自动贴附铝箔装置的制作方法
自动贴附铝箔装置
【技术领域】
1.本发明涉及自动化设备领域,具体是涉及一种自动贴附铝箔装置。
背景技术:
2.铝箔是一种用金属铝直接压延呈薄片的烫印材料,具有质地柔软、延展性好、有银白光泽等优良特性。由于铝箔的优良特性,而被广泛应用于各种用品中作为包装或装饰材料,如将铝箔贴于金属制品上。
3.现有技术中,向金属制品上贴附铝箔是采用人工贴附的方式,然而,人工贴附时,由于铝箔上的胶性原因极易贴附变形,而且贴附时有气泡还需要手工按平,贴附效果不平整,达不到理想的贴附精度。
4.有鉴于此,实有必要开发一种自动贴附铝箔装置,以解决上述问题。
技术实现要素:
5.因此,本发明的目的是提供一种自动贴附铝箔装置,该装置替代了人工贴附,达到平整的贴附效果及精准的贴附精度。
6.为了达到上述目的,本发明采用了以下技术方案:
7.一种自动贴附铝箔装置,用于向产品贴附铝箔,所述装置包括:
8.基板;
9.供料结构,设于基板上,用于提供粘贴有铝箔的料带;
10.吸附机构,其包括第一升降气缸及吸附头,所述第一升降气缸推动吸附头上、下运动,所述吸附头吸附料带上的铝箔;
11.滚压机构,其包括第二升降气缸及滚轮,所述第二升降气缸推动滚轮上、下运动;
12.驱动结构,其设置为驱动所述吸附机构及滚压机构水平运动;
13.产品输送结构,设于底板上,用于输送产品,所述吸附头吸附铝箔贴附于产品上,所述滚轮在贴附铝箔后的产品上滚动;
14.控制单元,其控制供料结构、吸附机构、滚压机构、驱动结构及产品输送结构动作。
15.进一步的,所述供料结构包括:
16.底板,所述底板上固定有固定块;
17.放置轮,设置于固定块上,粘贴有铝箔的料带绕成卷装装于该放置轮上;
18.若干导向轮,间隔设置在固定块上;
19.支撑平台,设于所述固定块上,支撑料带供吸附铝箔;
20.回收轮,设于放置轮的下方,所述料带经过导向轮、支撑平台后绕于回收轮上;
21.第一电机,设于固定块上,所述第一电机设置为驱动所述放置轮及回收轮转动,带动料带运动。
22.更进一步的,所述供料结构还包括夹紧辊轮组,设于底板上,所述料带从该夹紧辊轮组中穿过,所述底板上设有支撑块及推动气缸,所述夹紧辊轮组包括两个夹紧轮,其中一
个夹紧轮设于推动气缸上,另一个夹紧轮一端固定于支撑块中,另一端固定于固定块中,所述推动气缸推动该其中一个夹紧轮与另一夹紧轮配合夹紧料带。
23.进一步的,所述驱动结构包括第二电机、丝杆及滑块,所述滑块设于丝杆上,所述第二电机转动驱动所述丝杆转动,所述丝杆转动驱动所述滑块沿丝杆滑动,所述吸附机构及滚压机构设于所述滑块上。
24.进一步的,所述产品输送结构包括滑动气缸、滑台及定位治具,所述滑动气缸设置为驱动滑台运动,所述定位治具设于滑台上,所述产品设于定位治具上。
25.进一步的,所述装置还包括定位结构,所述定位结构包括定位平台及定位气缸,所述吸附头将铝箔放置于定位平台上,所述定位气缸调整所述铝箔位置。
26.进一步的,所述吸附头为软质弹性材质。
27.更进一步的,所述吸附头为硅胶材质。
28.进一步的,所述产品需要贴附铝箔的位置为斜面时,所述第二升降气缸与滚轮间设有弹簧。
29.相较于现有技术,本发明的自动贴附铝箔装置,替代了人工贴附方式,采用供料结构进行供料,所述吸附机构吸附铝箔后放置于所述产品输送结构的产品上,所述滚压机构对产品进行滚压,由此达到了平整的贴附效果及精准的贴附精度。
【附图说明】
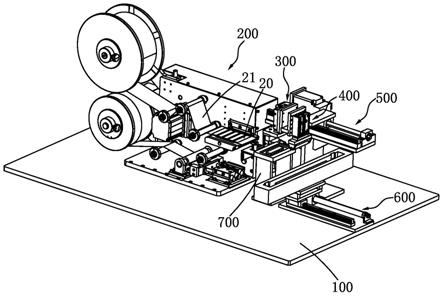
30.图1绘示本发明自动贴附铝箔装置的示意图。
31.图2绘示本发明自动贴附铝箔装置中供料结构的示意图。
32.图3绘示本发明自动贴附铝箔装置中定位结构、吸附机构、滚压机构及驱动结构的示意图。
33.图4绘示本发明自动贴附铝箔装置中产品输送结构的示意图。
34.图5绘示本发明自动贴附铝箔装置第一工作状态的示意图。
35.图6绘示本发明自动贴附铝箔装置第二工作状态的示意图。
36.图7绘示本发明自动贴附铝箔装置第三工作状态的示意图。
37.图8绘示本发明自动贴附铝箔装置第四工作状态的示意图。
【具体实施方式】
38.为对本发明的目的、技术功效及技术手段有进一步的了解,现结合附图详细说明如下。
39.于一较佳实施例中,请参阅图1至图4所示,本发明采用了以下技术方案:
40.一种自动贴附铝箔装置,用于向产品10贴附铝箔,所述产品10可为金属制品,但不限于金属制品,所述装置包括:
41.基板100;
42.供料结构200,设于基板100上,用于提供粘贴有铝箔20的料带21;
43.吸附机构300,其包括第一升降气缸301及吸附头302,所述第一升降气缸301推动吸附头302上、下运动,所述吸附头302吸附料带21上的铝箔30;
44.滚压机构400,其包括第二升降气缸401及滚轮402,所述第二升降气缸401推动滚
轮402上、下运动;
45.驱动结构500,其设置为驱动所述吸附机构300及滚压机构400水平运动;
46.产品输送结构600,设于底板100上,用于输送产品10,所述吸附头302吸附铝箔20贴附于产品10上,所述滚轮402在贴附铝箔20后的产品10上滚动,使铝箔20更贴合产品10外形,贴附平整;
47.控制单元,其控制供料结构200、吸附机构300、滚压机构400、驱动结构500及产品输送结构600动作。
48.为了更方便、快速地提供铝箔20,如图2所示,所述供料结构200包括:
49.底板201,所述底板201上固定有固定块202,所述固定块202垂直于所述底板201,所述底板201及固定块202可采用型材亚克力或冷轧板等,减少装置重量及成本;
50.放置轮203,设置于固定块202上,粘贴有铝箔20的料带21绕成卷装装于该放置轮203上;
51.若干导向轮204,间隔设置在固定块202上,在料带21运动时起到导向作用;
52.支撑平台205,设于所述固定块202上,支撑料带21供吸附铝箔20;
53.回收轮206,设于放置轮203的下方,所述料带21经过导向轮204、支撑平台205后绕于回收轮206上;
54.第一电机207,其设于固定块202上,所述第一电机207设置为驱动所述放置轮203及回收轮206转动。
55.所述供料结构200的具体工作过程为:第一电机207驱动放置轮203及回收轮206转动带动料带21运动,当吸附头302至支撑平台205上吸附铝箔20时,第一电机207停止转动使料带21停止转动,吸附头302至支撑平台205上吸附完成后,第一电机207驱动放置轮203及回收轮206转动带动料带21运动,吸附完成后的料带21绕于所述回收轮206上。
56.为了保证吸附头302在支撑平台205上吸附铝箔20时,所述料带21处于张紧的状态,所述供料结构200还包括夹紧辊轮组,设于底板201上,所述料带21从该夹紧辊轮组中穿过,所述底板201上设有支撑块208及推动气缸209,所述夹紧辊轮组包括两个夹紧轮210,其中一个夹紧轮210设于推动气缸209上另一个夹紧轮210一端固定于支撑块208中,另一端固定于固定块202中,因此,吸附头302吸附铝箔20时,所述推动气缸209推动该其中一个夹紧轮210与另一夹紧轮210配合夹紧料带21,所述支撑平台205上的料带21张紧;吸附头302吸附铝箔20后,所述推动气缸209缩回带动夹紧轮210收回,所述夹紧辊轮组不再夹紧料带21,所述料带21向回收轮206方向运动。
57.其中,如图3所示,所述驱动结构500包括第二电机501、丝杆502及滑块503,所述滑块503设于丝杆502上,所述第二电机501转动驱动所述丝杆502转动,所述丝杆502转动驱动所述滑块503沿丝杆502滑动,所述吸附机构300及滚压机构400设于所述滑块503上。因而采用了电机加丝杆502传动方式,传动精准度更高,且同时带动所述吸附机构300及滚压机构400运动,简化了结构,节约了成本。
58.其中,如图4所示,所述产品输送结构600包括滑动气缸601、滑台602及定位治具603,所述滑动气缸601设置为驱动滑台602运动,所述定位治具603设于滑台602上,所述产品10设于定位治具603上,所述产品输送结构600将产品10输送至指定位置,待贴附铝箔20。
59.其中,所述装置还包括定位结构700,所述定位结构700包括定位平台701及定位气
缸(图未示),所述吸附头302将铝箔20放置于定位平台701上,所述定位气缸调整所述铝箔20位置,减小供料结构200等带来的偏移误差,进一步提高铝箔20贴附精度,使铝箔20贴附更加标准,所述定位平台701需要采用不易粘黏的特殊材质。
60.其中,所述吸附头302为软质弹性材质,一方面吸附铝箔20时弹性受力增加吸附头302的真空度,吸附力增强,另一方面向产品10上贴附铝箔20时不损伤产品10,所述吸附头302的材质可为硅胶材质,但并不限于此。
61.当所述产品10需要贴附铝箔20的位置为斜面时,所述第二升降气缸401与滚轮402间可设有弹簧,由于弹簧的存在,第二升降气缸401推动滚轮402向下运动时为弹簧式按压所述滚轮402,使滚轮402受力均匀更贴合产品10外形,进一步使铝箔20贴附平整。
62.请参阅图5至图8所示,其分别绘示了本发明自动贴附铝箔装置第一工作状态、第二工作状态、第三工作状态及第四工作状态的示意图。于一较佳实施例中,本发明的自动贴附铝箔装置,具体工作过程为:
63.装置通电开机,所述供料结构200提供铝箔20,当铝箔20运动至吸附位置时,所述驱动机构500带动吸附头302至吸附位置,第一升降气缸301推动所述吸附头302下降至吸附位置,所述吸附头302吸附铝箔20。
64.吸附完成后,驱动机构500驱动吸附头302至定位结构700处,吸附头302下降将铝箔20放置定位结构700处定位,当然,该步骤可根据实际情况省略或进行;同时产品输送结构600上放置产品10,可通过人工放置或机械手臂放置,产品输送结构600输送产品10至贴附位置;
65.定位完成后,吸附头302将铝箔20吸附至吸附位置,吸附头302下降向产品10对应处贴附铝箔20。
66.贴附后,所述滚压机构400的滚轮402下降将贴附好的铝箔20进行平整滚压;滚压后,产品输送结构600将产品10输送出,人工或机械手臂将产品10取出,进行下一个循环。
67.综上所述,本发明的自动贴附铝箔装置,替代了人工贴附方式,采用供料结构200进行供料,所述吸附机构300吸附铝箔20后放置于所述产品输送结构600的产品10上,所述滚压机构400对产品10进行滚压,由此达到了平整的贴附效果及精准的贴附精度。
68.以上结合具体实施例描述了本发明的技术原理,这些描述只是为了解释本发明原理,不能以任何方式解释为对本发明保护范围的限制。基于此处解释,本领域技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1