一种弹性滚压装置的制作方法
[0001]
本实用新型涉及一种弹性滚压装置,尤其是一种薄片带材拼接用弹性滚压装置,属于印刷包装设备技术领域。
背景技术:
[0002]
在印刷包装机械设备中,当包装材料以带卷形式参与加工时,部分包装材料需要采用无胶拼接装置实现新、旧两条包装带材的接续。无胶拼接装置是将其两个滚压模的两压合面以同速相向转动的方式,对进入两压合面的新、旧带材进行压合而完成接续。现有的拼接装置包含一对分别安装在旋转辊上的滚压模,由于两个滚压模工作时是刚性滚动挤压,不可避免地会因应力的存在而导致两压合面磨损或产生凹痕,引起滚压模对包装材料过盈挤压力度不足,从而影响新、旧带材的压合效果,为此现有技术需要经常更换滚压模,不仅影响工作效率,还增加维护成本,同时会将冲击和振动力传给紧固螺钉,造成应力集中而发生紧固螺钉变形、折断,甚至造成滚压模脱出而发生安全事故,为此不得不停机更换,而且频繁故障、更换将影响工作效率、存在安全隐患。因此,有必要对现有技术加以改进。
技术实现要素:
[0003]
本实用新型针对现有技术的不足,提供了一种性能可靠、耐用性高的弹性滚压装置。
[0004]
本实用新型通过下列技术方案实现:一种弹性滚压装置,包括相对转动的两个辊,分别设置在两个辊上的滚压模,其特征在于两个辊中的至少一个辊的滚压模与辊之间设有弹性垫,以便通过弹性垫消除刚性滚动挤压产生的应力,减少两压合面磨损或产生凹痕,确保新、旧带材的压合效果。
[0005]
所述弹性垫形状与滚压模底部形状相适应,以便两个滚压模同速反相转动挤压时,使弹性垫被挤压变形,消除应力集中,之后再通过弹性垫的回弹力确保两个滚压模在压合过程中,对新、旧两带材具有足够的挤压力度,确保新、旧两带材顺利压合接续。
[0006]
所述弹性垫与辊之间设有支撑垫,该支撑垫的径向两侧分别设有向上翘的侧边,用于限制弹性垫向两侧边过度变形,防止弹性垫两侧边外延。
[0007]
所述弹性垫中部设置凹槽,以便在两滚压模相对压合时,使弹性垫上方的滚压模模面与相对的滚压模模面之间的接触位置受力均匀。
[0008]
所述弹性垫及其下方的支撑垫和辊上设有径向通孔,弹性垫上方的滚压模模面设为圆弧形、模底中部设有t形通槽,紧固螺钉的螺帽滑动置于所述t形通槽中、螺杆依次穿过弹性垫、支撑垫、辊上的径向通孔向下延伸后与螺母相螺接,使滚压模、弹性垫、支撑垫紧固于辊上,以便通过弹性垫形成的预紧力,使两个滚压模相对压合新、旧两带材时,快速对带材形成足够的挤压力度,减少应力对带材造成的冲击。
[0009]
滚压模底部与弹性垫表面结合位置、弹性垫底部与支撑垫表面结合位置、支撑垫底部与辊结合位置,均设为中间高、两边缘低的斜面,其中:
[0010]
位于挤压开始端的斜面为入端斜面,该入端斜面与两个滚压模挤压开始的接触点至辊心的连线之间的夹角为75~105
°
;
[0011]
位于挤压结束端的斜面为出端斜面,该出端斜面与两个滚压模挤压结束的接触点至辊心的连线之间的夹角为75~105
°
;
[0012]
以便在两个滚压模相对挤压时有效避开应力集中,确保紧固螺钉不会变形、折断。
[0013]
所述弹性垫或者弹性垫和支撑垫两侧边,分别延伸至两个滚压模挤压开始的接触点至辊心的连线、挤压结束的接触点至辊心的连线的外侧。
[0014]
所述两根辊上的滚压模模面均设为平滑面,或者均设为带若干凸齿的齿面,或者均设为带若干凹凸齿的齿面,或者其中之一的模面设为平滑面,另一个的模面设为带若干凹凸齿或若干凸齿的齿面,以便对进入两压合面的新、旧带材进行高效压合接续。
[0015]
所述两个辊的辊轴分别与各自的动力机相连,以便在各自动力机带动下转动而完成对新、旧两带材的压合接续。
[0016]
所述两个辊中的其中一个辊轴与动力机相连,该辊轴上设有主动齿轮,另一个辊轴上设有与主动齿轮相啮合的从动齿轮,以便在动力机带动下通过主动、从动齿轮使两个辊同步转动,进而带动滚压模完成对对新、旧两带材的压合接续。
[0017]
本实用新型具有下列优点和效果:采用上述方案,可在两个滚压模相对挤压时,通过弹性垫或者弹性垫及支撑垫,从根本上解决刚性滚动挤压产生的应力集中,减少两个滚压模压合面磨损或产生凹痕,延长装置使用寿命,确保新、旧带材的压合效果,再通过各个结合位置的斜面设置,解决因应力集中而造成紧固螺钉变形、折断的问题,避免因连接件变形、折断等事故的发生,而影响生产,甚至发生安全事故等,确保新、旧带材的压合效果,保障安全生产。
附图说明
[0018]
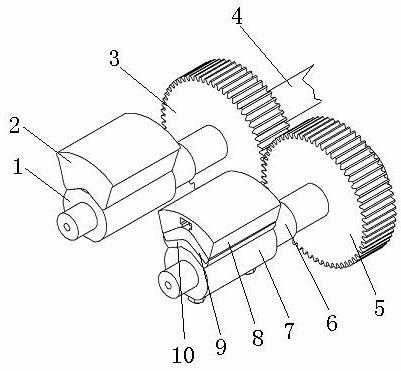
图1是本实用新型在无胶带拼接装置上应用的结构示意图;
[0019]
图2是图1中的辊2及其上的滚压模8、弹性垫、支撑垫连接图;
[0020]
图3是两个滚压模接触开始示意图;
[0021]
图4是两个滚压模接触结束示意图。
具体实施方式
[0022]
下面结合附图对本实用新型做进一步描述。
[0023]
本实用新型提供的弹性滚压装置,包括相对转动的两个辊1、7,分别设置在两个辊1、7上的滚压模,其中:辊1的辊轴4与动力电机(图中没有给出)相连,该辊轴4上设主动齿轮3,辊7的辊轴6上设有与主动齿轮3相啮合的从动齿轮5,可在动力电机带动下通过主动、从动齿轮3、5使两个辊1、7同步转动,进而带动两个滚压模2、8转动;
[0024]
所述两个辊1、7中的辊7的滚压模8与辊7之间设有弹性垫9和支撑垫10;所述弹性垫9形状与滚压模8底部形状相适应,所述支撑垫10的径向两侧分别设有向上翘的侧边101,用于限制弹性垫9向两侧边过度变形,防止弹性垫两侧边外延;所述弹性垫9中部设置凹槽91,以便在两滚压模相对压合时,使弹性垫9上方的滚压模8模面与相对的滚压模2模面之间的接触位置受力均匀;所述弹性垫9及其下方的支撑垫10和辊7上设有径向通孔,弹性垫9上
方的滚压模8模面设为圆弧形、模底中部设有t形通槽81,紧固螺钉11的螺帽滑动置于所述t形通槽81中、螺杆依次穿过弹性垫9、支撑垫10、辊7上的径向通孔向下延伸后与螺母12相螺接,使滚压模8、弹性垫9、支撑垫10紧固于辊7上,以便通过弹性垫9形成的预紧力,使两个滚压模2、8相对压合新、旧两带材时,快速对带材形成足够的挤压力度,减少应力对带材造成的冲击;所述滚压模8底部与弹性垫9表面结合位置、弹性垫9底部与支撑垫10表面结合位置、支撑垫10底部与辊7结合位置,均设为中间高、两边缘低的斜面14,其中:位于挤压开始端的斜面14为入端斜面,该入端斜面与两个滚压模挤压开始的接触点13至辊心的连线15之间的夹角α为85
°
;位于挤压结束端的斜面17为出端斜面,该出端斜面与两个滚压模挤压结束的接触点16至辊心的连线18之间的夹角β为85
°
;以便在两个滚压模2、8相对挤压时有效避开应力集中,确保紧固螺钉11不会变形、折断;所述弹性垫9和支撑垫10两侧边,分别延伸至两个滚压模2、8挤压开始的接触点13至辊心的连线15、挤压结束的接触点16至辊心的连线18的外侧。
[0025]
所述两根辊1、7上的滚压模2、8中,滚压模2的模面设为平滑面,滚压模8的模面设为带若干凹、凸齿的齿面,以便对进入两压合面的新、旧带材进行高效压合接续。
[0026]
所述辊1及其上的滚压模的连接为常规连接,即通过径向的螺栓19及螺母进行连接,其中螺栓19的内端穿过辊1上对应的径向通孔与滚压模2上的螺孔相螺接,使滚压模2径向固定在辊1上;或者与辊7及其上的滚压模8相同,也通过径向的螺栓与螺母进行连接。
[0027]
工作时,两个滚压模2、8同速反相转动挤压时,使弹性垫9被挤压变形,消除应力集中,之后再通过弹性垫9的回弹力确保两个滚压模2、8在压合过程中,对新、旧两带材具有足够的挤压力度,确保新、旧两带材顺利压合接续。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1