车辆的车顶结构的制作方法
1.本发明涉及一种车辆的车顶(roof)结构。
背景技术:
2.作为车辆的车顶结构,已知有下述结构:在使车顶板(roof panel)左右的侧边朝下方且车宽方向内侧弯折的倾斜面对接至侧板(side panel)(以下称作车顶侧外板(roof side outer panel))的同样的倾斜面的状态下,从车身外侧照射激光,使母材熔融而连续接合。而且,车顶板的前边、后边也形成朝下方弯折的结合面。
3.此处,车顶板例如是将形成前边的结合面的前缘凸缘与所述倾斜面一体地冲压成形。为了将所述朝下方且车宽方向内侧弯折的倾斜面与例如前缘凸缘一同进行冲压成形,在前缘凸缘的车宽方向的端部侧需要切口(以下称作凹部)。所述凹部配置在前缘凸缘与具有所述倾斜面的侧缘凸缘之间。
4.因此,会在前缘凸缘和侧缘凸缘之间的凹部与开口框面板之间形成间隙。所述间隙是利用发泡材等来填塞。为了减少发泡材等的填充量,在开口框面板侧,形成有朝前缘凸缘侧隆起的隆起部(例如参照专利文献1)。
5.[现有技术文献]
[0006]
[专利文献]
[0007]
[专利文献1]日本专利第6393304号公报
技术实现要素:
[0008]
[发明所要解决的问题]
[0009]
但是,专利文献1的车辆的车顶结构中,在开口框面板侧形成朝前缘凸缘侧隆起的隆起部的模具结构变得复杂,并且设计自由度减少。
[0010]
本发明的目的在于提供一种车辆的车顶结构,能够简化冲压成形模具,并且设计自由度高,能够充分缩小在车顶板与车顶侧外板之间形成的间隙。
[0011]
[解决问题的技术手段]
[0012]
为了解决所述问题,本发明提出了以下的方案。
[0013]
(1)本发明的车辆的车顶结构是由车顶侧外板(例如,实施方式的左右侧的车顶侧外板16、18)、设在所述车顶侧外板的车宽方向内侧的车顶板(例如,实施方式的车顶板15)、以及设在所述车顶板及所述车顶侧外板的车身前后方向的端部的开口框面板(例如,在车顶侧外板的车身前后方向的后端部的情况下,开口框面板为实施方式的左右侧的后卡紧板17、19)结合而成的车辆的车顶结构(例如,实施方式的车顶结构10),其中,所述车顶侧外板连续形成:车顶结合面部(例如,实施方式的车顶结合面部22),使所述车顶板在对接的状态下沿车身前后方向结合;上下方向结合面部(例如,实施方式的上下方向结合面部23),形成在所述车顶结合面部的下端(例如,实施方式的车顶结合面部的下边22a),使所述开口框面板沿上下方向结合;以及前后方向结合面部(例如,实施方式的前后方向结合面部24),在所
述上下方向结合面部以及所述车顶结合面部形成在车身前后方向的端部,相对于所述开口框面板而沿车身前后方向结合。
[0014]
根据此结构,在车顶侧外板一体连续地形成车顶结合面部、上下方向结合面部以及前后方向结合面部。在车顶结合面部,使车顶板在对接的状态下沿车身前后方向结合。在所述车顶结合面部的下端形成有上下方向结合面部。在上下方向结合面部,使开口框面板沿上下方向结合。
[0015]
进而,在上下方向结合面部以及车顶结合面部,在车身前后方向的端部形成有前后方向结合面部。在前后方向结合面部,使开口框面板沿车身前后方向结合。
[0016]
即,能够在车顶侧外板一体连续地形成车顶结合面部、上下方向结合面部以及前后方向结合面部这三面拼接部而将车顶板、开口框面板予以结合。
[0017]
这样,在车顶侧外板,车顶结合面部、上下方向结合面部以及前后方向结合面部这三面拼接部的强度刚性提高,因此,能够将从与车顶结合面部对接的车顶板直至上下方向结合面部为止的上下方向的距离抑制为小。即,通过上下方向结合面部朝上方移动,从而能够充分缩小形成在开口框面板、车顶板与车顶侧外板之间的间隙。
[0018]
进而,根据所述车顶结构,在车顶侧外板,能够将车顶结合面部、上下方向结合面部以及前后方向结合面部设定得小,因此能够容易地冲压成形。
[0019]
除此以外,能够简化冲压成形模具,并且能够提高设计自由度。
[0020]
(2)所述车顶侧外板也可具有交叉端角部(例如,实施方式的后端角部25),所述交叉端角部是通过所述车顶结合面部、所述上下方向结合面部以及所述前后方向结合面部彼此交叉而形成。
[0021]
根据此结构,通过使车顶结合面部、上下方向结合面部以及前后方向结合面部彼此交叉而形成交叉端角部。交叉端角部通过三个结合面部的交叉而刚性形成得高。因而,能够通过交叉端角部来提高车顶侧外板的刚性。由此,例如,能够利用交叉端角部来支撑从开口框面板传递的上下振动造成的载荷,进而能够从交叉端角部分散至车顶侧外板的整个区域。所述三面拼接部也起到同样的作用效果。
[0022]
(3)所述上下方向结合面部也可具有结合尖部(例如,实施方式的结合尖部27),所述结合尖部是以从所述车顶结合面部直至外周缘(例如,实施方式的倾斜缘27c)为止的距离(例如,实施方式的尖部距离w1)朝向所述交叉端角部逐渐变小的方式而形成。
[0023]
此处,交叉端角部是使车顶结合面部、上下方向结合面部以及前后方向结合面部连续地彼此交叉的部位,是难以进行冲压成形的部位。
[0024]
因此,在上下方向结合面部中,以使从车顶结合面直至外周缘为止的距离朝向交叉端角部逐渐变小的方式而形成结合尖部。由此,能够通过冲压成形而容易地形成交叉端角部(即,车顶结合面、上下方向结合面部以及前后方向结合面部)。
[0025]
(4)所述前后方向结合面部也可具有:突出凸缘(例如,实施方式的突出凸缘31),从所述车顶侧外板中的车身前后方向的端部,以沿着所述开口框面板接触的方式而突出;以及结合支承部(例如,实施方式的结合支承部32),从所述突出凸缘朝所述车顶侧外板的端部的相反侧突出,且结合于所述开口框面板,所述突出凸缘在能够使所述车顶侧外板的所述车顶结合面部、所述上下方向结合面部以及所述前后方向结合面部冲压成形的范围内形成为最小宽度(例如,实施方式的最小宽度w2)。
[0026]
根据此结构,在能够使车顶结合面部、上下方向结合面部以及前后方向结合面部冲压成形的范围内,将前后方向结合面部的突出凸缘形成为最小宽度。由此,能够实现车顶结合面部、上下方向结合面部以及前后方向结合面部的冲压成形的提高。除此以外,通过将突出凸缘形成为最小宽度,从而能够实现轻量化。
[0027]
(5)所述开口框面板也可具有:纵壁(例如,实施方式的纵壁52),供所述前后方向结合面部结合;以及水平壁(例如,实施方式的水平壁53),从所述纵壁沿着所述上下方向结合面部延伸,且结合于所述上下方向结合面部。
[0028]
根据此结构,将开口框面板的纵壁结合于前后方向结合面部,将水平壁结合于上下方向结合面部。此处,纵壁朝向上下方向而配置,水平壁是水平地配置。因而,纵壁以及水平壁以彼此交叉的方式而配置。由此,能够提高开口框面板与车顶侧外板的结合强度。
[0029]
(6)所述开口框面板也可具有:沿着所述车顶侧外板的外周缘(例如,实施方式的外周缘31a、倾斜缘27c)而形成为阶差形状的阶差部(例如,实施方式的第一阶差部54、第二阶差部55)。
[0030]
根据此结构,使开口框面板的阶差部(卷边(bead)等)沿着车顶侧外板的外周缘而形成(赋形)为阶差形状。由此,能够沿着阶差形状的阶差部来组装开口框面板以及车顶侧外板,从而能够使开口框面板以及车顶侧外板的组装作业变得容易。
[0031]
(7)所述开口框面板也可具有支承面部(例如,实施方式的支承面部56),所述支承面部是从所述上下方向结合面部隔开而配置,且相对于所述车顶侧外板而定位。
[0032]
根据此结构,在开口框面板形成相对于车顶侧外板而定位的支承面部,且使支承面部从上下方向结合面部隔开而配置。由此,通过利用支承面部,从而能够准确地定位至开口框面板与上下方向结合面部的结合位置。
[0033]
(8)所述车顶板也可具有:对接结合部(例如,实施方式的对接结合部37),在与所述车顶结合面部对接的状态下沿车身前后方向结合;以及卡紧结合面部(例如,实施方式的卡紧结合面部38),相对于所述开口框面板而沿车身前后方向结合。
[0034]
根据此结构,使车顶板的对接结合部在与车顶侧外板的车顶结合面部对接的状态下沿车身前后方向结合。进而,使车顶板的卡紧结合面部相对于开口框面板而沿车身前后方向结合。
[0035]
由此,能够提高包含车顶侧外板、车顶板以及开口框面板等的车辆的车顶结构的强度、刚性。
[0036]
[发明的效果]
[0037]
根据本发明,能够简化冲压成形模具,并且设计自由度高,能够充分缩小形成在车顶板与车顶侧外板之间的间隙。
附图说明
[0038]
图1是包括本发明的一实施方式的车辆的车顶结构的车辆的平面图。
[0039]
图2是从车身后的斜上方观察一实施方式的车顶结构的立体图。
[0040]
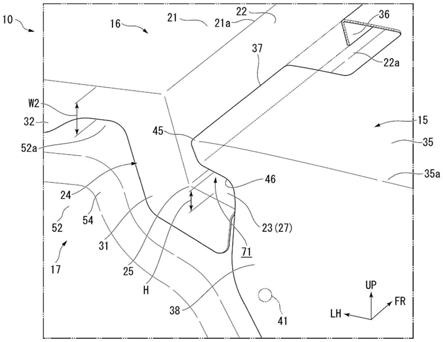
图3是将图2的iii部放大的立体图。
[0041]
图4是对一实施方式的车顶结构进行分解的立体图。
[0042]
图5是将图4的v部放大的立体图。
[0043]
图6是沿着图2的vi-vi线而剖断的剖面图。
[0044]
图7是沿着图2的vii-vii线而剖断的立体图。
[0045]
图8是表示从一实施方式的车顶结构拆除了车顶板的状态的立体图。
[0046]
图9是将图4的后卡紧板放大的立体图。
[0047]
[符号的说明]
[0048]
ve:车辆
[0049]
10:车顶结构(车辆的车顶结构)
[0050]
11:车身
[0051]
15:车顶板
[0052]
16、18:左右侧的车顶侧外板(车顶侧外板)
[0053]
17、19:左右侧的后卡紧板(开口框面板)
[0054]
22:车顶结合面部
[0055]
22a:车顶结合面部的下边(车顶结合面部的下端)
[0056]
23:上下方向结合面部
[0057]
24:前后方向结合面部
[0058]
25:后端角部(交叉端角部)
[0059]
27:结合尖部
[0060]
27c:倾斜缘(外周缘)
[0061]
31:突出凸缘
[0062]
31a:外周缘
[0063]
32:结合支承部
[0064]
37:对接结合部
[0065]
38:卡紧结合面部
[0066]
52:纵壁
[0067]
53:水平壁
[0068]
54、55:第一、第二阶差部(阶差部)
[0069]
56:支承面部
[0070]
w1:尖部距离(从车顶结合面部直至外周缘为止的距离)
[0071]
w2:最小宽度
具体实施方式
[0072]
以下,参照附图来说明本发明的一实施方式的车辆的车顶结构。附图中,箭头fr表示车辆的前方,箭头up表示车辆的上方,箭头lh表示车辆的左侧方。另外,车辆的用途或种类等并无特别限定,但作为一实施方式,以汽车为例来进行说明。而且,实施方式中,将车辆的车顶结构10简称作“车顶结构10”来进行说明。
[0073]
<车辆>
[0074]
如图1、图2所示,车辆ve例如包括车顶结构10,所述车顶结构10构成车辆的车顶以及车顶的周围。由车顶结构10的车身后部,例如在车身11的后部,构成尾门(tailgate)开口部12的上部。
[0075]
在尾门开口部12的上端部12a,例如尾门(未图示)的上端部经由铰链而开闭自如地支撑。尾门开口部12以铰链为轴而使尾门朝上下方向移动,由此来进行开闭。
[0076]
<车顶结构>
[0077]
车顶结构10例如包括:车顶板15、左侧的车顶侧外板(车顶侧外板)16、左侧的后卡紧板(开口框面板)17、右侧的车顶侧外板(车顶侧外板)18以及右侧的后卡紧板(开口框面板)19。
[0078]
车顶结构10是大致左右对称地构成。因而,将左侧的车顶侧外板16简称作“车顶侧外板16”,将左侧的后卡紧板17简称作“后卡紧板17”来进行说明。而且,省略右侧的车顶侧外板18、右侧的后卡紧板19的详细说明。
[0079]
(车顶侧外板)
[0080]
如图3、图4所示,车顶侧外板16具有:侧外板本体21、车顶结合面部22、上下方向结合面部23、前后方向结合面部24以及后端角部(交叉端角部)25。车顶侧外板16例如是通过对钢板进行冲压成形,而一体地弯曲形成车顶结合面部22、上下方向结合面部23、前后方向结合面部24以及后端角部25。
[0081]
侧外板本体21例如是形成车身11的左侧部的表面的外装用的面板。与侧外板本体21的上缘21a连续地形成有车顶结合面部22。车顶结合面部22沿着侧外板本体21的上缘21a而沿车身前后方向延伸。车顶结合面部22随着从侧外板本体21的上缘21a朝向车宽方向内侧而朝下方形成为下降坡度。
[0082]
在车顶结合面部22,车顶板15的对接结合部37(后述)在对接的状态下,通过例如钎焊而朝向车身前后方向连续地结合。
[0083]
与车顶结合面部22的下边(下端)22a连续地形成有上下方向结合面部23。
[0084]
上下方向结合面部23沿着车顶结合面部22的下边22a而沿车身前后方向延伸。上下方向结合面部23形成为,从车顶结合面部22的下边22a朝向车宽方向内侧而大致水平地突出。上下方向结合面部23在车身后端部具有结合尖部27。
[0085]
如图5、图6所示,结合尖部27是以尖部距离w1从底端部27a朝向后端角部25(即,前后方向结合面部24)逐渐变小的方式而形成。尖部距离w1是从车顶结合面部22的下边22a直至倾斜缘27c为止的距离(例如车宽方向的宽度)。
[0086]
关于使结合尖部27的尖部距离w1以朝向后端角部25逐渐变小的方式而形成的理由,将在后文详细说明。
[0087]
在结合尖部27的下表面27b,后卡紧板17的水平壁53(后述)例如通过点焊而沿上下方向结合。
[0088]
如图3、图4所示,在侧外板本体21、上下方向结合面部23以及车顶结合面部22,与车身前后方向的后端(端部)连续地形成有前后方向结合面部24。
[0089]
前后方向结合面部24相对于后卡紧板17中的纵壁52的上端部52a(后述),例如通过点焊而沿车身前后方向结合。前后方向结合面部24具有:突出凸缘31以及结合支承部(结合支承面)32。
[0090]
突出凸缘31是从车顶侧外板16中的车身前后方向的后端(端部),以沿着后卡紧板17中的纵壁52的上端部52a接触的方式而朝向下方突出。突出凸缘31是在车顶侧外板16中,在能够使车顶结合面部22、上下方向结合面部23以及前后方向结合面部24冲压成形的范围
内,形成为最小宽度(最短宽度)w2。
[0091]
即,例如从钢板的延展性的观点考虑,在车顶侧外板16中使车顶结合面部22、上下方向结合面部23以及前后方向结合面部24一体地冲压成形相对较困难。因此,在能够使车顶侧外板16的车顶结合面部22、上下方向结合面部23以及前后方向结合面部24冲压成形的范围内,使突出凸缘31形成为最小宽度w2。
[0092]
由此,能够在车顶侧外板16中实现车顶结合面部22、上下方向结合面部23以及前后方向结合面部24的冲压成形的提高。除此以外,通过将突出凸缘31形成为最小宽度w2,从而能够实现车顶侧外板16的轻量化。
[0093]
如图2所示,从突出凸缘31朝车顶侧外板16后端的相反侧突出有结合支承部32。结合支承部32例如通过点焊而结合于后卡紧板17中的纵壁52的上端部52a(后述)。
[0094]
如图5所示,使车顶结合面部22、上下方向结合面部23(具体而言为结合尖部27)以及前后方向结合面部24(具体而言为突出凸缘31)这三面拼接部一体连续地形成。三个结合面部22、23、24连续地形成且彼此交叉,由此,后端角部25例如形成为三角状的角部。
[0095]
后端角部25通过三个结合面部22、23、24的交叉而形成三角状的角部,由此来确保刚性高。因而,通过后端角部25来提高车顶侧外板16的刚性。
[0096]
此处,后端角部25是使车顶结合面部22、上下方向结合面部23以及前后方向结合面部24连续地彼此交叉的部位,例如从钢板的延展性的观点考虑,是冲压成形困难的部位。
[0097]
因此,使上下方向结合面部23的结合尖部27邻接于后端角部25。结合尖部27以从车顶结合面部22的下边22a直至倾斜缘27c为止的尖部距离w1朝向后端角部25逐渐变小的方式而形成。因而,能够在对车顶侧外板16进行冲压成形时确保钢板的延展性。由此,能够通过冲压成形来容易地形成后端角部25(即,车顶结合面部22、上下方向结合面部23以及前后方向结合面部24)。
[0098]
(车顶板)
[0099]
如图3、图4所示,在车顶侧外板16的车宽方向内侧设有车顶板15。
[0100]
车顶板15具有:车顶板本体35、车顶板凸缘36、对接结合部37以及卡紧结合面部38。车顶板15例如通过对钢板进行冲压成形,而一体地弯曲形成有车顶板凸缘36、对接结合部37以及卡紧结合面部38。
[0101]
车顶板本体35例如是形成车身11的车顶表面的外装用的面板。在车顶板本体35中,与车宽方向的左侧边连续地形成有车顶板凸缘36。
[0102]
车顶板凸缘36是随着从车顶板本体35的左侧边朝向车宽方向内侧而朝下方呈下降坡度地沿着车顶结合面部22而形成。即,车顶板凸缘36沿着车顶板本体35的左侧边而沿车身前后方向延伸。
[0103]
在车顶板本体35与车顶板凸缘36的交叉部(即,车顶板本体35的左侧边),形成有对接结合部37。对接结合部37在从车宽方向内侧对接至车顶结合面部22的状态下,沿着车顶结合面部22而沿车身前后方向连续地延伸。对接结合部37例如通过铜合金的钎焊而沿车身前后方向连续地结合于车顶结合面部22。
[0104]
而且,在车顶板本体35中,与车身前后方向的后端35a连续地形成有卡紧结合面部38。
[0105]
卡紧结合面部38是从车顶板本体35的后端35a,沿着后卡紧板17的纵壁52(后述)
而朝向下方形成。卡紧结合面部38相对于后卡紧板17的纵壁52而从车身后方侧重叠。卡紧结合面部38相对于后卡紧板17的纵壁52,在车身前后方向上例如通过点焊等而结合(点结合)有结合部41。
[0106]
进而,卡紧结合面部38在后卡紧板17的卡紧板本体51,例如通过点焊等而结合(点结合)有结合部42。
[0107]
这样,车顶板15的对接结合部37在与车顶侧外板16的车顶结合面部22对接的状态下,沿车身前后方向连续地结合。进而,车顶板15的卡紧结合面部38相对于后卡紧板17的纵壁52而沿车身前后方向结合。
[0108]
由此,能够提高包含车顶侧外板16、车顶板15以及后卡紧板17等的车顶结构10的强度、刚性。
[0109]
此处,车顶板15例如通过冲压成形而弯曲形成有车顶板凸缘36、对接结合部37以及卡紧结合面部38。
[0110]
因此,通过车顶板凸缘36、对接结合部37以及卡紧结合面部38连续地彼此交叉,例如在车顶板15的左侧后端形成有车顶板角部45。
[0111]
此处,在对车顶板角部45进行冲压成形时,考虑到进行冲压成形的钢板的延展性,在卡紧结合面部38形成有凹部46。关于凹部46,将在后文进行详细说明。
[0112]
(后卡紧板)
[0113]
如图2、图7所示,在车顶侧外板16以及车顶板15的车身前后方向的后端(端部)结合有后卡紧板17。
[0114]
即,后卡紧板17例如结合于车顶侧外板16的前后方向结合面部24(具体而言为突出凸缘31、结合支承部32)。而且,后卡紧板17例如结合于车顶侧外板16的结合尖部27。
[0115]
进而,后卡紧板17例如结合于车顶板15的卡紧结合面部38。
[0116]
如图8、图9所示,后卡紧板17具有:卡紧板本体51、纵壁52、水平壁53、第一阶差部(阶差部)54、第二阶差部(阶差部)55以及支承面部56。后卡紧板17例如通过对钢板进行冲压成形,从而一体地弯曲形成有纵壁52、水平壁53、第一阶差部54、第二阶差部55以及支承面部56。
[0117]
卡紧板本体51例如是构成尾门开口部12的左上部的一部分的面板(也参照图1)。在卡紧板本体51的车身前方侧的前边51a形成有纵壁52。
[0118]
纵壁52从卡紧板本体51的前边51a竖立,由此,朝向上下方向配置。在纵壁52的上端部52a,前后方向结合面部24的突出凸缘31以及结合支承部32从车身后方重合。在纵壁52的上端部52a,结合支承部32例如通过点焊而在结合部61处沿车身前后方向结合(点结合)。
[0119]
而且,在纵壁52中的车宽方向内侧的内端,形成有水平壁53。
[0120]
水平壁53是从纵壁52中的车宽方向内侧的内端,沿着上下方向结合面部23的结合尖部27而朝向车身前方大致水平地延伸。水平壁53以与结合尖部27的下表面27b(参照图6)接触的状态而水平地配置,例如从下方通过点焊而在结合部62处沿上下方向结合(点结合)于结合尖部27。
[0121]
此处,纵壁52是朝向上下方向配置,水平壁53是水平地配置。因而,纵壁52以及水平壁53是以彼此交叉的方式而配置。由此,通过结合支承部32结合于纵壁52的上端部52a,结合尖部27结合于水平壁53,从而能够提高后卡紧板17与车顶侧外板16的结合强度。
[0122]
在纵壁52中的上端部52a的下方附近,形成有第一阶差部54。
[0123]
第一阶差部54沿着前后方向结合面部24的突出凸缘31的外周缘31a以及结合支承部32的外周缘32a而形成(赋形)为阶差形状。具体而言,第一阶差部54例如是在纵壁52中的上端部52a的下方附近,由朝向车身后方隆起的卷边等而形成。第一阶差部54是以与突出凸缘31的外周缘31a以及结合支承部32的外周缘32a相向的方式而形成。
[0124]
由此,例如能够容易地对突出凸缘31的外周缘31a及结合支承部32的外周缘32a与第一阶差部54进行定位。
[0125]
而且,在水平壁53,形成有第二阶差部55。
[0126]
第二阶差部55是在结合尖部27的倾斜缘(车顶侧外板的外周缘)27c的车宽方向内侧,沿着结合尖部27的倾斜缘27c而形成(赋形)为阶差形状。具体而言,第二阶差部55例如是由从水平壁53中的倾斜缘27c的车宽方向内侧的倾斜边53a朝向上方竖立的卷边等而形成。第二阶差部55是以与结合尖部27的倾斜缘27c相向的方式而形成。
[0127]
由此,例如能够容易地对结合尖部27的倾斜缘27c与第二阶差部55进行定位。
[0128]
另外,实施方式中,作为第一阶差部54以及第二阶差部55,以卷边为例进行了说明,但第一阶差部54以及第二阶差部55并不限于卷边。
[0129]
这样,能够对突出凸缘31的外周缘31a及结合支承部32的外周缘32a与第一阶差部54进行定位,并对结合尖部27的倾斜缘27c与第二阶差部55进行定位。
[0130]
因而,能够以第一阶差部54以及第二阶差部55为目标(基准)来组装后卡紧板17以及车顶侧外板16。由此,能够使后卡紧板17以及车顶侧外板16的组装作业变得容易。
[0131]
在第二阶差部55,形成有支承面部56。
[0132]
支承面部56例如从第二阶差部55朝向车宽方向内侧而大致水平地突出。因而,支承面部56以从结合尖部27的倾斜缘27c朝车宽方向内侧离开的方式而配置,位于倾斜缘27c的外侧。进而,支承面部56相对于车顶板本体35而在下方隔开间隔地配置(参照图7)。
[0133]
支承面部56具有沿上下方向贯穿的定位孔65。
[0134]
定位孔65例如是为了相对于车顶侧外板16来定位后卡紧板17而利用的孔。
[0135]
由此,通过利用支承面部56的定位孔65,例如能够准确地定位至结合尖部27与水平壁53的结合位置。
[0136]
如以上所说明的那样,根据实施方式的车顶结构10,如图3、图4所示,在车顶侧外板16一体地形成有车顶结合面部22、上下方向结合面部23以及前后方向结合面部24。
[0137]
在车顶结合面部22,车顶板15的对接结合部37在对接的状态下沿车身前后方向结合。与所述车顶结合面部22的下边22a连续地形成有上下方向结合面部23。在上下方向结合面部23的结合尖部27,后卡紧板17的水平壁53沿上下方向结合。
[0138]
进而,在侧外板本体21、车顶结合面部22以及上下方向结合面部23(结合尖部27),与车身前后方向的后端连续地形成有前后方向结合面部24。在前后方向结合面部24,后卡紧板17中的纵壁52的上端部52a沿车身前后方向结合。
[0139]
除此以外,在后卡紧板17的纵壁52,结合有车顶板15的卡紧结合面部38。
[0140]
即,在车顶侧外板16一体地形成车顶结合面部22、上下方向结合面部23以及前后方向结合面部24,由此,能够使车顶板15、后卡紧板17对准各个结合面部22、23、24而结合。
[0141]
此处,在车顶板15,通过车顶板凸缘36、对接结合部37以及卡紧结合面部38连续地
彼此交叉而冲压成形有车顶板角部45。考虑到所述车顶板角部45的冲压成形的钢板的延展性,在卡紧结合面部38形成有凹部46。
[0142]
因此,在使车顶板15、车顶侧外板16以及后卡紧板17这三个零件(面板)15、16、17对准而结合的状态下,由凹部46形成间隙71。若所述间隙71大,则难以通过间隙71来止水,作为止水对策,考虑使用其他构件的托架(bracket)。
[0143]
因此,与车顶结合面部22的下边22a连续地一体形成上下方向结合面部23,与上下方向结合面部23连续地一体形成前后方向结合面部24。因而,三个结合面部22、23、24这三面拼接部的强度刚性提高,因此,能够使上下方向结合面部23(即,结合尖部27)朝上方移动而接近车顶板15侧。
[0144]
由此,在使车顶板15、车顶侧外板16以及后卡紧板17这三个零件(面板)15、16、17对准而结合的状态下,能够将间隙71的上下方向的距离h(也参照图6)抑制为小。间隙71的上下方向的距离h是从车顶板15直至结合尖部27为止的上下方向的距离。
[0145]
通过像这样将间隙71的上下方向的距离h抑制为小,从而能够充分缩小形成在车顶板15与结合尖部27之间的间隙71,能够通过间隙71来确保止水。
[0146]
进而,根据车顶结构10,在车顶侧外板16能够将车顶结合面部22、上下方向结合面部23以及前后方向结合面部24设定为小,因此能够容易地进行冲压成形。
[0147]
除此以外,能够简化冲压成形模具,并且能够提高设计自由度。
[0148]
进而,如图2、图7所示,通过车顶结合面部22、上下方向结合面部23(具体而言为结合尖部27)以及前后方向结合面部24连续地彼此交叉,从而形成刚性高的后端角部25。因而,通过后端角部25提高了车顶侧外板16的刚性。
[0149]
由此,例如,能够利用后端角部25来支撑从后卡紧板17传递的上下振动造成的载荷f,进而能够从后端角部25分散至车顶侧外板16的整个区域。而且,三个结合面部22、23、24这三面拼接部也起到同样的作用效果。
[0150]
另外,本发明的技术范围并不限定于所述实施方式,可在不脱离本发明的主旨的范围内实施各种变更。
[0151]
例如,所述实施方式中,对在作为车身前后方向的端部的后端构成车顶结构10的示例进行了说明,但并不限于此。作为其他示例,例如也可在车身前后方向的前端等构成车顶结构。
[0152]
除此以外,在不脱离本发明的主旨的范围内,可适当将所述实施方式中的构成元件替换为周知的构成元件,而且,也可将所述的变形例适当组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1