船舶的制造方法与流程
1.本发明涉及船舶的制造方法。
2.本申请基于2018年10月10日在日本提出申请的日本特愿2018
‑
192053号而主张优先权,并将其内容援引于此。
背景技术:
3.运输液化天然气(lng:liquefied natural gas)等的船舶具备船体和多个罐。这多个罐沿着船体的船首尾方向排列设置,在各自中收容lng等装载物。
4.这样的船舶使用例如二十年以上之类的长期间。另一方面,上述那样的船舶随着时代而谋求大型化,通过推进发动机的进步而航行时的燃料消耗率改善。因而,旧型的船舶尽管还能使用,却存在作业率变低的趋势。
5.在专利文献1中公开了为了活用老朽油船或闲置油船而将2艘油船改造成连结型运输船兼浮坞的方法。在该方法中,能够将切断并去除了船尾部的一方的油船和切断并去除了船首部的另一方的油船连结。
6.现有技术文献
7.专利文献1:日本特开昭60
‑
18480号公报
技术实现要素:
8.发明所要解决的课题
9.然而,在运输lng等的船舶的情况下,罐由铝合金等不容易腐蚀的材质形成,因此利用价值较高。因此,若船体或推进发动机处于能够利用的状态,则存在想要有效活用船舶这一期望。
10.本发明鉴于上述情况而作出,目的在于提供能够有效利用具备多个罐的现有船舶的船舶的制造方法。
11.用于解决课题的手段
12.本发明为了解决上述课题而采用以下的手段。
13.根据本发明的第一方案,船舶的制造方法包含如下的工序:切除工序,从具有由多个罐沿着船首尾方向排列而成的船体的现有船舶切除中间船体部,上述中间船体部包含上述多个罐中的一部分罐及上述船体中的设置上述一部分罐的船首尾方向上的一部分船体;及接合工序,将配置于比上述中间船体部靠船首侧处的船首侧船体部和配置于比上述中间船体部靠船尾侧处的船尾侧船体部接合。
14.通过这样从现有船舶切除包含一部分罐的中间船体部并将船首侧船体部和船尾侧船体部接合,而能够制造出船首尾方向长度比现有船舶短且罐数比现有船舶少的船舶。在这样的船舶中,收容于罐的装载物的装载量也少,容易拐小弯。因此,即使是在大型的船舶的情况下效率差或者难以航行的港湾或航路,也能够有效利用船舶。另外,由于与现有船舶相比总重量变小,所以用于航行的推进发动机中的燃料消耗率也改善。因此,能够有效利
用具备多个罐的现有船舶。
15.根据本发明的第二方案,也可以设为,在第一方案的接合工序中,在上述船首侧船体部的后端与上述船尾侧船体部的前端之间追加设置连接上述船首侧船体部与上述船尾侧船体部的连接用船体部。
16.通过这样构成,能够将船首侧船体部和船尾侧船体部经由连接用船体部而连接。由此,在船首侧船体部的后端和船尾侧船体部的前端的船体截面形状大幅不同的情况等下,能够利用连接用船体部将船首侧船体部和船尾侧船体部良好地连接。另外,也能够在追加设置的连接用船体部中设置各种设备等。
17.根据本发明的第三方案,也可以设为,第二方案的连接用船体部一体地具有:船首侧连接部,与船首尾方向正交的船体截面形状是与上述船首侧船体部的后端相同的形状;船尾侧连接部,与船首尾方向正交的船体截面形状是与上述船尾侧船体部的前端相同的形状;及中间连接部,将上述船首侧连接部与上述船尾侧连接部连续地连接。
18.通过这样构成,连接用船体部的船首侧连接部能够容易地连接于船首侧船体部的后端。相同地,连接用船体部的船尾侧连接部能够容易地连接于船尾侧船体部的前端。因此,即使船首侧船体部的后端和船尾侧船体部的前端的船体截面形状不同,也能够利用连接用船体部将船首侧船体部和船尾侧船体部容易地连续地连接。
19.根据本发明的第四方案,也可以设为,第二或第三方案的所述连接用船体部具备将设于上述船首侧船体部内的船首侧配管及船首侧配线和设于上述船尾侧船体部内的船尾侧配管及船尾侧配线连接的连接用配管及连接用配线。
20.通过这样构成,能够将设于船首侧船体部内的船首侧配管及船首侧配线和设于船尾侧船体部内的船尾侧配管及船尾侧配线经由连接用配管及连接用配线而连接。
21.根据本发明的第五方案,也可以设为,第一~第四方案中任一方案的上述中间船体部包含沿着船首尾方向排列的多个罐中的配置于船首尾方向上的中间部的上述一部分罐。
22.一般来说,船舶在船首部和船尾部处,船体截面形状在船首尾方向上大幅变化,在船首尾方向中间部处,船体截面形状的变化小。因而,通过切除包含配置于船首尾方向中间部的罐的中间船体部,船首侧船体部的后端和船尾侧船体部的前端的船体截面形状的差异变小。由此,容易接合船首侧船体部和船尾侧船体部。
23.发明效果
24.根据上述船舶的制造方法,能够有效利用具备多个罐的现有船舶。
附图说明
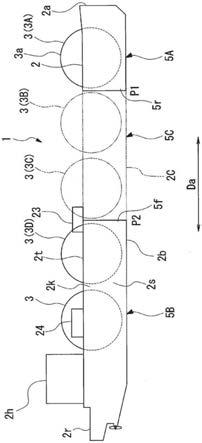
25.图1是示出在本发明的第一实施方式的船舶的制造方法中使用的现有船舶的概略结构的侧视图。
26.图2是上述船舶的制造方法的流程图。
27.图3是示出在上述船舶的制造方法中切除了现有船舶的中间船体部的状态的侧视图。
28.图4是示出在上述船舶的制造方法中接合了现有船舶的船首侧船体部和船尾侧船体部的状态的侧视图。
29.图5是示出在上述船舶的制造方法中接合了现有船舶的船首侧船体部和船尾侧船体部的状态的俯视图。
30.图6是本发明的第二实施方式的船舶的制造方法的流程图。
31.图7是示出通过上述船舶的制造方法制造出的船舶的侧视图。
32.图8是示出通过上述船舶的制造方法制造出的船舶的俯视图。
具体实施方式
33.以下,基于附图来说明本发明的一实施方式中的船舶的制造方法。
34.(第一实施方式)
35.该实施方式的船舶的制造方法利用现有船舶来制造船舶。
36.图1是示出在该实施方式的船舶的制造方法中使用的现有船舶的概略结构的侧视图。
37.如图1所示,现有船舶1具备船体2和多个罐3。具有设于船宽方向两侧的一对舷侧2s和船底2b。船体2具备在船底2b的上方隔开间隔地设置的上甲板2t。船体2在船首尾方向da上的船尾2r侧具有上部构造2h。船体2在比上部构造2h靠船首尾方向da上的船首2a侧处具备货物搭载区段(货舱)2k。
38.上甲板2t是向外部露出的全通暴露甲板,以覆盖货物搭载区段2k的上方的方式设置。
39.多个罐3分别是独立罐,在其内部收容作为装载物的lng等液化气。罐3为了担保低温环境下的韧性和耐腐蚀性而由例如铝合金等形成。罐3在船体2内的货物搭载区段2k沿着船首尾方向da配置有多个。该实施方式中的现有船舶1例示了具备作为球型的独立球形罐的五个罐3的情况。这些罐3的上部3a配置于比上甲板2t靠上方处。
40.图2是上述船舶的制造方法的流程图。图3是示出在上述船舶的制造方法中切除了现有船舶的中间船体部的状态的侧视图。
41.如图2所示,利用了现有船舶1的船舶的制造方法包含切除工序s1和接合工序s2。
42.在切除工序s1中,如图3所示,从现有船舶1切除船首尾方向da上的中间部即中间船体部5c。在此,中间船体部5c是包含多个罐3中的一部分罐3和现有船舶1的船体2中的设置上述一部分罐3的船首尾方向da上的一部分船体2的部分。
43.为了进行上述切除,在从船首2a侧向船首尾方向da为预定尺寸的位置p1和从船尾2r侧向船首尾方向da为预定尺寸的位置p2这些位置处分别切断现有船舶1的船体2。这些位置p1、p2设定于在船首尾方向da上相互相邻的罐3彼此之间。通过这样在位置p1和位置p2处切断船体2,现有船舶1被截断成配置于船首尾方向da上的中间部的中间船体部5c、配置于比中间船体部5c靠船首2a侧处的船首侧船体部5a及配置于比中间船体部5c靠船尾2r侧处的船尾侧船体部5b,所以仅去除中间船体部5c。
44.在该实施方式中,例如,在设定于从船首2a侧起的第一个罐3a与第二个罐3b之间的位置p1和设定于从船首2a侧起的第三个罐3c与第四个罐3d之间的位置p2处分别切断船体2。即,该实施方式中的中间船体部5c包含作为船首尾方向da上的中间部的一部分的位置p1与位置p2之间的船体2c、从船首2a侧起的第二个罐3b及第三个罐3c。这样,中间船体部5c包含多个罐3中的配置于船首尾方向da上的中间部的罐3b、3c。
45.在接合工序s2中,如图4、图5所示,将船首侧船体部5a的后端5r和船尾侧船体部5b的前端5f接合。船首侧船体部5a的后端5r和船尾侧船体部5b的前端5f主要通过焊接而接合。在船首侧船体部5a的后端5r与船尾侧船体部5b的前端5f处船体2的切截面的形状不同的情况下,也可以在船首侧船体部5a的后端5r与船尾侧船体部5b的前端5f之间设置在与船首尾方向da交叉的面方向上延伸的连接板8(参照图5)。
46.例如,在设于现有船舶1的歧管23的一部分或全部配置于中间船体部5c的情况下,歧管23的一部分或全部可以设于船首侧船体部5a。另外,货运泵等货运设备24设于现有船舶1的船尾侧船体部5b,因此设于原来的位置即可。
47.在接合了船首侧船体部5a的后端5r和船尾侧船体部5b的前端5f后,在船首侧船体部5a与船尾侧船体部5b之间连接各种配管、配线类。通过这样,制造出船舶10a。
48.船舶10a具有船首尾方向da的长度比现有船舶1(参照图1)短的船体2x。另外,船舶10a具有比现有船舶1少的数量的罐3。
49.在上述的第一实施方式的船舶10a的制造方法中,将包含两个罐3的中间船体部5c切除,将船首侧船体部5a和船尾侧船体部5b接合。由此,能够制造出具有船首尾方向da上的长度比现有船舶1短的船体2x和比现有船舶1少的数量的罐3的船舶10a。在这样的船舶10a中,收容于罐3的装载物的装载量也少,容易拐小弯。因此,在大型的现有船舶1的情况下效率差或者是难以航行的港湾或航路的情况下有利。另外,船舶10a与现有船舶1相比总重量变小,因此用于航行的推进发动机中的燃料消耗率也改善。这样,能够有效利用具备多个罐3的现有船舶1。
50.(第二实施方式)
51.接着,对本发明的船舶的制造方法第二实施方式进行说明。在以下说明的第二实施方式中,仅连接用船体部20的结构与第一实施方式不同,所以对与第一实施方式相同的部分标注同一附图标记来说明,并且省略重复说明。
52.图6是本发明的第二实施方式的船舶的制造方法的流程图。图7是示出通过上述船舶的制造方法制造出的船舶的侧视图。图8是示出通过上述船舶的制造方法制造出的船舶的俯视图。
53.如图6所示,该第二实施方式的利用了现有船舶1的船舶的制造方法包含切除工序s11、连接用船体插入工序s12及接合工序s13。
54.在切除工序s11中,与上述第一实施方式相同,从现有船舶1切除中间船体部5c(参照图3)。
55.在连接用船体插入工序s12中,如图7、图8所示,在配置于比被切除的中间船体部5c靠船首2a侧处的船首侧船体部5a的后端5r与配置于比中间船体部5c靠船尾2r侧处的船尾侧船体部5b的前端5f之间插入连接用船体部20。
56.连接用船体部20在后述的接合工序s13中与船首侧船体部5a和船尾侧船体部5b分别连接。连接用船体部20一体地具有船首侧连接部20a、船尾侧连接部20r及中间连接部20c。从船首尾方向da观察时的船首侧连接部20a的截面轮廓(换言之,船首侧连接部20a的与船首尾方向da正交的船体截面形状)是与船首侧船体部5a的后端5r的切截面的轮廓相同的形状。相同地,从船首尾方向da观察时的船尾侧连接部20r的截面轮廓(换言之,船尾侧连接部20r的与船首尾方向da正交的船体截面形状)是与船尾侧船体部5b的前端5f的切截面
的轮廓相同的形状。
57.这样,中间连接部20c形成为将船首侧连接部20a和船尾侧连接部20r连续地连接。即,连接用船体部20以在船首侧船体部5a与船尾侧船体部5b之间船体2y的外表面连续的方式设置。
58.连接用船体部20可以使船首尾方向da上的长度l小于一个罐3的船首尾方向da上的长度。通过这样,能够抑制船舶10b的船首尾方向da上的长度变长。
59.连接用船体部20具有设于船宽方向两侧的一对舷侧20s和船底20b。连接用船体部20具备在船底20b的上方隔开间隔地设置的上甲板20t。
60.如图7所示,连接用船体部20在其内部具备连接用配管及连接用配线21。连接用配管及连接用配线21将设于船首侧船体部5a内的船首侧配管及船首侧配线6和设于船尾侧船体部5b内的船尾侧配管及船尾侧配线7连接。
61.在接合工序s13中,将船首侧船体部5a和船尾侧船体部5b经由连接用船体部20而接合。具体而言,将船首侧船体部5a的后端5r和连接用船体部20的船首侧连接部20a通过焊接而接合,将船尾侧船体部5b的前端5f和连接用船体部20的船尾侧连接部20r通过焊接而接合。
62.在接合工序s13中,进一步将连接用船体部20的上甲板20t和船首侧船体部5a及船尾侧船体部5b的上甲板2t通过焊接而接合。
63.在接合工序s13中,进一步在连接用船体部20内对连接用配管及连接用配线21分别连接船首侧配管及船首侧配线6和船尾侧配管及船尾侧配线7。
64.在此,在设于现有船舶1的歧管23的一部分或全部设于中间船体部5c的情况下,可以在连接用船体部20中设置歧管23。
65.船舶10b也可以在连接用船体部20内设置用于改善由切除了中间船体部5c产生影响的船舶10b的平衡的压舱罐25等。
66.此外,在连接用船体部20中也能够设置再气化装置、压舱处理装置(均未图示)等各种设备、物品收容空间等。
67.这样,通过在船首侧船体部5a与船尾侧船体部5b之间追加设置连接用船体部20而制造船舶10b。通过设置连接用船体部20,能够使船舶10b的吃水变浅,能够应对水深较浅的lng基地中的lng输送。
68.在上述的第二实施方式的船舶10b的制造方法中,将包含两个罐3的中间船体部5c切除,在船首侧船体部5a与船尾侧船体部5b之间追加设置连接用船体部20。由此,能够从现有船舶1制造具有船首尾方向da上的长度比现有船舶1短的船体2y和数量比现有船舶1少的罐3的船舶10b。这样,能够有效利用具备多个罐3的现有船舶1。
69.另外,通过连接用船体部20,即使在船首侧船体部5a的后端5r和船尾侧船体部5b的前端5f的船体截面形状大幅不同的情况等下,也能够将船首侧船体部5a和船尾侧船体部5b经由连接用船体部20而良好地连接。另外,也能够在追加设置的连接用船体部20中设置各种设备等。
70.此外,连接用船体部20由于具备船首侧连接部20a和船尾侧连接部20r,所以能够将船首侧船体部5a和船尾侧船体部5b连续地连接。
71.另外,连接用船体部20具备连接用配管及连接用配线21。由此,能够将设于船首侧
船体部5a内的船首侧配管及船首侧配线6和设于船尾侧船体部5b内的船尾侧配管及船尾侧配线7经由连接用配管及连接用配线21而连接。
72.由于船首侧船体部5a和船尾侧船体部5b是同一现有船舶1的一部分,所以船首侧配管及船首侧配线6和船尾侧配管及船尾侧配线7经常在与船首尾方向da正交的截面中配置于同一位置。因而,能够将船首侧配管及船首侧配线6和船尾侧配管及船尾侧配线7经由连接用配管及连接用配线21而特别容易地连接。
73.(其他变形例)
74.本发明不限定于上述实施方式,包含在不脱离本发明的主旨的范围内对上述实施方式施加各种变更而得到的方式。即,在实施方式中举出的具体的形状、结构等只不过是一例,能够适当变更。
75.例如,在上述实施方式中,中间船体部5c包含从船首2a侧起的第二个罐3b和第三个罐3c,但不限于此。中间船体部5c也可以包含多个罐3中的配置于船首尾方向da上的中间部的罐3,还可以包含船首尾方向da的船首侧、船尾侧的罐3。
76.此外,现有船舶1的罐3的数量、从现有船舶1切除的罐3的数量、船10a、10b的罐3的数量、罐3的形状也可以设为任意。
77.除此之外,罐3不限于收容lng,也可以收容例如液化石油气(lpg:liquefied petroleum gas)等其他装载物。
78.产业上的可利用性
79.根据上述船舶的制造方法,能够有效利用具备多个罐的现有船舶。
80.附图标记说明
81.1现有船舶
82.2船体
83.2c船体
84.2x船体
85.2y船体
86.2a船首
87.2b船底
88.2h上部构造
89.2k货物搭载区段
90.2r船尾
91.2s舷侧
92.2t上甲板
93.3、3a、3b、3c、3d罐
94.3a上部
95.5a船首侧船体部
96.5b船尾侧船体部
97.5c中间船体部
98.5f前端
99.5r后端
100.6船首侧配管及船首侧配线
101.7船尾侧配管及船尾侧配线
102.8连接板
103.10a、10b船舶
104.20连接用船体部
105.20a船首侧连接部
106.20r船尾侧连接部
107.20c中间连接部
108.20s舷侧
109.20b船底
110.20t上甲板
111.21连接用配管及连接用配线
112.23歧管
113.24货运设备
114.25压舱罐
115.da船首尾方向
116.s1、s11切除工序
117.s2、s13接合工序
118.s12连接用船体插入工序。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1