自动装片装置的制作方法
1.本发明涉及热释光剂量盒制造技术领域,尤其涉及一种自动装片装置。
背景技术:
2.热释光剂量计是利用热致发光原理记录累积辐射剂量的一种器件。热释光剂量计将接收照射的这种剂量计加热,并用光电倍增管测量热释光输出,即可读出辐射剂量值。优点是即使搁置很长时间后,其读数衰减很少。此外,可制成各种形状的胶片佩章,以供个人剂量监测使用。
3.目前,热释光剂量盒采用人工装配热释光片至剂量盒的方式,工作效率较低,人力成本相对较大。
技术实现要素:
4.本发明的主要目的在于提供一种自动装片装置,旨在提高热释光片的装配效率,并降低生产制造的成本。
5.为实现上述目的,本发明提出一种自动装片装置,用于装热释光片至剂量盒中,所述自动装片装置包括:
6.机座;
7.承载治具,设于所述机座上,以用于固定剂量盒;
8.取片机构,安装于所述机座上,以用于取热释光片;以及
9.移动机构,设置于所述机座上,所述移动机构与所述取片机构驱动连接,所述移动机构用于驱动所述取片机构自取料位置移动至装片位置,以将热释光片装入至剂量盒中。
10.可选地,所述取片机构包括固定块及设于所述固定块上的吸嘴,所述固定块设于所述移动机构上,所述吸嘴与气源连通并用于吸附位于所述取料位置的热释光片。
11.可选地,所述移动机构包括x轴机构、y轴机构和z轴机构,所述x轴机构通过支撑架设置于所述机座上,以用于驱动所述取片机构沿所述机座的长度方向移动;所述z轴机构设于所述x轴机构上,以用于驱动所述取片机构沿所述机座的高度方向移动;所述y轴机构设于所述机座上,且所述承载治具安装于所述y轴机构上,所述y轴机构用于驱动所述承载治具沿所述机座的宽度方向移动。
12.可选地,所述自动装片装置还包括检测机构,所述检测机构设于所述机座上,以用于检测所述承载治具上的剂量盒中热释光片是否存在漏装或错位。
13.可选地,所述检测机构为ccd相机,以用于采集所述承载治具上剂量盒的图像信号。
14.可选地,所述自动装片装置还包括控制器及与所述控制器电连接的推移机构,所述控制器设于所述机座内,所述推移机构设置于所述机座上并位于所述承载治具一侧,所述控制器与所述ccd相机电连接,以用于根据所述图像信号控制所述推移机构推移所述承载治具上的剂量盒至下料位置。
15.可选地,所述控制器还与所述移动机构电连接,以用于控制所述移动机构工作。
16.可选地,所述自动装片装置还包括上料机构,所述上料机构设于所述机座上,以用于放置热释光片。
17.可选地,所述上料机构为振动盘上料器。
18.可选地,所述自动装片装置还包括防护罩,所述防护罩罩设于所述机座上方,所述防护罩上设有报警器和风扇,所述报警器与所述控制器、所述风扇与所述控制器分别电连接;
19.所述控制器,还用于控制所述报警器和所述风扇工作。
20.在本发明的技术方案中,由于该自动装片装置包括机座、承载治具、取片机构和移动机构;承载治具设于机座上,以用于固定剂量盒;取片机构安装于机座上,以用于取热释光片;移动机构设置于机座上,移动机构与取片机构驱动连接,移动机构用于驱动取片机构自取料位置移动至装片位置,以将热释光片装入至剂量盒中,实现了自动装配热释光片至剂量盒的功能,提高了装片效率,减少了大量的装配时间,降低了生产制造的成本。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
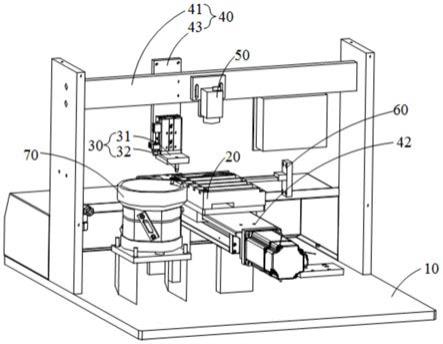
22.图1为本发明自动装片装置一实施例的结构示意图;
23.图2为本发明自动装片装置一实施例(不包括防护罩)的结构示意图。
24.附图标号说明:
25.10、机座;20、承载治具;30、取片机构;40、移动机构;31、固定块;32、吸嘴;41、x轴机构;42、y轴机构;43、z轴机构;50、ccd相机;60、推移机构;70、振动盘上料器;80、防护罩;81、报警器;82、风扇。
26.本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
29.另外,若本发明实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,若全文中出现的“和/或”的含义为,包括三个并列的方案,以“a和/或b”为例,包括
a方案,或b方案,或a和b同时满足的方案。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
30.本发明提出一种自动装片装置,用于装热释光片至剂量盒中,也可适用于其他需要装片的应用场景。
31.参照图1及图2,在本发明一实施例中,该自动装片装置包括机座10、承载治具20、取片机构30和移动机构40;承载治具20设于机座10上,以用于固定剂量盒;取片机构30安装于机座10上,以用于取热释光片;移动机构40设置于机座10上,移动机构40与取片机构30驱动连接,移动机构40用于驱动取片机构30自取料位置移动至装片位置,以将热释光片装入至剂量盒中。
32.本实施例中,机座10可由多个不锈钢或铝合金等金属材料制成的部件组装而成,也可以是塑胶件与金属件的组件,能起到一定的支撑作用即可,此处不做具体限定。
33.承载治具20可根据剂量盒的大小设置,其固定位的形状可与剂量盒做仿形设计,可设计为供一个剂量盒固定的固定位;当然,为了提高加工效率,也可设计为供多个剂量盒同时固定的固定位,此处不限定承载治具20的具体形状和大小。
34.取片机构30可采用夹块夹取或真空吸嘴吸取等方式来实现取放热释光片的功能,此处对其具体结构不做限定。
35.移动机构40可沿x轴、y轴、z轴三个方向移动,可为滑动结构或移动机器人等,可采用电机或气缸等作为其驱动件。
36.在本发明的技术方案中,由于该自动装片装置包括机座10、承载治具20、取片机构30和移动机构40;承载治具20设于机座10上,以用于固定剂量盒;取片机构30安装于机座10上,以用于取热释光片;移动机构40设置于机座10上,移动机构40与取片机构30驱动连接,移动机构40用于驱动取片机构30自取料位置移动至装片位置,以将热释光片装入至剂量盒中,实现了自动装配热释光片至剂量盒的功能,提高了装片效率,减少了大量的装配时间,降低了生产制造的成本。
37.为了避免对热释光片造成破坏,并进一步地提升该自动装片装置的装配效率,参照图2,在一实施例中,取片机构30可包括固定块31及设于固定块31上的吸嘴32,固定块31设于移动机构40上,吸嘴32与气源连通并用于吸附位于取料位置的热释光片。
38.主要参考图2,移动机构40包括x轴机构41、y轴机构42和z轴机构43,x轴机构41通过支撑架设置于机座10上,以用于驱动取片机构30沿机座10的长度方向移动;z轴机构43设于x轴机构41上,以用于驱动取片机构30沿机座10的高度方向移动;y轴机构42设于机座10上,且承载治具20安装于y轴机构42上,y轴机构42用于驱动承载治具20沿机座10的宽度方向移动。如此,可提高取片机构30的移动速率,并扩大取片机构30和承载治具20的活动范围,进一步地提升了生产效率。
39.本实施例中,x轴机构41可配置丝杆进行传动,y轴机构42也可配置丝杆进行传动,z轴机构43可配置同步轮进行传动,此处不限。
40.为了避免漏装或错装热释光片,以提升产品的质量,参考图2,在一实施例中,自动装片装置还可包括检测机构,检测机构设于机座10上,以用于检测承载治具20上的剂量盒中热释光片是否存在漏装或错位。
41.本实施例中,检测机构可为ccd相机50,以用于采集承载治具20上剂量盒的图像信号。
42.进一步地,参考图2,在一实施例中,自动装片装置还可包括控制器(图未示出)及与控制器电连接的推移机构60,控制器设于机座10内,推移机构60设置于机座10上并位于承载治具20一侧,控制器与ccd相机50电连接,以用于根据图像信号控制推移机构60推移承载治具20上的剂量盒至下料位置。
43.其中,控制器可为单片机、dsp及fpga等微处理器,此处不限。推移机构60可采用电机或气缸等驱动件,其执行器件可为推块,推块可设置于滑槽中,推块与驱动件的驱动端驱动连接。
44.本实施例中,控制器还与移动机构40电连接,以用于控制移动机构40工作。
45.其工作流程为,可先将装有多套待组装剂量盒的承载治具20人工放入至自动装片机的机座10上;再在振动盘上料器70上放入需要装配的热释光片;然后,按下启动按钮(启动按钮可设置于机壳上,其与控制器电连接),承载治具20到达目标位置后,吸嘴32从振动盘上料器70中吸取热释光片胶粒放入剂量盒中;此过程中,y轴机构42前进一个工位,ccd相机50开始检测,若产品合格则推移机构60动作将剂量盒推入,产品不良则不推入;同时上个工位的热释光片胶粒取放同步进行;y轴机构42继续前进一个工位,ccd相机50检测,推移机构60再推入第二套剂量盒,直到多套产品组装完成,承载治具20回到初始位,如此循环。
46.为了进一步地提升该自动装片装置的生产效率,在一实施例中,参考图2,该自动装片装置还可包括上料机构,上料机构设于机座10上,以用于放置热释光片。
47.本实施例中,上料机构可为振动盘上料器70,振动盘上料器70可将热释光片振动至一定高度,以方便吸嘴32吸取单个热释光片。
48.此外,在一些实施例中,参考图1,自动装片装置还包括防护罩80,防护罩80罩设于机座10上方,防护罩80上设有报警器81和风扇82,报警器81与控制器、风扇82与控制器分别电连接;控制器,还用于控制报警器81和风扇82工作。
49.可以理解的是,报警器81可提高该装自动装片装置的安全性,风扇82可以加速防护罩80内的空气流动,以对发热机构进行散热降温处理。
50.以上所述仅为本发明的可选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1