一种T型材相交面板双角度过渡操作方法与流程
本发明属于船舶建造,具体涉及到一种t型材相交面板双角度过渡操作方法。
背景技术:
1、船舶分段建造过程中,为保证结构强度,舱壁水平桁和外板水平桁通常连续布置。以上设计存在一个问题:舱壁水平桁的面腹板均为90度安装,而外板水平桁由于需要配合外板线型,面腹板通常存在一定角度,因此在由90度过渡特定角度的过程中,设计部门的放样通常无法做准确,导致此处的面板安装困难甚至无法安装。若进行强硬装配,角度变化过于突兀,美观性和结构强度均无法保证。
技术实现思路
1、本发明的目的在于克服上述现有技术中存在的不足,提供一种t型材相交面板双角度过渡操作方法通过制作圆顶长圆底台进行过渡面板的切割,实现了过渡面板的制作与安装,提高了过渡面板的安装效率以及建造质量。
2、为了实现上述发明目的,本发明专利提供的技术方案如下:
3、一种t型材相交面板双角度过渡操作方法,该方法具体包括如下步骤:
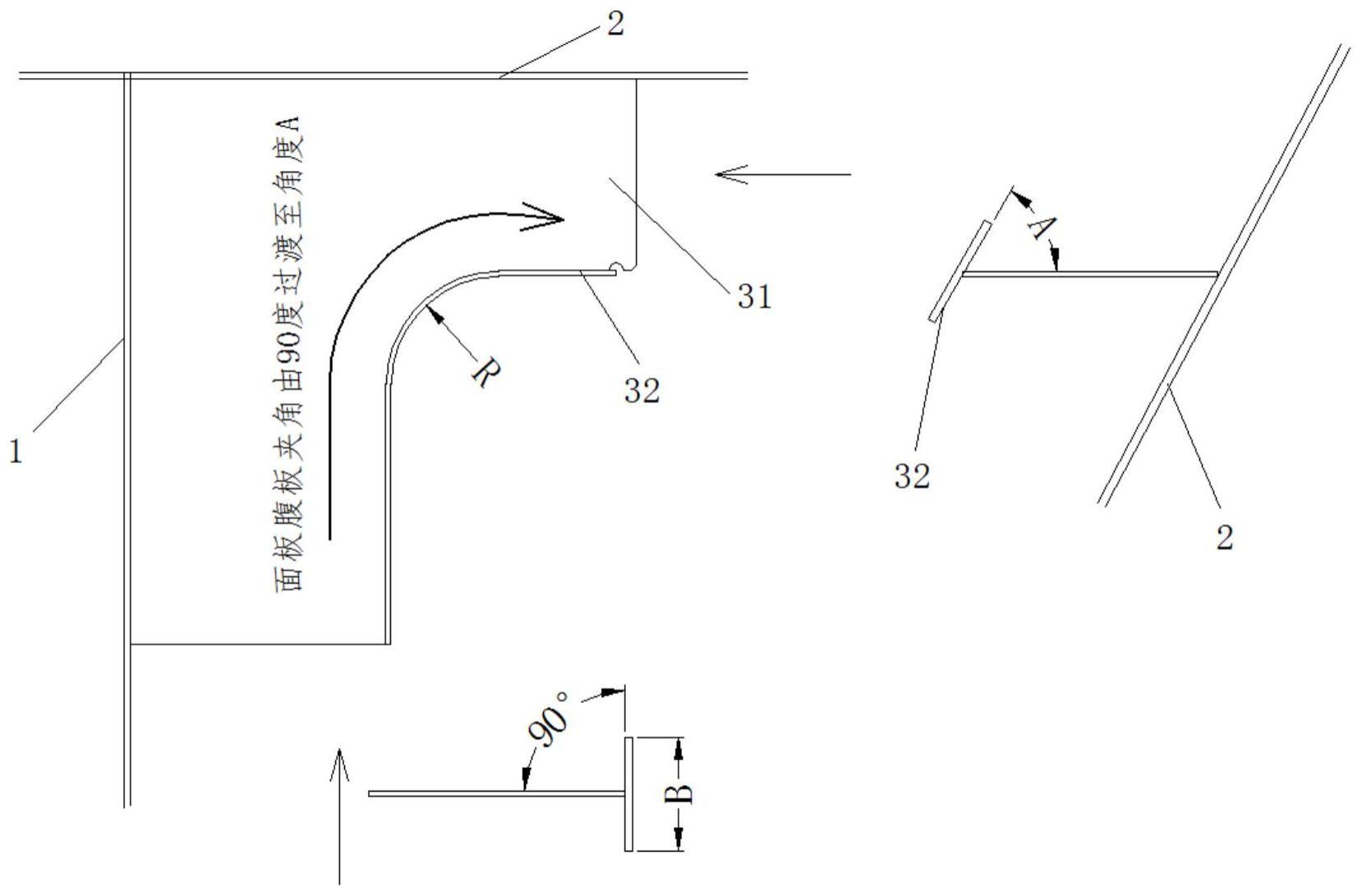
4、s1,将t型材中的腹板分别与舱壁和外板焊接固定,腹板与舱壁垂直连接,舱壁和外板上的腹板连续布置,舱壁和外板上的腹板通过弧形角度过渡连接,并测量弧形角度过渡处的转圆半径r;
5、s2,将舱壁上的t型材的面板安装在舱壁上的腹板上,舱壁上的t型材的面板与腹板垂直连接,测量面板宽度b;
6、s3,将外板上的t型材的面板安装在外板上的腹板上,外板上的面板与外板平行,并测量外板上的面板与腹板的角度a;
7、s4,制作圆顶长圆底台装置,根据转圆半径r切割圆顶长圆底台,获取弧形角度过渡处的过渡面板;并对过渡面板进行半径检测;
8、s5,将过渡面板安装在腹板上,过渡面板分别与舱壁上的面板和外板上的面板连接,过渡面板外侧面与腹板连接;
9、s6,对安装完成的过渡面板进行面板余量切割,完成舱壁和外板过渡面板的安装。
10、进一步地,所述圆顶长圆底台装置整体呈圆台形,所述圆顶长圆底台上端面的圆形半径为r,圆顶长圆底台下端面整体为长条腰圆形,圆顶长圆底台下端面两端的弧形半径为r,圆顶长圆底台上端面与下端面之间的高度为b,圆顶长圆底台上端面两侧与圆顶长圆底台下端面两侧通过半圆弧形板连接。
11、进一步地,所述半圆弧形板与圆顶长圆底台下端面之间的夹角与外板上的面板与腹板的角度a相等。
12、进一步地,所述获取过渡面板的具体步骤为:测量舱壁和外板上的腹板连接处的转圆的圆心角度数,并根据测量的转圆的圆心角度数切割圆顶长圆底台上一侧的半圆弧形板,获取过渡面板,过渡面板的圆心角的角度范围为0-180°。
13、进一步地,所述过渡面板的半径检测通过检测样板进行检测,所述检测样板为半径为r的圆形工件,将检测样板圆弧面与过渡面板内侧弧面连接,检测样板与过渡面板内侧弧面的角度度数为a,测量过渡面板内侧弧面的半径尺寸。
14、进一步地,所述过渡面板进行面板余量切割的具体步骤为:过渡面板安装完成后,沿着过渡面板与腹板连接处所在的直线取多个测量点,以测量点为圆心,以面板宽度b的一半为半径在过渡面板的上端和下端划制多个切割点,沿着切割点形成的弧线切割过渡面板,完成过渡面板的余量切割。
15、基于上述技术方案,本发明专利一种t型材相交面板双角度过渡操作方法经过实践应用取得了如下技术优点:
16、1.本发明一种t型材相交面板双角度过渡操作方法通过制作圆顶长圆底台进行过渡面板的切割,实现了过渡面板的制作与安装,提高了过渡面板的安装效率以及建造质量。
技术特征:
1.一种t型材相交面板双角度过渡操作方法,其特征在于,该方法具体包括如下步骤:
2.根据权利要求1所述的一种t型材相交面板双角度过渡操作方法,其特征在于,所述圆顶长圆底台装置整体呈圆台形,所述圆顶长圆底台上端面的圆形半径为r,圆顶长圆底台下端面整体为长条腰圆形,圆顶长圆底台下端面两端的弧形半径为r,圆顶长圆底台上端面与下端面之间的高度为b,圆顶长圆底台上端面两侧与圆顶长圆底台下端面两侧通过半圆弧形板连接。
3.根据权利要求2所述的一种t型材相交面板双角度过渡操作方法,其特征在于,所述半圆弧形板与圆顶长圆底台下端面之间的夹角与外板上的面板与腹板的角度a相等。
4.根据权利要求1所述的一种t型材相交面板双角度过渡操作方法,其特征在于,所述获取过渡面板的具体步骤为:测量舱壁和外板上的腹板连接处的转圆的圆心角度数,并根据测量的转圆的圆心角度数切割圆顶长圆底台上一侧的半圆弧形板,获取过渡面板,过渡面板的圆心角的角度范围为0-180°。
5.根据权利要求4所述的一种t型材相交面板双角度过渡操作方法,其特征在于,所述过渡面板的半径检测通过检测样板进行检测,所述检测样板为半径为r的圆形工件,将检测样板圆弧面与过渡面板内侧弧面连接,检测样板与过渡面板内侧弧面的角度度数为a,测量过渡面板内侧弧面的半径尺寸。
6.根据权利要求1所述的一种t型材相交面板双角度过渡操作方法,其特征在于,所述过渡面板进行面板余量切割的具体步骤为:过渡面板安装完成后,沿着过渡面板与腹板连接处所在的直线取多个测量点,以测量点为圆心,以面板宽度b的一半为半径在过渡面板的上端和下端划制多个切割点,沿着切割点形成的弧线切割过渡面板,完成过渡面板的余量切割。
技术总结
本发明公开了一种T型材相交面板双角度过渡操作方法,该方法具体包括如下步骤:S1,将T型材中的腹板分别与舱壁和外板焊接固定,测量弧形角度过渡处的转圆半径R;S2,将舱壁上的T型材的面板安装在舱壁上的腹板上,测量面板宽度B;S3,将外板上的T型材的面板安装在外板上的腹板上,并测量外板上的面板与腹板的角度A;S4,制作圆顶长圆底台装置,根据转圆半径R切割圆顶长圆底台,获取弧形角度过渡处的过渡面板;S5,将过渡面板安装在腹板上;S6,对安装完成的过渡面板进行面板余量切割,完成舱壁和外板过渡面板的安装。本发明通过制作圆顶长圆底台进行过渡面板的切割,实现了过渡面板的制作与安装,提高了过渡面板的安装效率以及建造质量。
技术研发人员:黄虎威,周飞,王石磊
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!