一种馄饨机成型装盒一体化机头及成型装盒方法与流程
本发明属于食品机械领域,尤其涉及一种馄饨机成型装盒一体化机头及成型装盒方法。
背景技术:
1、馄饨是一种传统美食,由于其包制复杂,长久以来一直未实现机械化生产,随着食品加工机械的不断发展,近年来馄饨自动生产设备终于得到实现,但是发展还不完善,其仅仅实现了自动包制过程,而应用于实际生产时,依然存在很多问题,如缺少自动装盒机构,使用时依然需要人工将包制好的馄饨进行装盒打包,才能上市,并没有实现完全的自动化生产,生产效率还有待于进一步的提高,才能满足规模化的生产制造的需求。
技术实现思路
1、本发明的目的在于提供一种馄饨机成型装盒一体化机头,该机头可以在成型馄饨的同时完成自动化装盒操作,实现馄饨的高效自动化生产。
2、提供一种馄饨成型装盒方法,是本发明的另一个目的。
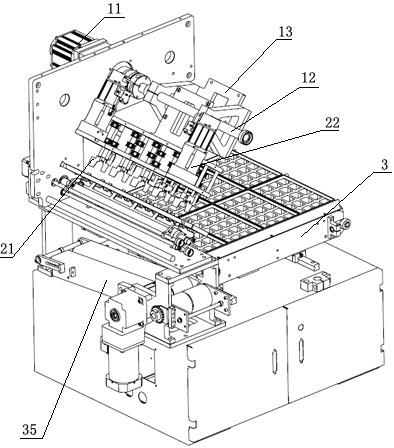
3、为实现上述目的,本发明的技术方案是,一种馄饨机成型装盒一体化机头,包括成型机构、摆动机构、托盒运送系统,
4、所述摆动机构安装在馄饨机上,摆动机构带动成型机构围绕转轴在两个摆动位置往返运动,两个摆动位置分别为成型位置和装盘位置,所述成型位置位于馄饨机的馄饨待成型位置上侧,装盘位置位于托盒运送系统上侧;
5、所述成型机构安装在摆动机构上,包括若干组捏合爪组件,所述捏合爪组件,包括相互配合的左捏合爪、右捏合爪,成型机构在成型位置利用左、右捏合爪捏合成型包裹馅料的面皮制作馄饨,并保持两捏合爪捏合状态夹带馄饨移动,直至摆动机构移动到装盘位置,向托盒运送系统释放馄饨,
6、所述托盒运送系统,用于承载托盒接纳成型机构递送的馄饨并运送托盒。
7、所述捏合爪组件由驱动装置驱动配合,所述驱动装置为伺服电机,伺服电机驱动单个捏合爪或者驱动若干个捏合爪组件。
8、所述摆动机构,包括伺服电机,与伺服电机轴连接的转轴,安装在转轴上的安装架,安装架用于安装成型机构。
9、还包括一个下压装置,用于安装成型机构,固定连接在安装架上,下压装置用于使成型机构沿安装平面往复移动,使成型机构携带捏合的馄饨进入托盒。
10、优选的,所述下压装置为一个带有驱动的直线滑台模组。
11、还包括一个辅助脱离装置,安装在安装架上,为一个作用于馄饨的部件,用于辅助馄饨与成型机构的捏合爪脱离。
12、辅助脱离装置为一个驱动装置沿直线往复驱动拨杆,拨杆位置正对馄饨位置,驱动装置为带有驱动的直线滑台模组或气缸。
13、辅助脱离装置为一个与气源连接的喷气嘴,喷气嘴安装在安装架上,朝向馄饨位置。
14、所述托盒运送系统,用于承载运送托盒,托盒用于收纳制作好的馄饨,包括架体、由电机驱动的丝杠副、皮带架、所述丝杠副的滑动块固定连接在皮带架下部,丝杠副的电机及丝杠安装在架体上,用于驱动皮带架横移,所述皮带架前后端设置有皮带辊,前后皮带辊上环绕设置有皮带,任一皮带辊由伺服电机驱动。
15、所述皮带上间隔设置有托盒卡条,用于卡住托盒。
16、所述皮带辊上间隔平行设置有若干皮带,两条皮带对应一个托盒,还包括一个由气缸往复驱动的托架,安装在架体上,设置在两皮带之间,用于承托托盒,气缸活塞杆最大行程位置,托架前伸出皮带架,气缸活塞杆最小行程位置,托架位于皮带架内。
17、本发明的成型装盒一体化机头,可以实现馄饨的捏合成型操作,并在捏合后直接自动化装盒,实现馄饨生产全程自动化。
18、一种馄饨成型装盒方法,包括如下步骤,
19、a、在馄饨机上设置一个摆动机构,摆动机构通过一个下压机构安装成型机构,摆动机构带动成型机构围绕转轴在两个摆动位置之间往返运动,两个摆动位置分别为成型位置和装盘位置,成型位置对应馄饨机制作的包有馅料的面皮等待成型的位置,装盘位置对应一个用于运送托盒的托盒运送系统;
20、b、成型机构为两个配合捏合的捏合爪组件,捏合爪组件在成型位置捏合包有馅料的面皮,成型馄饨,成型后保持捏合爪组件处于捏合状态,直至带动成型后的馄饨到达装盘位置,此时托盒运送系统上的托盒的托盒槽与捏合爪组件对应,下压装置带动成型组件下移,将馄饨带入托盒槽中,释放馄饨并复位;
21、c、托盒运送系统利用运输皮带运送托盒离开,并利用丝杠副使运输皮带横移,带动其上的托盒横移接纳成型机构带入的馄饨,直至托盒横排装满后,运输皮带向前移动一个位置继续托盒下一横排的装载。
22、本发明的方法可以实现馄饨捏合成型、装盒的自动化操作,满足现在机械化生产需要,提高产品生产效率。
技术特征:
1.一种馄饨机成型装盒一体化机头,包括成型机构、摆动机构、托盒运送系统,
2.根据权利要求1所述的馄饨机成型装盒一体化机头,其特征在于:所述捏合爪组件由驱动装置驱动配合,所述驱动装置为伺服电机,伺服电机驱动单个捏合爪或者驱动若干个捏合爪组件。
3.根据权利要求1所述的馄饨机成型装盒一体化机头,其特征在于:所述摆动机构,包括伺服电机,与伺服电机轴连接的转轴,安装在转轴上的安装架,安装架用于安装成型机构。
4.根据权利要求1所述的馄饨机成型装盒一体化机头,其特征在于:还包括一个下压装置,用于安装成型机构,固定连接在安装架上,下压装置用于使成型机构沿安装平面往复移动,使成型机构携带捏合的馄饨进入托盒。
5.根据权利要求4所述的馄饨机成型装盒一体化机头,其特征在于:所述下压装置为一个带有驱动的直线滑台模组。
6.根据权利要求1所述的馄饨机成型装盒一体化机头,其特征在于:还包括一个辅助脱离装置,安装在安装架上,为一个作用于馄饨的部件,用于辅助馄饨与成型机构的捏合爪脱离。
7.根据权利要求6所述的馄饨机成型装盒一体化机头,其特征在于:辅助脱离装置为一个驱动装置沿直线往复驱动拨杆,拨杆位置正对馄饨位置,驱动装置为带有驱动的直线滑台模组或气缸。
8.根据权利要求6所述的馄饨机成型装盒一体化机头,其特征在于:辅助脱离装置为一个与气源连接的喷气嘴,喷气嘴安装在安装架上,朝向馄饨位置。
9.根据权利要求1所述的馄饨机成型装盒一体化机头,其特征在于:所述托盒运送系统,用于承载运送托盒,托盒用于收纳制作好的馄饨,包括架体、由电机驱动的丝杠副、皮带架、所述丝杠副的滑动块固定连接在皮带架下部,丝杠副的电机及丝杠安装在架体上,用于驱动皮带架横移,所述皮带架前后端设置有皮带辊,前后皮带辊上环绕设置有皮带,任一皮带辊由伺服电机驱动。
10.根据权利要求9所述的馄饨机成型装盒一体化机头,其特征在于:所述皮带上间隔设置有托盒卡条,用于卡住托盒。
11.根据权利要求9所述的馄饨机成型装盒一体化机头,其特征在于:所述皮带辊上间隔平行设置有若干皮带,两条皮带对应一个托盒,还包括一个由气缸往复驱动的托架,安装在架体上,设置在两皮带之间,用于承托托盒,气缸活塞杆最大行程位置,托架前伸出皮带架,气缸活塞杆最小行程位置,托架位于皮带架内。
12.一种馄饨成型装盒方法,包括如下步骤,
技术总结
本发明提供馄饨机成型装盒一体化机头及成型装盒方法,包括成型机构、摆动机构、托盒运送系统,摆动机构安装在馄饨机上,摆动机构带动成型机构围绕转轴在成型位置和装盘位置往返运动,成型机构安装在摆动机构上,包括若干组捏合爪组件,成型机构在成型位置利用左、右捏合爪捏合成型包裹馅料的面皮制作馄饨,并保持两捏合爪捏合状态夹带馄饨移动,直至摆动机构移动到装盘位置,向托盒运送系统释放馄饨,托盒运送系统,用于承载托盒接纳成型机构递送的馄饨并运送托盒。该机头可以在成型馄饨的同时完成自动化装盒操作,实现馄饨的高效自动化生产。
技术研发人员:刘大勇,赵秋文,姜璐琦,余燕江
受保护的技术使用者:长治市凯兴机械制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!