车辆门环和车辆的制作方法
本技术涉及车辆,具体提供一种车辆门环和车辆。
背景技术:
1、车辆的车身具有与车门配合的门框结构,门框包括内板、加强板和侧围外板,内板为设置在车身框架上的板体,内板外侧设置有加强板,加强板外侧设置有侧围外板,侧围外板为车身外观可见的钣金件。与车辆前门配合的门框为前门框,前门框的加强板称为车辆前门环,与车辆后门配合的门框为后门框,后门框的加强板称为车辆后门环。车辆前门环和车辆后门环均属于车辆门环。以车辆前门环为例,前门环通常包括依次相连的a柱下加强板、a柱上加强板、b柱加强板和门槛,然而,该种门环结构刚度有待提升。
2、因此,本领域需要一种新的车辆门环和车辆来解决上述问题。
技术实现思路
1、本实用新型旨在解决上述技术问题,即,解决现有车辆门环刚度有待提升的问题。
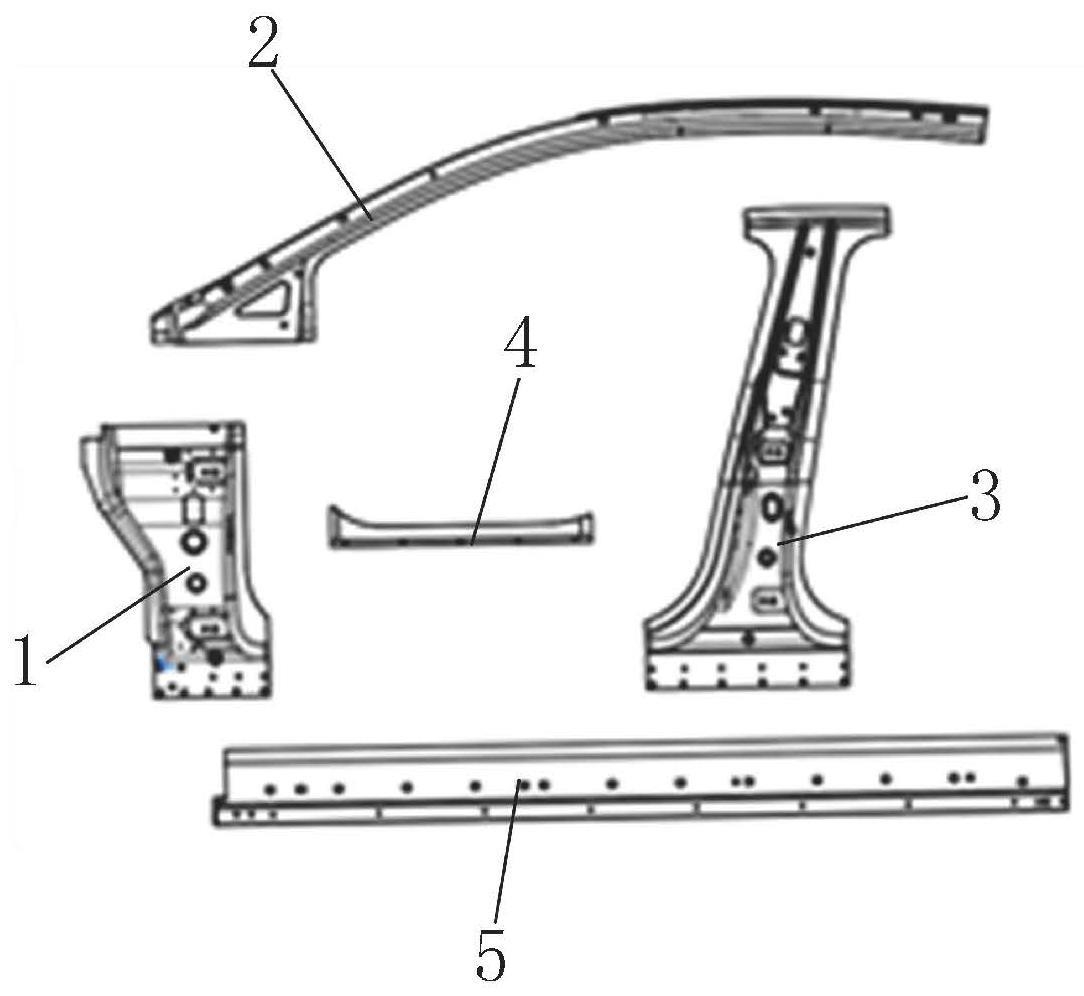
2、在第一方面,本实用新型提供一种车辆门环,所述车辆门环包括第一车身立柱下加强段、第一车身立柱上加强段、第二车身立柱加强段、第一刚度加强段和门槛,所述第一车身立柱下加强段、所述第一车身立柱上加强段、所述第二车身立柱加强段和所述第一刚度加强段依次首尾连接以形成第一封闭结构,所述第一车身立柱下加强段的下端、所述第二车身立柱加强段的下端以及所述第一刚度加强段中的至少一个与所述门槛固定连接。
3、在采用上述技术方案的情况下,第一刚度加强段连接在第一车身立柱下加强段与第二车身立柱加强段之间,从而提高了车辆门环的刚度,这样,一方面,能够使得车辆门环运输过程中更加不易发生变形,另一方面,使得采用该种门环的车辆与其他车辆或物体发生正碰时,由于门环刚度相对较高,因此,车辆的形变程度降低,从而提高了车辆的安全性。
4、在上述车辆门环的优选技术方案中,多个胚料通过焊接相连以形成依次首尾连接的封闭胚料结构,通过对所述封闭胚料结构一体冲压使所述封闭胚料结构形成所述第一车身立柱下加强段、所述第一车身立柱上加强段、所述第二车身立柱加强段和所述第一刚度加强段。
5、在采用上述技术方案的情况下,相比于螺接等连接方式,多个胚料通过焊接方式相连,在后续冲压过程中,不同胚料的连接处更容易适应性地产生形变,相连的胚料不易发生分离,此外,一体冲压仅需要一个冲压模具,无需对第一车身立柱下加强段、第一车身立柱上加强段、第二车身立柱加强段和第一刚度加强段分别配置冲压模具,减少了冲压模具数量,降低成本。
6、在上述车辆门环的优选技术方案中,所述多个胚料具体为n个胚料,其中n-1个胚料先通过激光拼焊连接以得到非封闭胚料结构,剩余的一个胚料两端均再与所述非封闭胚料结构以非激光拼焊的方式连接,以形成所述封闭胚料结构,其中,n≥3,且n为整数。
7、在采用上述技术方案的情况下,剩余的一个胚料不需要通过激光拼焊的方式连接至非封闭胚料结构上,这样,非封闭胚料结构上用于与剩余胚料相连接的两个端部之间的间距就无需确保在极小的误差范围内来保证剩余胚料两端与非封闭胚料结构之间的缝隙大小能够满足激光拼焊的要求,从而降低了对工装的高要求,大大降低工装加工费用,从而大大减少了门环的制造成本。
8、在上述车辆门环的优选技术方案中,所述剩余的一个胚料两端均与所述非封闭胚料结构点焊连接,以形成所述封闭胚料结构。
9、在采用上述技术方案的情况下,剩余的一个胚料采用点焊方式连接至非封闭胚料结构上,使得在非封闭胚料结构上用于与剩余胚料相连接的两个端部之间的间距过大时,能够通过搭接件来使得剩余胚料与非封闭胚料结构连接到一起,不会导致剩余胚料无法连接至非封闭胚料结构上。
10、在上述车辆门环的优选技术方案中,所述多个胚料通过激光拼焊连接以形成所述封闭胚料结构。
11、在采用上述技术方案的情况下,使得多个胚料之间连接较为牢固,进而,该种门环能够使得采用其的车辆在发生正碰时,a柱下加强段、a柱上加强段、b柱加强段和第一刚度加强段更加不易因巨大的撞击力而相互分离,进一步提高了车辆的安全性。
12、在上述车辆门环的优选技术方案中,所述第一封闭结构由n个胚料得到,其中n-1个胚料焊接并冲压得到非封闭的门环部件,剩余的一个胚料冲压后两端均与所述门环部件焊接以形成所述第一封闭结构。
13、在上述车辆门环的优选技术方案中,所述n-1个胚料焊接通过激光拼焊连接到一起。
14、在采用上述技术方案的情况下,剩余的一个胚料在冲压后不需要通过激光拼焊的方式连接至非封闭的门环部件,这样,门环部件上用于与该冲压后的胚料相连接的两个端部之间的间距就无需确保在极小的误差范围内来保证该冲压后的胚料两端与门环部件之间的缝隙大小能够满足激光拼焊的要求,从而降低了对工装的高要求,大大降低工装加工费用,从而大大减少了门环的制造成本。
15、在上述车辆门环的优选技术方案中,所述剩余的一个胚料冲压后对应形成第一车身立柱下加强段、第一车身立柱上加强段、第二车身立柱加强段和所述第一刚度加强段中的一个。
16、在上述车辆门环的优选技术方案中,所述第一刚度加强段具有用于安装第一密封件的第一安装部,所述第一密封件用于在车门关闭的状态下密封车门与车身之间的缝隙。
17、在采用上述技术方案的情况下,第一刚度加强段不仅有助于提高门环的刚度,还能够用于安装密封件,无需再单独设置用于安装密封件的部件。
18、在上述车辆门环的优选技术方案中,所述第一刚度加强段通过紧固件固定连接至所述门槛上。
19、在采用上述技术方案的情况下,使第一刚度加强段与门槛的连接较为牢固,从而使得在车辆发生与其他车辆或物体发生正碰时,第一刚度加强段不易与门槛脱离。
20、在上述车辆门环的优选技术方案中,所述第一车身立柱下加强段为a柱下加强段,所述第一车身立柱上加强段为a柱上加强段,所述第二车身立柱加强段为b柱加强段,所述车辆门环还包括b柱上边梁加强段、c柱加强段和第二刚度加强段,所述b柱上边梁加强段前端连接至所述b柱加强段上端,所述c柱加强段上端连接至所述b柱上边梁加强段后端,所述第二刚度加强段前端连接至所述b柱加强段的下端,所述第二刚度加强段后端连接至所述c柱加强段下端,所述c柱加强段下端和/或所述第二刚度加强段与所述门槛固定连接。
21、在采用上述技术方案的情况下,第二刚度加强段连接在c柱加强段与b柱加强段和/或第一刚度加强段之间,从而提高了车辆门环的刚度,这样,一方面,能够进一步使得车辆门环运输过程中更加不易发生变形,另一方面,使得采用该种门环的车辆与其他车辆或物体发生正碰时,由于门环刚度相对较高,因此,车辆的形变程度降低,从而进一步提高了车辆的安全性。
22、在上述车辆门环的优选技术方案中,多个胚料通过焊接相连以形成封闭胚料结构,通过对所述封闭胚料结构一体冲压使所述封闭胚料结构形成所述a柱下加强段、所述a柱上加强段、所述b柱加强段、所述第一刚度加强段、所述b柱上边梁加强段、所述c柱加强段和所述第二刚度加强段。
23、在采用上述技术方案的情况下,相比于螺接等连接方式,多个胚料通过焊接方式相连,在后续冲压过程中,不同胚料的连接处更容易适应性地产生形变,相连的胚料不易发生分离,此外,一体冲压仅需要一个冲压模具,无需对第一车身立柱下加强段、第一车身立柱上加强段、第二车身立柱加强段和第一刚度加强段分别配置冲压模具,减少了冲压模具数量,降低成本。
24、在上述车辆门环的优选技术方案中,所述多个胚料具体为n个胚料,其中n-2个胚料先通过激光拼焊连接以得到非封闭胚料结构,剩余的两个胚料两端均再与所述非封闭胚料结构以非激光拼焊的方式连接,以形成所述封闭胚料结构,所述剩余的两个胚料中的一个用于冲压形成所述a柱下加强段、所述a柱上加强段和所述第一刚度加强段中至少一个的一部分,所述剩余的两个胚料中的另一个用于冲压形成所述b柱上边梁加强段、所述c柱加强段和所述第二刚度加强段中至少一个的一部分。
25、在采用上述技术方案的情况下,剩余的两个胚料不需要通过激光拼焊的方式连接至非封闭胚料结构上,这样,非封闭胚料结构上用于与剩余两个胚料的其中一个相连接的两个端部之间的间距以及非封闭胚料结构上用于与剩余两个胚料中另一个相连接的两个端部之间的间距就无需确保在极小的误差范围内来保证剩余两个胚料两端与非封闭胚料结构之间的缝隙大小能够满足激光拼焊的要求,从而降低了对工装的高要求,大大降低工装加工费用,从而大大减少了门环的制造成本。
26、在上述车辆门环的优选技术方案中,所述剩余的两个胚料两端均与所述非封闭胚料结构点焊连接,以形成所述封闭胚料结构。
27、在采用上述技术方案的情况下,剩余的两个胚料均是采用点焊方式连接至非封闭胚料结构上,使得在非封闭胚料结构上用于与剩余两个胚料的其中一个相连接的两个端部之间的间距或是非封闭胚料结构上用于与剩余两个胚料中另一个相连接的两个端部之间的间距过大时,能够通过搭接件来使得剩余胚料与非封闭胚料结构连接到一起,不会导致剩余胚料无法连接至非封闭胚料结构上。
28、在上述车辆门环的优选技术方案中,所述剩余的两个胚料中的一个用于冲压形成所述第一刚度加强段,且所述剩余的两个胚料中的另一个用于冲压形成所述第二刚度加强段。
29、在上述车辆门环的优选技术方案中,所述多个胚料通过激光拼焊连接以形成所述封闭胚料结构。
30、在采用上述技术方案的情况下,使得多个胚料之间连接较为牢固,进而,该种门环能够使得采用其的车辆在发生正碰时,a柱下加强段、a柱上加强段、b柱加强段和第一刚度加强段更加不易因巨大的撞击力而相互分离,进一步提高了车辆的安全性。
31、在上述车辆门环的优选技术方案中,由所述a柱下加强段、所述a柱上加强段、所述b柱加强段、所述b柱上边梁加强段、所述c柱加强段、所述第一刚度加强段和所述第二刚度加强段共同构成的第二封闭结构由n个胚料得到,其中n-2个胚料焊接并冲压得到非封闭的门环部件,剩余的两个胚料冲压后两端均与所述门环部件焊接以形成所述第二封闭结构,所述剩余的两个胚料中的一个用于冲压形成所述a柱下加强段、所述a柱上加强段、所述第一刚度加强段中至少一个的一部分,所述剩余的两个胚料中的另一个用于冲压形成所述b柱上边梁加强段、所述c柱加强段和所述第二刚度加强段中至少一个的一部分。
32、在上述车辆门环的优选技术方案中,所述n-2个胚料焊接通过激光拼焊连接到一起。
33、在采用上述技术方案的情况下,剩余的两个胚料在冲压后不需要通过激光拼焊的方式连接至非封闭的门环部件上,这样,门环部件上用于与冲压后这两个胚料的其中一个相连接的两个端部之间的间距以及门环部件上用于与冲压后这两个胚料中另一个相连接的两个端部之间的间距就无需确保在极小的误差范围内来保证冲压后的这两个胚料两端与门环部件之间的缝隙大小能够满足激光拼焊的要求,从而降低了对工装的高要求,大大降低工装加工费用,从而大大减少了门环的制造成本。
34、在上述车辆门环的优选技术方案中,所述剩余的两个胚料中的一个用于冲压形成所述第一刚度加强段,且所述剩余的两个胚料中的另一个用于冲压形成所述第二刚度加强段。
35、在上述车辆门环的优选技术方案中,所述第一刚度加强段具有用于安装第一密封件的第一安装部,所述第一密封件用于在前车门关闭的状态下密封前车门与车身之间的缝隙;并且/或者所述第二刚度加强段具有用于安装第二密封件的第二安装部,所述第二密封件用于在后车门关闭的状态下密封后车门与车身之间的缝隙。
36、在采用上述技术方案的情况下,第一刚度加强段、第二刚度加强段不仅有助于提高门环的刚度,还能够用于安装密封件,无需再单独设置用于安装密封件的部件。
37、在上述车辆门环的优选技术方案中,所述第一刚度加强段和/或所述第二刚度加强段通过紧固件固定连接至所述门槛上。
38、在采用上述技术方案的情况下,使第一刚度加强段、第二刚度加强段与门槛的连接较为牢固,从而使得在车辆发生与其他车辆或物体发生正碰时,第一刚度加强段、第二刚度加强段不易与门槛脱离。
39、在第二方面,本实用新型还提供了一种车辆,其特征在于,所述车辆包括如前所述的任一种车辆门环。
40、方案1.一种车辆门环,其特征在于,所述车辆门环包括第一车身立柱下加强段、第一车身立柱上加强段、第二车身立柱加强段、第一刚度加强段和门槛,所述第一车身立柱下加强段、所述第一车身立柱上加强段、所述第二车身立柱加强段和所述第一刚度加强段依次首尾连接以形成第一封闭结构,所述第一车身立柱下加强段的下端、所述第二车身立柱加强段的下端以及所述第一刚度加强段中的至少一个与所述门槛固定连接。
41、方案2.根据方案1所述的车辆门环,其特征在于,多个胚料通过焊接相连以形成依次首尾连接的封闭胚料结构,通过对所述封闭胚料结构一体冲压使所述封闭胚料结构形成所述第一车身立柱下加强段、所述第一车身立柱上加强段、所述第二车身立柱加强段和所述第一刚度加强段。
42、方案3.根据方案2所述的车辆门环,其特征在于,所述多个胚料具体为n个胚料,其中n-1个胚料先通过激光拼焊连接以得到非封闭胚料结构,剩余的一个胚料两端均再与所述非封闭胚料结构以非激光拼焊的方式连接,以形成所述封闭胚料结构,其中,n≥3,且n为整数。
43、方案4.根据方案3所述的车辆门环,其特征在于,所述剩余的一个胚料两端均与所述非封闭胚料结构点焊连接,以形成所述封闭胚料结构。
44、方案5.根据方案2所述的车辆门环,其特征在于,所述多个胚料通过激光拼焊连接以形成所述封闭胚料结构。
45、方案6.根据方案1所述的车辆门环,其特征在于,所述第一封闭结构由n个胚料得到,其中n-1个胚料焊接并冲压得到非封闭的门环部件,剩余的一个胚料冲压后两端均与所述门环部件焊接以形成所述第一封闭结构,其中,n≥3,且n为整数。
46、方案7.根据方案6所述的车辆门环,其特征在于,所述n-1个胚料焊接通过激光拼焊连接到一起。
47、方案8.根据方案3、4、6和7中的任一项所述的车辆门环,其特征在于,所述剩余的一个胚料冲压后对应形成第一车身立柱下加强段、第一车身立柱上加强段、第二车身立柱加强段和所述第一刚度加强段中的一个。
48、方案9.根据方案8所述的车辆门环,其特征在于,所述第一刚度加强段具有用于安装第一密封件的第一安装部,所述第一密封件用于在车门关闭的状态下密封车门与车身之间的缝隙。
49、方案10.根据方案8所述的车辆门环,其特征在于,所述第一刚度加强段通过紧固件固定连接至所述门槛上。
50、方案11.根据方案1所述的车辆门环,其特征在于,所述第一车身立柱下加强段为a柱下加强段,所述第一车身立柱上加强段为a柱上加强段,所述第二车身立柱加强段为b柱加强段,所述车辆门环还包括b柱上边梁加强段、c柱加强段和第二刚度加强段,所述b柱上边梁加强段前端连接至所述b柱加强段上端,所述c柱加强段上端连接至所述b柱上边梁加强段后端,所述第二刚度加强段前端连接至所述b柱加强段的下端,所述第二刚度加强段后端连接至所述c柱加强段下端,所述c柱加强段下端和/或所述第二刚度加强段与所述门槛固定连接。
51、方案12.根据方案11所述的车辆门环,其特征在于,多个胚料通过焊接相连以形成封闭胚料结构,通过对所述封闭胚料结构一体冲压使所述封闭胚料结构形成所述a柱下加强段、所述a柱上加强段、所述b柱加强段、所述第一刚度加强段、所述b柱上边梁加强段、所述c柱加强段和所述第二刚度加强段。
52、方案13.根据方案12所述的车辆门环,其特征在于,所述多个胚料具体为n个胚料,其中n-2个胚料先通过激光拼焊连接以得到非封闭胚料结构,剩余的两个胚料两端均再与所述非封闭胚料结构以非激光拼焊的方式连接,以形成所述封闭胚料结构,所述剩余的两个胚料中的一个用于冲压形成所述a柱下加强段、所述a柱上加强段和所述第一刚度加强段中至少一个的一部分,所述剩余的两个胚料中的另一个用于冲压形成所述b柱上边梁加强段、所述c柱加强段和所述第二刚度加强段中至少一个的一部分,其中,n≥3,且n为整数。
53、方案14.根据方案13所述的车辆门环,其特征在于,所述剩余的两个胚料两端均与所述非封闭胚料结构点焊连接,以形成所述封闭胚料结构。
54、方案15.根据方案14所述的车辆门环,其特征在于,所述剩余的两个胚料中的一个用于冲压形成所述第一刚度加强段,且所述剩余的两个胚料中的另一个用于冲压形成所述第二刚度加强段。
55、方案16.根据方案12所述的车辆门环,其特征在于,所述多个胚料通过激光拼焊连接以形成所述封闭胚料结构。
56、方案17.根据方案11所述的车辆门环,其特征在于,由所述a柱下加强段、所述a柱上加强段、所述b柱加强段、所述b柱上边梁加强段、所述c柱加强段、所述第一刚度加强段和所述第二刚度加强段共同构成的第二封闭结构由n个胚料得到,其中n-2个胚料焊接并冲压得到非封闭的门环部件,剩余的两个胚料冲压后两端均与所述门环部件焊接以形成所述第二封闭结构,所述剩余的两个胚料中的一个用于冲压形成所述a柱下加强段、所述a柱上加强段、所述第一刚度加强段中至少一个的一部分,所述剩余的两个胚料中的另一个用于冲压形成所述b柱上边梁加强段、所述c柱加强段和所述第二刚度加强段中至少一个的一部分,其中,n≥3,且n为整数。
57、方案18.根据方案17所述的车辆门环,其特征在于,所述n-2个胚料焊接通过激光拼焊连接到一起。
58、方案19.根据方案18所述的车辆门环,其特征在于,所述剩余的两个胚料中的一个用于冲压形成所述第一刚度加强段,且所述剩余的两个胚料中的另一个用于冲压形成所述第二刚度加强段。
59、方案20.根据方案11至19中任一项所述的车辆门环,其特征在于,所述第一刚度加强段具有用于安装第一密封件的第一安装部,所述第一密封件用于在前车门关闭的状态下密封前车门与车身之间的缝隙;并且/或者所述第二刚度加强段具有用于安装第二密封件的第二安装部,所述第二密封件用于在后车门关闭的状态下密封后车门与车身之间的缝隙。
60、方案21.根据方案11至19中任一项所述的车辆门环,其特征在于,所述第一刚度加强段和/或所述第二刚度加强段通过紧固件固定连接至所述门槛上。
61、方案22.一种车辆,其特征在于,所述车辆包括方案1至21中任一项所述车辆门环。
- 还没有人留言评论。精彩留言会获得点赞!