一种螺旋桨及成型方法与流程
[0001]
本发明属于螺旋桨技术领域,具体涉及一种螺旋桨及成型方法。
背景技术:
[0002]
螺旋桨是船舶、舰艇等水中航行器推进装置的主要部件,目前主要采用nab合金等金属材料制备,存在耐腐性差、振动大等不足。复合材料螺旋桨可以有效的改善这些缺点,并能提供更好的隐身性能。现有的复合材料螺旋桨主要分为整体桨和组合桨两种类型,整体桨一般采用模压法、rtm成型方式,而组合桨还采用了注塑工艺,将生产后的桨叶与桨毂通过螺栓连接或者耳插螺旋连接等方式组装而成。上述几种制备方式的缺点是:一、复合材料桨叶与金属毂的连接匹配难以操作,导致螺旋桨叶根疲劳破坏;二、组合桨叶与桨毂之间存在间隙,导致连接桨毂部位腐蚀严重。
技术实现要素:
[0003]
为解决现有技术中的不足,本发明的目的在于提供一种螺旋桨及成型方法,桨叶固化在桨毂上,既解决了桨叶与桨毂的装配难题,又解决了组合桨叶与桨毂之间存在间隙,导致连接桨毂部位腐蚀问题。
[0004]
为达到上述目的,本发明所采用的技术方案是:一种螺旋桨,包括金属桨毂和固化在所述金属桨毂上的若干个复合材料桨叶,所述复合材料桨叶包括结构层和包覆在所述结构层外的保护层;若干个所述复合材料桨叶的结构层的一端绕所述金属桨毂的圆周方向均匀布置且朝同一方向交叠缠绕在所述金属桨毂上。
[0005]
进一步地,所述结构层包括碳纤维预浸织物、碳纤维单向预浸带、芳纶纤维织物预浸料、芳纶纤维织物预浸料带、玻璃纤维预浸织物和玻璃纤维单向预浸带中的一种或多种。
[0006]
进一步地,所述结构层采用碳纤维预浸织物和/或玻璃纤维预浸织物,所述碳纤维预浸织物和所述玻璃纤维预浸织物中树脂质量含量为40%-50%。
[0007]
进一步地,所述结构层采用碳纤维单向预浸带和/或玻璃纤维单向预浸带,所述碳纤维单向预浸带和玻璃纤维单向预浸带中树脂质量含量为25%-40%。
[0008]
进一步地,所述结构层采用碳纤维、玻璃纤维和芳纶纤维,其铺层比例范围是碳纤维40~60%、玻璃纤维20~30%、芳纶纤维10~40%,其中,碳纤维指碳纤维预浸织物和/或碳纤维单向预浸带,玻璃纤维指玻璃纤维预浸织物和/或玻璃纤维单向预浸带,芳纶纤维指芳纶纤维织物预浸料和/或芳纶纤维织物预浸料带。
[0009]
进一步地,所述保护层包括聚氨酯和四氟乙烯中的一种或两种。
[0010]
一种螺旋桨成型方法,包括:
[0011]
设计下模块,下模块的型腔边缘向外延伸设定的宽度,用于设置定位销;
[0012]
设计金属桨毂,金属桨毂沿轴向加工键槽,若干个复合材料桨叶的结构层的一端绕金属桨毂的圆周方向均匀布置且朝同一方向交叠缠绕在金属桨毂上,缠绕至设定厚度,将金属桨毂固定在下模块的定位凸缘上,复合材料桨叶的结构层的另一端分别置于下模块
的型腔内;
[0013]
制作桨叶,剪裁多块单向预浸带和预浸布按照设计的铺层顺序逐层铺设到下模块的型腔中;
[0014]
预压,通过定型模具将下模块的型腔中的桨叶预压成设计的形状;
[0015]
铺放辅助材料,铺放脱模布和隔离膜;
[0016]
合模,将半刚性上模和下模块扣合,通过第一抽气孔和第二抽气孔抽取模具内的空气;
[0017]
固化,先加热至设定温度,再施加设定的压力进行固化;
[0018]
脱模,卸掉真空,脱去半刚性上模和下模块,并进行表面修整;
[0019]
喷涂,表面喷涂防护涂层形成保护层,得到复合材料螺旋桨。
[0020]
进一步地,所述下模块的型腔边缘向外延伸10mm~20mm。
[0021]
进一步地,所述设定的压力为0.03mpa-0.06mpa。
[0022]
与现有技术相比,本发明所达到的有益效果:
[0023]
(1)本发明所述螺旋桨及螺旋桨成型方法,通过将复合材料桨叶的结构层缠绕、固化在金属桨毂上,有效改善了金属桨毂和复合材料桨叶之间的连接性能,满足了强度的需求,同时解决了组合桨叶与桨毂之间存在间隙,导致连接桨毂部位腐蚀问题;
[0024]
(2)本发明所述螺旋桨通过采用预浸织物、预浸带等作为原材料制作螺旋桨的桨叶,能稳定螺旋桨的动力性能,提高制品的合格率;
[0025]
(3)本发明所述螺旋桨采用涂层技术,在复合材料螺旋桨的结构层外涂上保护层,有效改善了螺旋桨的表面质量,提高了螺旋桨的抗空泡腐蚀能力;
[0026]
(4)本发明所述螺旋桨成型方法中,使用半刚性上模更容易传递压力,改善了螺旋桨的制造工艺性能,制备的螺旋桨具有更好的表面质量,能有效抵抗空泡腐蚀。
附图说明
[0027]
图1是本发明实施例三提供的一种螺旋桨成型模具的下模块的立体结构示意图;
[0028]
图2是本发明实施例三提供的一种螺旋桨成型模具的半刚性上模的立体结构示意图;
[0029]
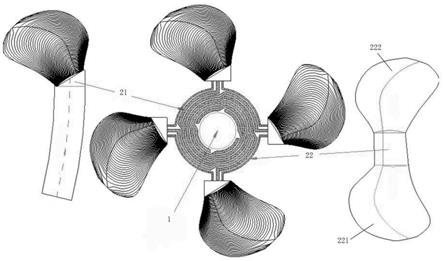
图3是本发明实施例一提供的一种螺旋桨的金属桨毂与复合材料桨叶的层状结构示意图;
[0030]
图4是本发明实施例一提供的一种螺旋桨的金属桨毂的剖面结构示意图。
具体实施方式
[0031]
下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
[0032]
实施例一:
[0033]
如图3、图4所示,一种螺旋桨,包括一个金属桨毂1和固化在金属桨毂1上的4个复合材料桨叶,复合材料桨叶包括结构层21和包覆在结构层外的保护层22;4个复合材料桨叶的结构层21的一端绕金属桨毂1的圆周方向均匀布置且朝同一方向交叠缠绕在金属桨毂1上;结构层21的另一端组成了复合材料桨叶的一部分。金属桨毂1沿轴向加工键槽11,键槽
11用于连接驱动桨叶的传动轴。本实施例中,结构层21可以采用碳纤维预浸织物、碳纤维单向预浸带、芳纶纤维织物预浸料、芳纶纤维织物预浸料带、玻璃纤维预浸织物和玻璃纤维单向预浸带中的一种或多种的组合;通过将复合材料桨叶的结构层21交叠缠绕、固化在金属桨毂1上,桨叶与桨毂成为一体式结构,不存在连接间隙,有效改善了金属桨毂1和复合材料桨叶之间的连接性能,满足了强度的需求,同时解决了组合桨叶与桨毂之间存在间隙,导致连接桨毂部位腐蚀问题。保护层22可以采用聚氨酯和四氟乙烯中的一种或两种的组合,采用涂层技术,在复合材料螺旋桨的结构层21外涂上保护层22形成包裹在桨叶的结构层21外的叶面221和叶背222,有效改善了螺旋桨的表面质量,提高了螺旋桨的抗空泡腐蚀能力。
[0034]
实施例二:
[0035]
本实施例与实施例一的区别在于,本实施例给出了三种具体的能稳定螺旋桨的动力性能,提高制品的合格率的结构层的组成方式。
[0036]
方式一:结构层采用碳纤维预浸织物和/或玻璃纤维预浸织物,碳纤维预浸织物和所述玻璃纤维预浸织物中树脂质量含量为40%~50%。
[0037]
方式二:结构层采用碳纤维单向预浸带和/或玻璃纤维单向预浸带,碳纤维单向预浸带和玻璃纤维单向预浸带中树脂质量含量为25%~40%。
[0038]
方式三:结构层采用碳纤维、玻璃纤维和芳纶纤维,其铺层比例范围是碳纤维40~60%、玻璃纤维20~30%、芳纶纤维10~40%,其中,碳纤维指碳纤维预浸织物和/或碳纤维单向预浸带,玻璃纤维指玻璃纤维预浸织物和/或玻璃纤维单向预浸带,芳纶纤维指芳纶纤维织物预浸料和/或芳纶纤维织物预浸料带。
[0039]
实施例三:
[0040]
如图1、图2所示,一种螺旋桨成型模具,包括:下模块,下模块在分型面处设有第一密封槽31,在下模块的型腔边缘向外(第一密封槽方向)延伸10mm~20mm的宽度,用于安装锥形可转动定位销,同时,增大下模块与半刚性上模之间的接触面积,提高分型面处的密封性,若干个定位销位于下模块的型腔与第一密封槽31之间,在下模块的型腔的中心设有固定桨毂的定位凸缘32;由弹性体材料、玻纤织物和碳纤维经层合制成的半刚性上模,半刚性上模在分型面处设有与定位销相匹配的定位孔、与第一密封槽相匹配的第一密封件,在半刚性上模上设有贯穿半刚性上模的第一抽气孔,第一抽气孔与型腔连通;下模块和半刚性上模自分型面处组装后,围成与待成型螺旋桨的外形相匹配的型腔,通过第一抽气孔将型腔内的空气抽出,半刚性上模和下模块在大气压力的作用下压合在一起。
[0041]
实施例四:
[0042]
本实施例与实施例三的区别在于,在下模块的分型面上,在第一密封槽31的外侧还设有第二密封槽;在半刚性上模上设有与第二密封槽相匹配的第二密封件;在半刚性上模上还设有贯穿半刚性上模的第二抽气孔,第二抽气孔与第一密封件和第二密封件之间的环形区域连通,用于合模后将两道密封件之间的空气抽走;本实施例中,合模后通过第一抽气孔将型腔内的空气抽出,半刚性上模和下模块在大气压力的作用下压合在一起,同时通过第二抽气孔将第一密封件和第二密封件之间的环形区域内的空气抽出,通过真空压力进一步将模具锁合,本实施例使用两道密封,保证了合模后的真空度。
[0043]
实施例五:
[0044]
本实施例与实施例三或实施例四的区别在于,本实施例中给出了半刚性上模的几
种具体组成。
[0045]
组成一:采用硅橡胶(弹性体材料)分别与100g/m
2
玻纤织物、200g/m
2
玻纤织物、240g/m
2
碳纤维层合获得半刚性上模。
[0046]
组成二:采用丁腈橡胶(弹性体材料)分别与100g/m
2
玻纤织物、200g/m
2
玻纤织物、240g/m
2
碳纤维层合获得半刚性上模。
[0047]
组成三:采用氟橡胶(弹性体材料)分别与100g/m
2
玻纤织物、200g/m
2
玻纤织物、240g/m
2
碳纤维层合获得半刚性上模。
[0048]
本实施例中,弹性体材料还可以采用除硅橡胶、丁腈橡胶或氟橡胶之外的其他长期使用温度≥120℃的弹性体材料。
[0049]
实施例六:
[0050]
本实施例与实施例五的区别在于,半刚性上模的型腔表面使用了sio
2
/al
2
o
3
/炭黑增强的橡胶混合料,橡胶混合料中sio
2
/al
2
o
3
/炭黑的含量分别为30g/m
2
~60g/m
2
。本实施例中,橡胶混合料中sio
2
的含量为30g/m
2
,al
2
o
3
的含量为40g/m
2
,炭黑的含量为55g/m
2
,螺旋桨成型模具利用设计的单面半刚性上模制造复合材料螺旋桨,由于在压力状态下,半刚性模更容易传递压力使得大叶面螺旋桨的制造工艺性得到很大的改善;通过在上模表面层使用了sio
2
/al
2
o
3
/炭黑增强的橡胶混合料,提高了表面硬度,使得制备的产品有更好的表面质量。
[0051]
使用本实施例半刚性上模加工的产品与传统模具加工的产品的质量对比如表1所示。
[0052]
表1实施效果对比
[0053]
项目传统刚模硅橡胶丁腈橡胶氟橡胶产品表面平整度优,≤0.1mm≤0.2mm0.2mm~0.3mm≤0.2mm内部质量差优优优操作方便性差优优优
[0054]
由表1可知,采用本实施例的半刚性上模加工的产品内部质量远优于传统刚模,表面平整度较佳。
[0055]
实施例七:
[0056]
一种螺旋桨成型方法,采用前述螺旋桨成型模具制作复合材料螺旋桨包括:
[0057]
1)设计下模块,下模块的型腔边缘向外延伸10mm~20mm的宽度,用于设置锥形可转动定位销;
[0058]
2)设计金属桨毂,金属桨毂沿轴向加工键槽,若干个复合材料桨叶的结构层的一端绕金属桨毂的圆周方向均匀布置且朝同一方向交叠缠绕在金属桨毂上,缠绕厚度5~10mm,本实施例中选择缠绕5mm,将金属桨毂固定在下模块的定位凸缘上,复合材料桨叶的结构层的另一端分别置于下模块的型腔内;本实施例中,结构层采用玻璃纤维预浸料布/碳纤维预浸布;
[0059]
3)制作桨叶,剪裁多块单向预浸带和预浸布按照设计的铺层顺序逐层铺设到下模块的型腔中,这些预浸带和预浸布构成了结构层的一部分,以满足桨叶的形状和强度要求;
[0060]
4)预压,通过定型模具将下模块的型腔中的桨叶预压成设计的形状;
[0061]
5)铺放辅助材料,铺放脱模布和隔离膜,便于后续脱模;
[0062]
6)合模,将半刚性上模和下模块扣合;通过第一抽气孔和/或第二抽气孔抽真空合模;半刚性上模和下模块在大气压的作用下紧密贴合在一起,采用第一密封件和第二密封件双层密封结构,同时通过第二抽气孔抽出两层密封件围成的环形区域内的空气,提高了半刚性上模和下模块的合模效果,保证了型腔内的真空度;
[0063]
7)固化,先加热至135℃,再施加0.03mpa-0.06mpa的压力,本实施例中,选择施加0.043mpa的压力进行固化4小时;
[0064]
8)脱模,冷却并卸掉真空,脱去半刚性上模和下模块,并进行表面修整;
[0065]
9)喷涂,表面喷涂防护涂层形成保护层,提高表面的抗空泡腐蚀能力,得到复合材料螺旋桨。
[0066]
实施例八:
[0067]
本实施例与实施例七的区别在于,通过样板或数模展开图形型将铺层料片进行裁切,按照图3所示的铺层方法进行铺放。将预浸料缠绕在金属毂上放入定位装置上,通过选用激光投影定位或者定位卡板进行铺层位置确定,提高铺层的定位精度。
[0068]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1