车辆座椅的包括焊接到角撑板的管状框架的座椅靠背组件的制作方法
本公开涉及用于车辆座椅的座椅靠背组件领域,更具体地,涉及用于车辆的第二排座椅(例如机动车辆的后排座椅)的座椅靠背组件。“座椅”是指任何类型的座椅,也就是说,例如单独的座椅,例如第二排中的三个单独的座椅或在第二排的整个宽度上延伸的长座椅,其被配置为容纳三个用户,或1/3-2/3的座椅,即第二排包括单独的座椅和被配置为并排容纳两个用户的双人座椅。
背景技术:
1、机动车辆的第二排座椅通常可以包括一个或多个座椅靠背组件,这样的座椅靠背组件包括管状座椅靠背框架,典型地由曲折/弯曲管形成的管状框架形成。
2、框架的前表面容纳座椅靠背的内饰,其旨在容纳用户的背部,而后表面通常容纳装饰板。对于具有两排座椅的机动车辆,这种装饰板通常形成机动车辆的后备箱的后壁。
3、该座椅靠背框架铰接在固定支撑件上,通常固定在车辆地板上。座椅靠背框架与固定支撑件的这种铰接可允许座椅靠背框架,更一般地,允许座椅靠背,从升高的使用配置(其被配置为支撑坐在座椅底座上的用户的背部)过渡到折叠配置。
4、在升高的配置中,座椅靠背处于容纳一个或多个用户的背部的位置。在折叠配置中,座椅靠背可以在座椅底座上向下折叠,以增加车辆的装载能力。然后,后装饰壁可以形成平坦的装载表面,通常通过形成与行李箱地板平坦的地板。
5、本公开更具体地涉及用于将管状座椅靠背框架铰接到固定支撑件上的装置,该装置一方面包括成形金属板,本领域技术人员通常称为角撑板,该板焊接到框架的管上,以及枢转销,该枢转销将角撑板枢转地连接到固定支撑件。
6、在现有技术的第一状态中,角撑板由简单的金属板冲压技术获得,并通过仅在管的一侧上的连续的焊接线或多条不连续的焊接线焊接到管上,通常仅位于管的前表面上。
7、该制造方法成本低廉,因为它只需要两个冲压工位就可以从平坦的金属板切割和成形角撑板,即:
8、-包括第一冲头/模具对的第一切割冲压工位,提供切割平坦的金属板,以及
9、-包括第二冲头/模具对的第二工位,提供通过冲压切割的金属板的成形。
10、因此,从模切的平坦的金属板成形角撑板只需要一个冲压冲程用于切割,随后是单个冲压冲程用于成型角撑板。
11、根据本发明人的发现,在发生碰撞的情况下,在角撑板和管之间传递的力(位于管的一侧)可能会损坏管,并导致管的皮肤沿着焊缝撕裂。
12、在现有技术的第二种状态中,还已知一种由u形金属板制成的支撑件,如图6所示。在制造过程中,框架的管被插入到u形的两个平行翼之间,翼彼此面对,这允许管通过管两侧的两个焊缝焊接到该支撑件上。
13、根据本发明人的发现,由于在角撑板和管之间传递的力分布在管的两侧,因此这种支撑件在碰撞情况下提供更好的抵抗力。另一方面,将这种具有u形横截面的支撑件成形的过程需要特定的工具来弯曲u形的两个翼,这比获得现有技术的第一状态所需的简单冲压工具更昂贵。文献us8678496 b2或us20150258925a1描述了根据本教导由折叠成u形的金属板制成的这种支撑件,在所述u形的两个翼之间容纳座椅靠背的框架的管。
14、根据所选择的技术,特定设备可以包括冲压模具上的可移动襟翼。同样,根据该现有技术的第二状态,通过冲压该角撑板的切割和成形可能需要至少三个冲压工位,以从平坦的金属板获得该支撑件,首先,第一切割冲压工位包括第一冲头/模具对,其确保将平坦的金属板切割成期望的切割,但也需要至少两个单独的冲压工位,其至少具有第二冲头/模具对和第三冲头/模具对,以在几个步骤中获得u形支撑件的成形(每个工位仅确保支撑件的部分成形)。
15、换言之,在任何情况下,根据该现有技术的第二状态的支撑件的成形需要几个冲压冲程来从模切的金属板(在第一工位上)成形角撑板,以便提供具有u形横截面的支撑件总成形。
技术实现思路
1、本公开改善了该情况。
2、提出了一种用于车辆座椅的座椅靠背组件,其包括管状座椅靠背框架,该管状座椅靠背框架包括管和至少一个固定支撑件,所述座椅靠背框架通过焊接到管的角撑板和枢转销安装成相对于所述至少一个支撑件枢转,该枢转销将所述固定支撑件铰接到角撑板。
3、根据本公开,角撑板是金属板,其包括:
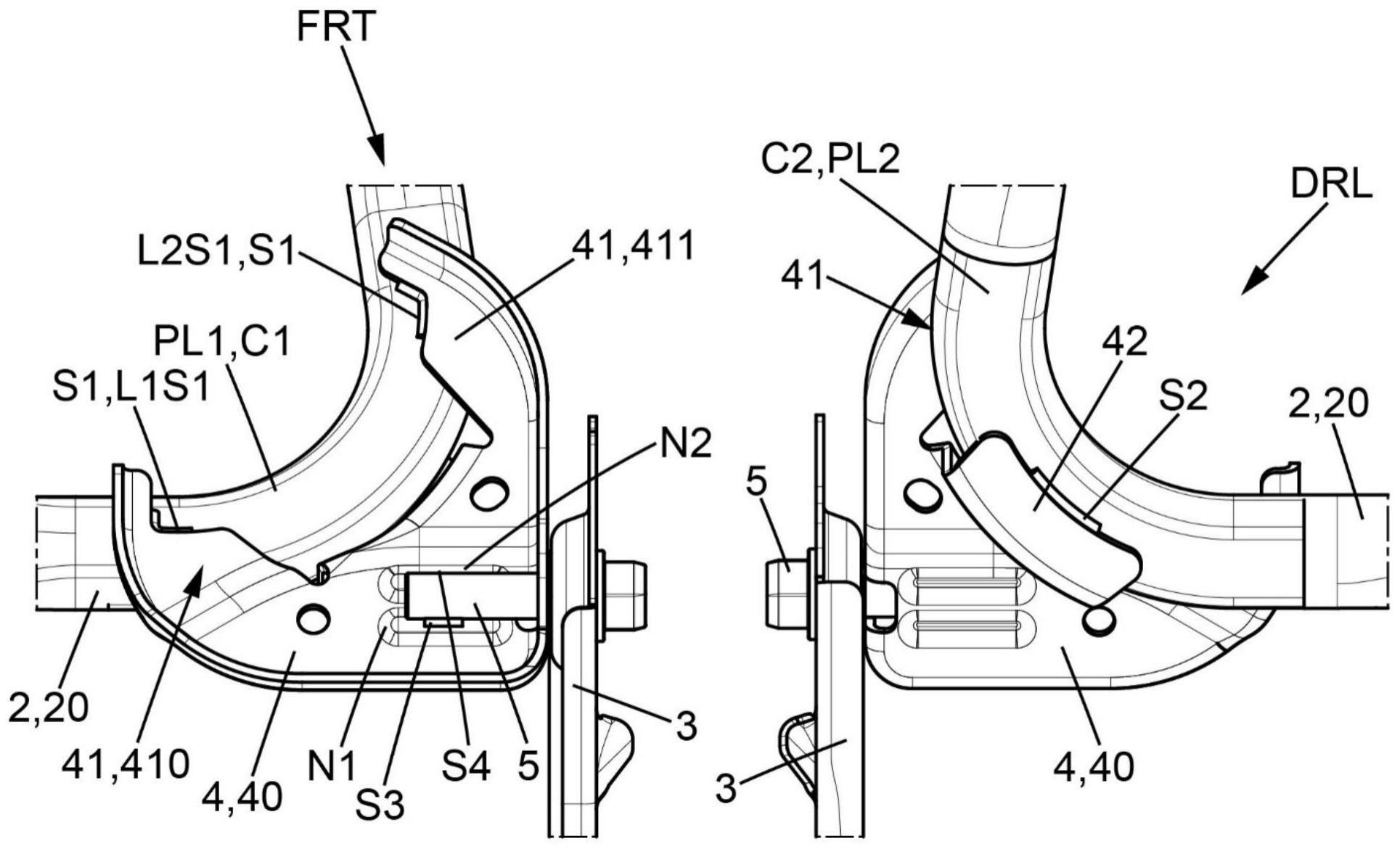
4、-第一部分,其与管接触,在管的第一侧上通过第一焊缝固定到管,
5、-第二部分,其与管接触,并在管的第二侧上通过第二焊缝固定到管,管被容纳在角撑板的壳体中,该壳体被限定在第一部分和第二部分之间,第一部分与第二部分沿着壳体的尺寸d相对于彼此横向于管偏移。
6、同样值得注意的是,第一部分和第二部分沿着管的长度相对于彼此偏移。第一部分和第二部分沿着管的长度的这种偏移有利地允许产生形成角撑板的金属板是通过冲压而切割并成形的金属板,使得第一部分和第二部分在金属板的冲压期间通过从平坦的模切的金属板冲压而成形的单个操作而获得,该第一部分和第二部分横向于管彼此偏移。
7、在该冲压期间,通过冲压工具的冲头和模具之间的工作,在第一部分和第二部分之间成形横向偏移。
8、这种制造方法成本低廉,因为它只需要两个冲压工位就可以从平坦的金属板切割和成形角撑板,即:
9、-包括第一冲头/模具对的第一切割冲压工位,提供切割平坦的金属板,以及
10、-包括第二冲头/模具对的第二工位,提供通过冲压切割的金属板的成形。
11、此外,模具未配备复杂的移动襟翼技术。换言之,从在第一切割冲压工位切割的金属板成形角撑板有利地仅需要一个冲压冲程,以通过第二冲头和模具对之间的工作提供角撑板的(总)成形。
12、本公开有利地确保了在发生碰撞的情况下,相对于现有技术的第一状态,角撑板与管之间的焊接连接的增加的电阻,其中角撑板仅焊接在管的一侧,同时相对于现有技术的第二状态,该状态其需要特定的工具,而不限于简单的冲压,允许制造角撑板的更低成本。
13、以下段落中描述的特征可以可选地实现。它们可以彼此独立或彼此结合实施:
14、管状框架可以形成具有前表面和后表面的框架,并且其中,第一焊缝可以在框架的前表面上将管的第一侧与角撑板的第一部分连接,并且第二焊缝可以在框架的后表面上将管的第二侧与角撑板的第二部分连接,或者反之亦然,即,第一焊缝可以将管的第一侧与框架的后表面上的角撑板的第一部分连接,第二焊缝可以将管的第二侧与框架的前表面上的角撑板的第二部分连接。
15、根据一个实施例,角撑板可以焊接在包括第一端和第二端的管的弯管处,以及在第一端和第二端之间的弯管的中间部分处,
16、并且其中,第一部分可以包括:
17、-第一金属板部分,其通过第一焊缝的第一焊接线焊接到弯管的第一端,
18、-第二金属板部分,其通过第一焊缝的第二焊接线焊接到弯管的第二端,
19、第一焊接线和第二焊接线在管的第一侧上沿着弯管的长度不连续。
20、第二部分可以包括第三金属板部分,该第三金属板部分通过第三焊接线焊接到管,该第三焊接线在管的第二侧上连接第二部分和弯管的中间部分。然后,金属板的第一部分、金属板的第三部分和金属板的第二部分优选地沿着弯管的长度一个接一个地在第一侧和第二侧之间交替连续分布。
21、根据一个实施例,第一金属板部分和第二金属板部分是不连续的并且彼此共面,并且其中,形成平坦的第三金属板部分的第二部分平行于第一部分和第二部分的平面,金属板的第三部分相对于第一部分和第二部分的平面在垂直于所述平面的方向上偏移尺寸d。
22、根据一个实施例,平坦的第一金属板部分和平坦的第二金属板部分在管的第一侧上平坦放置在弯管的第一平坦部分上,并且形成第二部分的平坦的第三金属板部分在管的第二侧上平坦放置在弯管的第二平坦部分上。
23、根据一个实施例,形成角撑板的金属板包括用于枢转销的座,该座包括通过冲压角撑板获得的第一肋和与第一肋平行的第二肋,第一肋和第二肋与枢转销的圆柱形部分中的两个母线接触,枢转销通过第三焊缝和第四焊缝焊接到角撑板,第三焊缝将第一肋连接到圆柱形部分,第四焊缝将第二肋连接到圆柱形部分。
24、根据一个实施例,金属板的第一部分可以在金属板的主要部分上制造,而第二部分特别地形成为从主要部分向外延伸的舌状物,所述第二部分小于主要部分的尺寸。可选地,金属板的连接部分将第二部分连接到主要部分,形成弯管的凸形部分抵靠在其上的座,连接部分优选地遵循弯管的轨迹。
25、根据一个实施例,主要部分可以包括在冲压期间获得的,在主要部分的外周上的加强边缘,加强边缘从金属板的主要部分沿着突出方向延伸,突出方向可以与第二部分相对于金属板的主要部分的突出方向相反。
26、根据一个实施例,外围边缘包括开口,枢转销通过该开口焊接到金属板的主要部分。
27、根据一个实施例,所述至少一个支撑件包括分布在座椅靠背框架的两侧上的第一支撑件和第二支撑件,并且其中:
28、-第一角撑板将框架的第一弯管连接到第一支撑件,第一角撑板通过连接管的第一侧和第一角撑板的第一部分的第一焊缝以及通过连接管的第二侧和第一角撑板的第二部分的第二焊缝焊接到第一支撑件,
29、-第二角撑板将框架的第二弯管连接到第二支撑件,第二角撑板通过连接管的第一侧和第二角撑板的第一部分的第一焊缝以及通过连接管的第二侧和第二角撑板的第二部分的第二焊缝焊接到第二支撑件。
30、本公开还涉及一种制造车辆座椅的座椅靠背组件的方法,包括:
31、-/a/通过切割冲压和冲压形成限定在第一部分和第二部分之间的壳体的金属板来获得角撑板,第一部分与第二部分沿着壳体的宽度尺寸d相对于彼此偏移,第一部分和第二部分沿着壳体的长度彼此偏移,
32、-/b/通过将管状框架的弯管插入角撑板的壳体中组装包括管的管状座椅靠背框架,第一部分与管的第一侧接触,第二部分在沿着管的长度偏移的位置处与管的第二侧接触,
33、-/c/通过第一部分和管的第一侧之间的第一焊缝以及第二部分和管的第二侧之间的第二焊缝,将角撑板焊接到座椅靠背框架上,第一焊缝和第二焊缝沿着管的长度偏移。
34、在/a/处获得角撑板可以只需要两个冲压工位,就可以从平坦的金属板切割和成形角撑板,即:
35、-包括第一冲头/模具对的第一冲压切割工位,提供对平坦的金属板的切割,以及
36、-包括第二冲头/模具对的第二工位,提供通过冲压切割的金属板的成形。
37、第一部分和第二部分的成形,一方面横向于管,另一方面纵向于管彼此偏移,并且更一般地,角撑板的成形,可以在单个冲压操作中,即在第二工位的单个冲压冲程中,在金属板的冲压过期间实现。
38、因此,根据该方法的一个有利实施例,在/a/中,通过冲压切割的单个操作,然后通过冲压成形的单个操作从平坦的金属板切割和成形角撑板。
- 还没有人留言评论。精彩留言会获得点赞!