模具4的锥面43接触时结束。随着变形管1继续轴向运动,由于受到缩径模具2的斜壁孔24约束,变形管1不断挤压发生递进缩径塑性变形,同时变形管的外侧11与缩径模具2的内壁发生摩擦。当变形管1移动到斜壁孔24与缩径通孔23交界处后,内径保持不变继续向轴向移动。在缩径变形过程中,缩径模具2的斜壁孔24和缩径通孔23引导变形管1产生稳定有序的变形。
47.第二阶段:变形管1与膨胀-撕裂模具4接触至整个加载过程结束。通过合理设计缩径模具2与膨胀-撕裂模具4的直径参数,即膨胀-撕裂模具4最小外径小于缩径模具2的缩径通孔23内径,引导变形管1在缩径变形阶段结束后平稳过渡到膨胀变形过程。随着变形管1的轴向移动,管壁前端与膨胀-撕裂模具4的锥面43接触,管壁顶端发生膨胀变形,变形管1
产生扩径膨胀塑性变形,同时变形管1的内侧与膨胀-撕裂模具2的外侧发生摩擦,在膨胀变形过程中,变形管1的载荷力平稳,变形稳定。随着碰撞过程的进行,变形管1前端与膨胀-撕裂模具4的弧面44接触。当变形管1前端膨胀到一定程度,顶端预制的小槽12发生撕裂变形,并在膨胀-撕裂模具4的约束下发生卷曲变形,完成一次吸能行程。
48.变形管表现出的力变化如图16所示,冲击力平稳,呈现阶梯式平稳上升趋势,与传统同类装置相比,吸能量大大提升,且不会出现冲击力强峰值,能使乘员和货物得到更好的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1