枕头包装机的三重中心密封装置的制作方法
1.本发明的实施例涉及枕头包装机的三重中心密封装置,更为详细而言,由于薄膜的中心密封部位以三重(2层
×
3=6层,以下相同)的形式折叠粘贴,因而可无缺陷地进行包装作业,由此大幅提高密封装置的品质和可靠性,因此满足生产者的多种要求(需要),从而可留下良好的印象。
背景技术:
2.众所周知,如果要自动包装多样种类的已生产的产品,在封箱机、带状密封机、捆结机(tying machine)等的机械将已经按基本单位包装的产品一定量地放进盒子或聚集,然后接近所述包装机的话,则通过传感器识别自动运转并快速地包装出来。
3.或使用树脂薄膜(例如:pp,pe,opp,bopp,hdpe,ldpe等)对单个或少量的一定数量进行单位包装时,有三面、四面、枕头、托盘、收缩、真空、填充包装等,形状或方法多样,其种类甚至难以全部计算,但由此我们人类享有很方便的日常。
4.其中,本发明局限于枕头形自动包装机,这个也是上、下端密封部分除外,限定于中心密封。
5.目前枕头包装机主要多使用于食品类包装,此时由于卫生和健康等的理由而使用层压的厚薄膜(例如:opp+pe
→
40μ+30μ=70μmm薄膜厚度),因此在流通过程中几乎不会产生包装上的问题。
6.但是,非食品(例如:纸杯)的情况下,由于产品本身为一次性且单价低,现实是因为微博的利润而只能使用最薄且便宜的包装材料。
7.因此,自1997年开始在韩国纸杯行业普及可用的自动包装机以来,使用高密度聚乙烯(high-density polyethylene)(厚度10μmm左右),所述薄的高密度聚乙烯在以往的枕头形自动包装机上使用时存在许多问题,从而选用立式(vertical)l-密封型包装机并进行了普及。
8.但是遗憾在于,l-密封型包装机由于具有一定大小的体积的密封棒(切割机)自身占据的空间,因而不得已形成了松弛的包装形态,因此不仅包装用薄膜的过度消费,包装样式也留下不好的影响。
9.另外,在以往的枕头包装装置相关的行业,使用想要节省成本的不到10μmm左右薄的薄膜时产生了下面的问题。
10.换句话说,如图1、2所示,以往的技术问题在于,包装纸的密封部位边缘(边角)一侧长,另一侧长长地凸出密封,因此看起来美观上不好,包装纸容易被撕开或裂开,从而生产不良产品。(不适用于一般食品包装纸,只适用于类似纸杯包装纸的薄的厚度的薄膜)
11.尤其,以往的技术问题在于,由于薄膜的中心密封部位折叠为三重的之字形模样而实现,因此包装不良商品产生率高,从而导致作业效率低下。
12.此外,所述以往的技术问题在于,使用薄的薄膜时,由于薄膜容易撕裂或因过热而熔化破裂。
13.并且,所述以往的技术问题在于,无法保持无薄膜的多余部分及无错位的好的密封状态。
14.此外,所述以往的技术问题在于,在使用薄的薄膜时,无法紧贴地完成密封作业。
15.因此,所述以往的技术问题在于,由于无法使用薄的薄膜,因此无法大幅节省成本。
16.为了解决上述的问题,以往都是从下面的先行技术文献中开发出来,但仍然存在无法一举解决上述的以往技术的问题的问题。
17.先行技术文献
18.专利文献
19.(专利文献0001)韩国公开专利公报第2013-0019787号(2013.02.27)曾公开过。
20.(专利文献0002)韩国公开专利公报第2016-0101776号(2016.08.26)曾公开过。
21.(专利文献0003)韩国公开专利公报第2017-0063272号(2017.06.08)曾公开过。
22.(专利文献0004)韩国登记专利公报第1979660号(2019.05.13)曾登记过。
技术实现要素:
23.本发明是为了解决如上所述的以往技术的所有问题而提出的,提供一种枕头包装机的三重中心密封装置,第一个目的在于,通过枕头包装机准想要使用基准以下(10μmm左右)的薄膜的时候,配备有引导模型、金属板和中心密封部位褶皱形成部,通过所述的技术构成的本发明的第二个目的在于,薄膜的中心密封部位自动折叠成多重(尤其三重)的之字形模样并实现,由此可无缺陷地进行包装,第三个目的在于,即使使用薄的薄膜也能保持薄膜不撕裂的好的密封状态,第四个目的在于,可保持无薄膜的多余部分及无错位的好的密封状态,第五个目的在于,由于保持好的密封状态,因而不会使得薄膜破裂或撕裂,第六个目的在于,即使使用薄的薄膜,形成的纸袋也能紧贴地完成密封作业,第七个目的在于,因使用薄的薄膜,可大幅节省成本,第八个目的在于,通过中心密封,使得密封部位的模样一致地接合,因此没有产品缺陷,第九个目的在于,由此大幅提高包装装置的品质和可靠性,因此满足生产者的多种要求(需要),从而可留下良好的印象。
24.为了达成这样的目的,本发明涉及在自动包装产品的枕头包装机中实现中心密封,提供一种枕头包装机的三重中心密封装置,包括:多个薄膜供给滚轴,其配备于枕头包装机的一侧,展开薄膜卷p并向一侧供给;引导模型,其配备于枕头包装机,起到将薄膜p以与产品尺寸匹配的形式紧贴地卷起来并包裹的作用,薄膜p通过薄膜供给滚轴以展开的状态向一侧移送;中心密封部位褶皱形成部,其配备于枕头包装机的正面,通过驱动部的驱动运转的同时,薄膜的密封部位自动折叠为多重的之字形模样,从而可无缺陷地进行包装作业;以及切割辊,其配备于枕头包装机的另一侧,切割在包裹产品后排出的包装纸的同时密封。
25.如在上面详细观察的一样,本发明在枕头包装机配备有引导模型、金属板和中心密封部位褶皱形成部。
26.根据上述技术构成的本发明,薄膜的中心密封部位自动折叠为三重的之字形模样并实现,由此可无缺陷地生产包装。
27.此外,本发明即使使用基准以下的薄的薄膜(10μmm左右),也能够保持薄膜不撕裂
的好的密封状态。
28.并且,本发明的中心密封外边不产生多余部分,从而密封形态美观。
29.此外,本发明即使使用基准以下的薄的薄膜,也不会使得薄膜碎裂或撕裂。
30.尤其,本发明即使使用薄的薄膜也能紧贴地完成中心密封作业,由于以三重的形式折叠并粘贴,即使封装辊的温度低,也不会使得粘贴部位完全裂开而松弛的情况发生。
31.因此,本发明将在一般包装机无法使用的薄的薄膜以窄幅使用,从而可实行包装材料的成本节省。
32.本发明由于所述的效果大幅提高密封装置的品质和可靠性,因此满足生产者的多种要求(需要),从而可留下良好的印象,是很有用的发明。
33.以下根据附图对用于达成这样的效果的本发明的优选的实施例进行详细的说明。
附图说明
34.图1是表示以往产品包装纸的截面构成图。
35.图2是表示以往产品包装纸的照片。
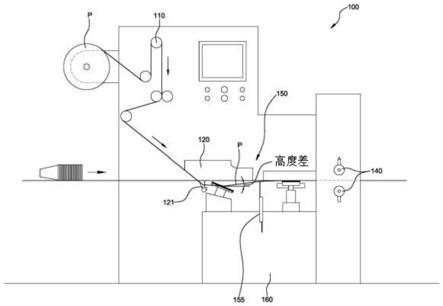
36.图3是表示适用于本发明的枕头包装机的三重中心密封装置的构成图。
37.图4是适用于本发明的引导模型的产品照片。
38.图5是在适用于本发明的中心密封部位褶皱形成部中分解金属板的状态的内部结构照片。
39.图6是适用于本发明的中心密封部位褶皱形成部的要部立体图。
40.图7的a是适用于本发明的中心密封形态调节键的第一实施例的立体图,b是适用于本发明的中心密封形态调节键的第二实施例的立体图,c是中心密封形态调节键的运转状态图。
41.图8是表示适用于本发明的中心密封部位褶皱形成部的产品照片。
42.图9是按顺序表示在产品包装纸的密封部位形成褶皱的状态的图。
43.图10是表示适用于本发明的产品包装纸的照片。
44.标号说明
45.100:枕头包装机
46.120:引导模型
47.130:金属板
48.150:中心密封部位褶皱形成部
49.155:中心密封形态调节键
具体实施方式
50.适用于本发明的枕头包装机的三重中心密封装置如图3乃至图10所示构成。
51.下面就说明本发明而言,对于相关的公知功能或构成的具体说明,如果判断为可能会不必要地混淆本发明的要旨的情况,省略其详细的说明。
52.并且,后述的术语作为考虑本发明的功能而设定的术语,其根据生产者的意图或惯例可能会不同,因此其定义以本说明书整体内容为基础而决定。
53.此外,图中出现的各构成的大小及厚度为了说明的便利而任意地出现,本发明不
是一定限定于附图所示。
54.首先,本发明涉及枕头包装机100,其解决如下问题:进行枕头包装作业的时候,虽然能热粘贴的薄膜全部都可以,但薄膜自身延伸率越小机械上越有利,pe的情况与pp、pet、opp、hdpe等其他材料比较时,延伸率高且光滑,通过薄膜生成时与其他材料相比厚度不一致,从而机械包装时难以将左右侧端匹配。
55.为此,本发明配备有多个薄膜供给滚轴110,其配备于枕头包装机100的一侧,展开薄膜卷p并向一侧供给。
56.并且,本发明配备有引导模型120,其配备于所述枕头包装机100,起到将薄膜p以与产品尺寸匹配的形式紧贴地卷起来并包裹的作用,薄膜p通过薄膜供给滚轴110以展开的状态向一侧移送。
57.此时,在所述引导模型120的底面凸出形成的引导金属板121起到将卷起的薄膜p的左右侧收拢并向一侧排出的作用。
58.此外,本发明配备有中心密封部位褶皱形成部150,中心密封部位褶皱形成部150配备于枕头包装机100的正面,通过驱动部160的驱动运转的同时,薄膜的密封部位自动折叠为多重(三重)的之字形模样,从而可无缺陷地进行包装作业。
59.此时,所述驱动部160以使得拉辊和封装辊可运转的形式驱动。
60.并且,本发明提供枕头包装机的三重中心密封装置,三重中心密封装置配备有切割辊140,切割辊140配备于枕头包装机100的另一侧,切割排出的包装纸的同时密封。
61.尤其,适用于本发明的所述中心密封部位褶皱形成部150构成如下。
62.换句话说,本发明配备有一对的拉辊151,一对的拉辊151将流入的薄膜p向一侧下端拉扯的同时,紧贴地包裹被包装产品,并将薄膜p供给至封装辊侧。(图5)
63.并且,本发明配备有一对的封装辊152,一对的封装辊152配备于所述拉辊151的右侧,在内部下端内装有加热器153,在向一侧供给薄膜p的过程中,使得薄膜p的下部中央密封部位接合。
64.此时,在所述中心密封部位褶皱形成部150的入口配备有引导模型120,引导模型120以容易包装的形式将展开的薄膜p卷起的同时,向一侧移送。
65.并且,在所述中心密封部位的褶皱形成部150的上面配备有金属板130,板130起到覆盖作用,以便能够保护中心密封部位褶皱形成部的部件。
66.此时,在所述金属板130形成有薄膜收拢部132,薄膜收拢部132将向一侧移送的薄膜p收拢并排出。
67.并且,优选地,在所述金属板130的上面两端形成有双壁131,双壁131安全地引导向一侧排出的产品并排出。
68.同时,适用于本发明的所述一对的拉辊151为了将薄膜p向一侧下端拉扯的同时能够紧贴地包裹产品,向一侧倾斜地形成。
69.并且,优选地,所述一对的封装辊152衔接部位的高度比拉辊的啮合地点高,并沿水平形成,以便防止密封部位的薄膜的三重折叠部位脱离封装辊啮合点。
70.如上所示,在通过拉辊151的中央和封装辊152的上部衔接部位的高度差的偏差而向一侧移送的薄膜形成有3层褶皱,在此过程中作业者使得中心密封形态调节键155运转的同时调节褶皱的形成强度。
71.此时,优选地,所述一对的拉辊151为了将薄膜p向一侧下端拉扯的同时紧贴地包裹被包装产品(在此是纸杯),向一侧倾斜约10~20度地形成。
72.此外,在适用于本发明的所述一对的封装辊152之间还配备有耐热性材料的薄膜保护部件154,薄膜保护部件154起到将薄膜p容易地向一侧排出的引导作用,保护薄膜p的密封部位不受热。
73.此外,在适用于本发明的所述一对的封装辊152的入口配备有中心密封形态调节键155,中心密封形态调节键155根据把手157的运转,以主主体156或辅助主体158插入长孔156d的旋转轴为中心,有选择地进行高度调节或角度调节的运转,与向一侧移送的薄膜p的下端接触并推动的同时,使得密封部位无缺陷地生产出来。(图7c)
74.此时,图7a是中心密封形态调节键的第一实施例,图7b是增加了辅助主体158的中心密封形态调节键155的第二实施例。
75.所述图7a中,如果作业者抓住把手157并以插入长孔156d(长长地形成孔,以便可调节形态调节键的高度及角度)的旋转轴为中心旋转运转主主体156,则在主主体156的上面与薄膜的底面接触的状态下,使得在薄膜形成多重的褶皱,此时,在与所述薄膜p的下端接触的主主体156的上面形成有凹槽156b,凹槽156b在安装向一侧移送的薄膜p的状态下以一定且均一地移动的形式支撑。
76.并且,在所述主主体156的一侧形成有辅助主体紧固连接槽156a,以便可插入辅助主体158,并且,在所述主主体156形成有供紧固连接件插入的至少一个以上的紧固连接孔156c,以便可紧密地固定辅助主体158。
77.图7b可将上面没有凹槽的辅助本体158有选择地结合于主本体156并使用,使得辅助本体158的紧固连接孔158a与主主体156的紧固连接孔156c相互一致后,如果通过紧固连接件进行紧固连接,则可将辅助本体紧密地固定于主主体,这是为了让作业者可适当地调节褶皱的形成程度并使用。
78.另外,在本发明适用所述的构成部时,可进行多种地变形并取得多种形态。
79.并且,应理解为本发明不限定于上述的详细的说明中提及的特别的形态,反而应理解为包括通过所附的权利要求书而定义的本发明的精神和范围内的所有变形物和均等物及代替物。
80.对如上所述构成的本发明枕头包装机的三重中心密封装置的作用效果进行如下说明。
81.首先,本发明中,薄膜的中心密封部位的形态自动折叠成三重的之字形模样而实现,由此可无缺陷地生产包装,尤其,因为是三重密封状态,所以即使不能准确地调节温度也不会破裂,自动包装作业时,即使因产品供给量不一定而一时停止-间歇运转时,也不会在由于过热导致的封装辊啮合部位产生融化状态,密封外边不产生多余部分,从而密封形态美观,由于使用在没有本发明装置的普通枕头包装机中无法使用的薄的包装材料(薄膜),因而可增大包装材料费成本节省。
82.为此,适用于本发明的图3是表示适用于本发明的枕头包装机的三重中心密封装置100的构成图,产品(纸杯)通过一侧入口流入后,实现自动包装后,通过另一侧排出口排出。
83.图4是表示在适用于本发明的中心密封部位褶皱形成部150结合引导模型120和金
属板130的状态的产品照片。
84.尤其,所述引导模型120起到将以展开状态向一侧移送的薄膜p与产品尺寸匹配地卷起并包裹的作用。
85.此时,在所述引导模型120的底面凸出形成的引导金属板121起到将卷起的薄膜p聚拢并使得左右两侧末端一致后向一侧排出的作用,从而将左右两侧的引导金属板的下端部通过螺栓拧紧并固定。
86.并且,所述金属板130配备于中心密封部位褶皱形成部150的上端,起到能保护中心密封部位褶皱形成部150的部件的覆盖作用。
87.尤其,在所述金属板130形成有薄膜聚拢部132,将向一侧移送的薄膜p聚拢,从而通过缝隙容易地排出。
88.并且,在所述金属板130的上端两侧形成双壁131,该双壁131通过内侧将向一侧移送的产品不脱离地容易排出。
89.图5是在适用于本发明的中心密封部位褶皱形成部150分解金属板130的状态的产品照片,使得能看见中心密封部位褶皱形成部150的内部。
90.图6是表示适用于本发明的中心密封部位褶皱形成部150的要部立体图,对其作用效果说明如下。
91.换句话说,通过引导模型120排出的薄膜p通过一对的拉辊151的同时包装产品,此时,所述一对的拉辊151将薄膜p向一侧下端拉。
92.此时,所述一对的拉辊151为了紧贴地包裹被包装产品(在此是纸杯),向一侧倾斜约10~20度地形成,尤其,特征在于,封装辊152为了将中心密封部位的薄膜折叠为之字形(三重),设置得比拉辊151的啮合点高。
93.如上所述,向一侧下端被拉的薄膜p通过另一侧一对的封装辊152,此时,所述薄膜p也通过图3的高度差向上倾斜地移送,因此最终包装纸的底面密封部位得以一次折叠。(图9的第三幅图)
94.进行更为详细地说明的话,如果将一侧向下倾斜地排出的薄膜再次向另一侧的向上倾斜的方向排出,则成为在此过程中使得薄的包装纸的底面密封部位自动地折叠的结构。
95.然后,通过所述一对的封装辊152排出的薄膜p借助于配备于封装辊152内部的加热器153,使得密封部位接合。
96.此时,配备于所述封装辊152之间的薄膜保护部件154防止薄膜p的密封部位太烫而被热熔化或粘住的同时,通过通路排出。
97.尤其,在所述一对的封装辊152的入口配备有中心密封形态调节键155,中心密封形态调节键155以长孔156d的旋转轴为中心有选择地运转,与向一侧移送的薄膜p的下端接触并卷起的同时,密封部位得以无缺陷地生产。
98.换句话说,作业者有选择地运转所述中心密封形态调节键155把手157的同时,进行高度调节和角度调节,如果向一侧移送的薄膜p的底面密封部位与中心密封形态调节键155的主主体156或辅助主体158的上面接触,则密封部位自动地折叠为三重。(图9的第四幅图)
99.另外,图8是表示适用于本发明的中心密封部位褶皱形成部150的产品照片,在本
发明中示出了将产品以纸杯被包装的状态排出。
100.图9是按顺序表示在产品包装纸的密封部位形成褶皱的状态的图。
101.换句话说,第一幅图表示包装纸的底面密封部位左右为两层并形成一致的图,第二幅图表示左右重合的图,第三和第四幅图如上所述表示密封部位被折叠的过程。
102.并且,最后第五幅图示出了密封部位通过封装辊152接合的状态。
103.图10是表示适用于本发明的产品包装形态的照片。
104.如上所述,本发明是很有用的发明,密封部位收尾工作处理得干净利落,可紧贴地包装产品,不产生撕裂或碎裂,从而可将包装纸的不良产生最小化。
105.本发明枕头包装机的三重中心密封装置的技术思想实际上是可反复实施同一结果,尤其,由于实施这样的本申请发明,因而可促进技术发展并有助于产业发展,从而充分具有保护价值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1