自动装箱机吸盘架装置的制作方法
1.本实用新型属于冶金机械设备领域,更具体地说,涉及一种自动装箱机吸盘架装置。
背景技术:
2.目前铜电解所用的铜电解种板剥片机组,通过铜电解种板剥片机组剥下的始极片需要通过自动装箱机进行装箱,把机组剥下的始极片装到托盘中运走,为了实现始极片的自动装箱,设计了自动装箱机,为了保证装箱的顺利进行,现急需一种可用来抓取始极片的自动装箱机吸盘装置。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术的不足,提供一种结构紧凑、安装方便、使用灵活的自动装箱机吸盘架装置,具体方案如下:
4.本实用新型是一种自动装箱机吸盘架装置,其特点是:包括矩形吸盘架本体,在矩形吸盘架本体四个拐角处的外侧设有压平始极片四角的压平装置,在呈对角线分布的矩形吸盘架本体拐角处设有与自动装箱机移动小车上导向套配合的竖向导向杆,竖向导向杆向上设置;在矩形吸盘架本体的中心处设有与自动装箱机移动小车气缸活塞杆端部铰接的连接座,在连接座的底部向下设有若干吸起始极片的吸盘组件。
5.本实用新型所要解决的技术问题还可以通过以下的技术方案来进一步实现,在矩形吸盘架本体上设有竖向导向杆通过的导向杆通过孔。
6.本实用新型所要解决的技术问题还可以通过以下的技术方案来进一步实现,所述竖向导向杆向下伸出矩形吸盘架本体的一端车有外螺纹,在竖向导向杆上设有与外螺纹配合的锁紧螺母。
7.与现有技术相比,本实用新型的有益效果为:
8.1、本实用新型通过连接座上销轴与自动装箱机移动小车上气缸配合安装,通过气缸驱动,实现矩形吸盘架本体的上下移动;
9.2、本实用新型设有对角的两个导向套,导向套配合自动装箱机上吸盘架装置工作时,保证吸盘架装置上下直线运动,延长气缸寿命;
10.3、本实用新型装置还可以用于移动其他与始极片类似的板状部件的移动小车,应用范围广,使用灵活。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
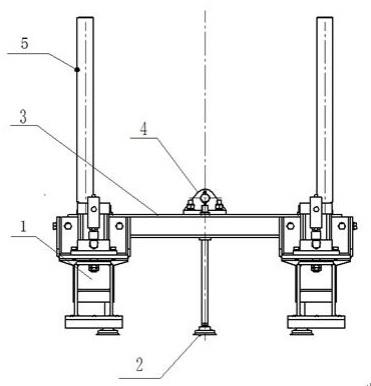
12.图1为本实用新型的一种结构示意图;
13.图2为图1的俯视结构示意图;
14.图3为图1的左视结构示意图。
具体实施方式
15.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
16.一种自动装箱机吸盘架装置,包括矩形吸盘架本体3,在矩形吸盘架本体3四个拐角处的外侧设有压平始极片四角的压平装置1,在呈对角线分布的矩形吸盘架本体拐角处设有与自动装箱机移动小车上导向套配合的竖向导向杆5,竖向导向杆5向上设置;在矩形吸盘架本体的中心处设有与自动装箱机移动小车气缸活塞杆端部铰接的连接座4,在连接座4的底部向下设有若干吸起始极片的吸盘组件2。在矩形吸盘架本体上设有竖向导向杆通过的导向杆通过孔。所述竖向导向杆向下伸出矩形吸盘架本体的一端车有外螺纹,在竖向导向杆上设有与外螺纹配合的锁紧螺母6。所述矩形吸盘架本体四个角各设有一个压平装置,四个压平装置两两对应、对称设置在矩形吸盘架本体外侧四角,所述吸盘组件平行设有两排,一排上对齐设有三个吸盘,所述两个导向柱分别设置在矩形吸盘架本体对角线上。安装时两个导向柱位于矩形吸盘架本体上方,与矩形吸盘架本体上导向杆通过孔配合安装,矩形吸盘架本体中心处设有连接座,连接座上铰接处设有销轴,销轴一端设有开口销。
17.本实用新型在自动装箱机上使用时,通过连接座与自动装箱机移动小车上的气缸活塞杆端头铰接联接,两根导向柱分别与移动小车上导向套配合安装,导向柱与导向套之间是间隙配合,通过导向柱与导向套配合保证吸盘架上下做直线运动、延长气缸寿命。
18.工作时,当剥片机剥离始极片后,自动装箱机开始工作,移动小车到达吸片工序,移动小车上气缸活塞杆伸出,带动吸盘架装置向下运动,吸盘架装置上吸盘到达始极片,六个吸盘同时吸真空,吸盘吸起始极片,移动小车上气缸活塞杆缩回,然后移动小车启动,返回装箱工序,六个吸盘同时破坏真空,始极片落到托盘,完成始极片的装箱,始极片装箱机完成一个工作循环。等下一个始极片剥下后,自动装箱机开始下一个工作循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1