一种全自动梭芯绕线机的出料装置的制作方法
[0001]
本实用新型涉及全自动梭芯绕线机的技术领域,尤其是涉及一种全自动梭芯绕线机的出料装置。
背景技术:
[0002]
目前在纺织行业里经常需要把一整捆的棉线绕到一个个梭芯上,方 便在绣花机或者纺织机械上使用。
[0003]
公告号为cn203256460u,公开日为20131030的中国实用新型公开了一种全自动梭 芯绕线机,包括基板、安装在基板上的安装板以及梭芯加紧切线机构,所述安装板设有使梭芯滑向夹紧槽的梭芯导块,夹紧槽远离梭芯加紧切线机构的一端向上倾斜,所述梭芯加紧切线机构包括梭芯加紧器、梭芯压紧座以及移动滑块,所述锁紧压紧座固定于移动滑块的一侧,所述梭芯加紧器设置于移动滑块一端,所述移动滑块上固定有切刀,所述锁紧压紧座上固定有水平的压紧螺钉,所述移动滑块水平滑移于安装板上,所述安装板上水平固定有压紧气缸,所述压紧气缸的活塞杆与移动滑块固定连接,所述安装板一端竖直固定有主轴电机安装板,所述主轴电机安装板上水平设置有梭芯压紧轴。在压紧气缸的驱动下,梭芯加紧器压紧等待绕线的梭芯,同时压紧螺丝以及梭芯压紧轴压紧掉入夹紧槽后滚动至夹紧槽倾斜端的绕完棉线的梭芯,与此同时,切刀切断棉线完成一个成品。
[0004]
绕完棉线的梭芯在梭芯压紧轴以及压紧螺钉的作用下被压紧,使得切刀将棉线切断,当下一个梭芯绕完棉线后,启动压紧气缸,压紧气缸收缩带动移动滑块的复位,使得压紧螺钉脱离上一个梭芯,因此上一个梭芯会在梭芯压紧轴的作用下脱离夹紧槽,导致梭芯掉落至地面上,导致梭芯发生磕损。
技术实现要素:
[0005]
针对现有技术存在的不足,本实用新型的目的是提供一种全自动梭芯绕线机的出料装置,具有便于收集梭芯,从而避免梭芯因掉落至地面发生磕损的效果。
[0006]
本实用新型的上述目的是通过以下技术方案得以实现的:
[0007]
一种全自动梭芯绕线机的出料装置,包括出料板,所述出料板与夹紧槽固定连接,所述出料板远离梭芯加紧切线机构的一端向下倾斜,所述出料板两侧均固定有挡板,在地面上固定有机架,所述机架上设置有储料盒,所述出料板与储料盒的边沿抵触。
[0008]
通过采用上述技术方案,当下一个梭芯绕完棉线后,压紧气缸带动移动滑块的复位后,上一个梭芯在梭芯压紧轴的作用下从夹紧槽置于出料板上,在出料板的倾斜作用下,滚动至出料盒内,从而完成对梭芯的收集,避免梭芯落入至地面上,发生磕损。
[0009]
进一步的:所述储料盒内均匀固定有多个隔板,相邻所述隔板的间距大于梭芯的长度,所述储料盒与机架水平滑移连接,所述出料板与储料盒一端的隔层的边沿抵触。
[0010]
通过采用上述技术方案,设置隔板的目的是,使得储料盒内部空间形成多个隔层,当第一个隔层装满梭芯后,滑移储料盒,使得出料板与第二个隔层的边沿抵触,从而使得梭
芯进入第二个隔层,依次滑移储料盒,直至梭芯装满整个储料盒。
[0011]
进一步的:相邻两所述隔板之间的隔层内开设有限位槽,两所述限位槽的间距为梭芯的长度。
[0012]
通过采用上述技术方案,设置限位槽的目的是,梭芯在进入隔层后,梭芯两端分别置于两限位槽内,从而对梭芯起到限位作用,避免后续进入的梭芯在推动前一梭芯移动时,导致前一梭芯发生倾斜,使得进入储料盒内的梭芯均能整齐排列。
[0013]
进一步的:所述隔板的高度小于梭芯的高度。
[0014]
通过采用上述技术方案,设置隔板的高度小于梭芯的高度的目的是,便于工作人员将梭芯取出。
[0015]
进一步的:所述机架上滑移有“l”形的辅助板,所述辅助板的竖直端竖直固定有导轨,所述储料盒一侧固定有导向块,所述导向块与导轨滑移连接,所述导向块可从导轨上端滑出。
[0016]
通过采用上述技术方案,当储料盒装满梭芯后,滑移储料盒,使得储料盒从导轨上脱离,完成储料盒的拆卸,然后将新的储料盒安装于辅助板上。
[0017]
进一步的:所述辅助板的水平端固定有齿条,所述齿条的长度方向与储料盒的滑移方向平行,地面上转动有齿轮,所述齿轮置于第一隔层处,所述齿轮与齿条啮合,地面上设置有间歇机构,间歇机构驱动齿轮的间歇转动。
[0018]
通过采用上述技术方案,启动间歇机构,当第一个隔层装满梭芯后,间歇机构带动齿轮转动,辅助板滑移,第二个隔层置于出料板处,当第二个隔层装满梭芯后,间歇结构再驱动齿轮转动,使得辅助板再滑移,使得第三个隔层再置于出料板处,直至将储料盒都装满。
[0019]
进一步的:间歇结构为槽轮机构,所述槽轮机构包括主动拨盘和槽轮,所述槽轮同轴固定有转动轴,所述转动轴远离槽轮的一端与齿轮同轴固定连接,所述主动拨盘驱动槽轮间歇转动。
[0020]
通过采用上述技术方案,当驱动主动拨盘转动时,主动拨盘驱动槽轮间歇转动,槽轮带动转动轴的间歇转动,转动轴带动齿轮的间歇转动,从而使得辅助板间歇移动。
[0021]
进一步的:地面上固定有电机,所述电机输出轴与主动拨盘同轴固定连接。
[0022]
通过采用上述技术方案,设置电机的目的是,实现主动拨盘的自动转动。
[0023]
进一步的:所述转动轴包括第一转轴和第二转轴,所述第一转轴穿置于第二转轴内,所述第二转轴上螺纹连接有锁紧螺栓,所述第一转轴上开设有沿其周向开设有多个螺纹槽,所述锁紧螺栓可插接于螺纹槽内。
[0024]
通过采用上述技术方案,当安装上新的储料盒后,转动锁紧螺栓,使得锁紧螺栓从螺纹槽内脱离,然后转动第一转轴,使得齿轮转动带动辅助板滑移,从而使得储料盒上的第一隔层置于出料板处。
[0025]
综上所述,本实用新型的有益技术效果为:
[0026]
1.设置储料盒的目的是,当下一个梭芯绕完棉线后,压紧气缸带动移动滑块的复位后,上一个梭芯在梭芯压紧轴的作用下从夹紧槽置于出料板上,在出料板的倾斜作用下,滚动至出料盒内,从而完成对梭芯的收集,避免梭芯落入至地面上,发生磕损;
[0027]
2.设置隔板的目的是,使得储料盒内部空间形成多个隔层,当第一个隔层装满梭
芯后,滑移储料盒,使得出料板与第二个隔层的边沿抵触,从而使得梭芯进入第二个隔层,依次滑移储料盒,直至梭芯装满整个储料盒;
[0028]
3.设置槽轮机构的目的是,当驱动主动拨盘转动时,主动拨盘驱动槽轮间歇转动,槽轮带动转动轴的间歇转动,转动轴带动齿轮的间歇转动,从而使得辅助板带动储料盒的间歇移动。
附图说明
[0029]
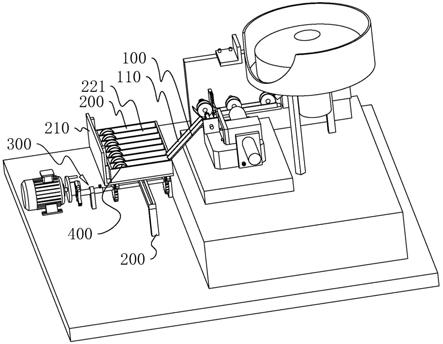
图1是本实施例的整体结构示意图;
[0030]
图2是显示储料盒上导向块以及限位槽的结构示意图;
[0031]
图3是显示槽轮机构与储料盒连接结构的示意图。
[0032]
附图标记:100、出料板;110、挡板;200、机架;210、辅助板;220、储料盒;221、隔板;222、限位槽;223;导轨;224、导向块;300、槽轮机构;310、主动拨盘;320、槽轮;330、电机;340、转动轴;341、第一转轴;342、第二转轴;344、锁紧螺栓;350、齿轮;360、齿条;400、梭芯。
具体实施方式
[0033]
以下结合附图对本实用新型作进一步详细说明。
[0034]
如图1所示,为本实用新型公开的一种全自动梭芯绕线机的出料装置,包括出料板100,出料板100与夹紧槽焊接,出料板100的远离梭芯400加紧切线机构的一端向下倾斜,出料板100两侧均固定有挡板110。在地面上固定有机架200,在机架200上滑移有“l”形的辅助板210,辅助板210的滑移方向与压紧气缸的伸缩方向平行。储料盒220设置于辅助板210上,在储料盒220内均匀焊接有多个隔板221,隔板221与储料盒220以及两两隔板221之间将储料盒220内部空间分成多个隔层,每个隔层的间距均相等,并且都大于梭芯400的长度。储料盒220滑移方向的一端为第一个隔层,另一端为最后的隔层,初始时,出料板100与第一隔层的边沿抵触。当下一个梭芯400绕完棉线后,压紧气缸带动移动滑块的复位后,上一个梭芯400在梭芯压紧轴的作用下从夹紧槽置于出料板100上,在出料板100的倾斜作用下,滚动至第一个隔层内,第一个隔层装满后,滑移辅助板210,辅助板210带动储料盒220的移动,使得出料板100与第二个隔层抵触,装满后依次滑移储料盒220,直至梭芯400装满整个储料盒220。
[0035]
如图2所示,每个隔层内均开设有两限位槽222,两限位槽222的间距为梭芯400的长度。梭芯400在进入隔层后,梭芯400两端分别置于两限位槽222内,从而避免后续进入的梭芯400在推动前一梭芯400移动时,导致前一梭芯400发生倾斜,使得进入储料盒220内的梭芯400均能整齐排列。
[0036]
然后使得隔板221以及储料盒220边长的高度均小于梭芯400的高度,可以方便工作人员将梭芯400取出。
[0037]
如图3所示,在辅助板210的竖直端竖直固定有导轨223,并且在储料盒220远离出料板100的一侧固定有“u”形的导向块224(见图2),导向块224与导轨223滑移连接,并且导向块224可从导轨223上端滑移出。当储料盒220装满后,可以将储料盒220拆卸,安装新的储料盒220。
[0038]
为了驱动辅助板210的间歇滑移,使得每个隔层均可依次置于出料板100(见图1)
处,在地面上通过螺栓安装有电机330,在地面上设置有槽轮机构300,槽轮机构300包括主动拨盘310和槽轮320,电机330输出轴与主动拨盘310同轴固定连接,主动拨盘310驱动槽轮320间歇转动。在地面上固定有辅助座,槽轮320与辅助座转动连接。槽轮320同轴设置有转动轴340,转动轴340远离槽轮320的一端同轴固定有齿轮350,齿轮350置于第一隔层处。在辅助板210上焊接有齿条360,齿条360的长度方向与辅助板210的滑移方向平行,齿轮350与齿条360啮合。启动电机330,电机330带动主动拨盘310的转动,主动拨盘310驱动槽轮320间歇转动,槽轮320带动转动轴340转动,转动轴340带动齿轮350的间歇转动,从而使得辅助板210带动储料盒220的间歇滑移,使得梭芯400依次装满于每个隔层。
[0039]
由于槽轮320机构300为单向间歇机构,所以为了使得新安装的储料盒220的第一个隔层置于出料板100处,使得转动轴340包括第二转轴342,第二转轴342与槽轮320同轴固定连接,并且与辅助座转动连接,在第二转轴342内穿置有第一转轴341,第一转轴341沿其周向均匀开设有多个螺纹槽,第二转轴342上螺纹连接有竖直的锁紧螺栓344,锁紧螺栓344可插接于螺纹槽内,第一转轴341远离第二转轴342的一端与齿轮350同轴固定连接。当安装上新的储料盒220后,转动锁紧螺栓344,使得锁紧螺栓344从螺纹槽内脱离,然后转动第一转轴341,使得齿轮350转动带动辅助板210滑移,从而使得储料盒220上的第一隔层置于出料板100处。
[0040]
本实施例的具体工作过程:初始工作时,出料板100与第一隔层的边沿抵触,启动电机330,电机330带动主动拨盘310的转动,当第一隔层内的梭芯400装满后,主动拨盘310拨动槽轮320转动一侧,槽轮320带动第二转轴342的转动,第二转轴342通过锁紧螺栓344带动第一转轴341的转动,第一转轴341带动齿轮350的转动,从而驱动辅助板210带动储料盒220的移动,使得第二隔层置于出料板100处,第二隔层装满后,主动拨盘310再驱动槽轮320转动一次,从而使得第三隔层置于出料板100处,直至最后一隔层装满。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1