订单处理方法、装置、设备、仓储系统及存储介质与流程
本公开涉及智能仓储,尤其涉及一种订单处理方法、装置、设备、仓储系统及存储介质。
背景技术:
1、基于机器人的仓储系统采用智能操作系统,通过系统指令实现货物的自动取出和存放,同时可以24小时不间断运行,代替了人工管理和操作,提高了仓储的效率,受到了广泛地应用和青睐。
2、常规的仓储系统,使用播种墙作为操作台拣选方案。插种墙是以订单为电子标签使用基础的播种式作业方式。播种墙每一个货格对应一个电子标签,播种墙正面每个货格的四周配备低亮度灯带条。在系统的控制下,操作员需要用扫描枪逐个扫描物品上的条形码,按货格上亮起的灯带指示,把物品放到相应的货格,同一个订单的物品放在同一个货格里;若本货格对应的订单货品已播齐,则此货格对应的背面标签红灯亮,可以打包送走。
3、然而,现有技术的货到人系统,操作流程复杂,需要人工耗费大量的时间来进行操作,订单处理效率低,且在操作员拣选物品的过程中,需要面对多个货格进行拣选,错误率高。
技术实现思路
1、本公开提供一种订单处理方法、装置、设备、仓储系统及存储介质,用以解决现有技术的货到人系统,操作流程复杂,需要人工耗费大量的时间来进行操作,订单处理效率低,且在操作员拣选物品的过程中,需要面对多个货格进行拣选,错误率高的问题。
2、第一方面,本公开提供一种订单处理方法,所述方法包括:
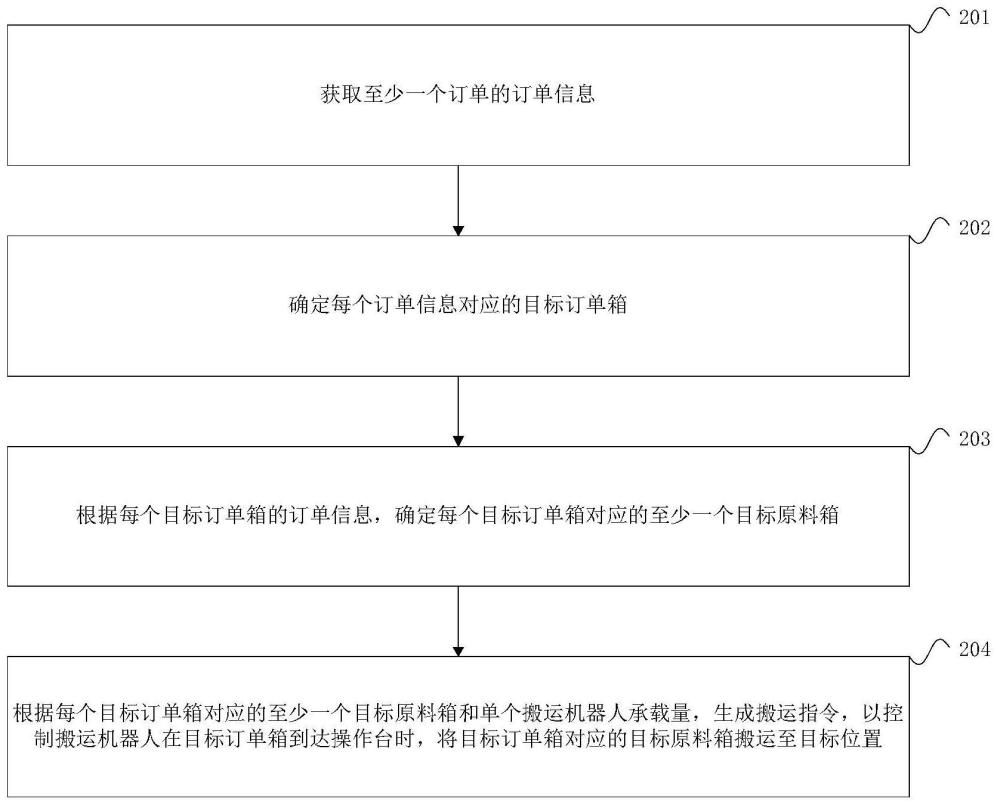
3、获取至少一个订单的订单信息,其中,每个所述订单信息包括所述订单对应的物品的种类和数量;
4、确定每个订单信息对应的目标订单箱;
5、根据每个所述目标订单箱的订单信息,确定每个目标订单箱对应的至少一个目标原料箱;
6、根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令,以控制搬运机器人在目标订单箱到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置。
7、这里,本公开提供的订单处理方法,根据每个订单对应的原料箱控制搬运机器人的搬运顺序,以实现同一订单的目标订单箱与目标原料箱的对应。针对于需要拣选的货物的订单,可以根据订单对应的物品种类和数量来首先确定目标原料箱,控制搬运机器人在在目标订单箱到达操作台时将订单对应的目标原料箱搬运到目标位置,以便操作人员在进行订单原料的拣选操作时,只需要面对一个订单箱,降低了拣选错误率,同时,搬运机器人在搬运时可一次性将操作人员正在处理的订单对应的目标原料箱搬运至操作区域,操作人员无需走动寻找原料箱,只需要将订单对应的物品从目标原料箱拣选至目标订单箱,简化了操作流程,减少了订单拣选的时间,提高了订单处理效率。
8、在一种可能的设计中,所述根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令,以控制搬运机器人在目标订单箱到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置,包括;
9、若单个目标订单箱对应的至少一个目标原料箱的总数为所述单个搬运机器人承载量的n倍,则生成第一搬运指令,以控制n个搬运机器人在目标订单箱到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置,所述n为任意正整数。
10、这里,若目标订单箱需要的目标原料箱的总数是单个搬运机器人承载量的整数倍时,可直接安排一个或多个搬运机器人在满载的情况下运输同一目标订单箱的目标原料箱,尽可能地保证搬运机器人运输的最大化,避免资源的浪费。
11、在一种可能的设计中,所述根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令,包括;
12、若单个目标订单箱对应的至少一个目标原料箱的总数不是所述单个搬运机器人承载量的整数倍,则将多个所述目标订单箱进行组合,得到目标订单箱组合,以使多个目标订单箱对应的目标原料箱的总数为所述单个搬运机器人承载量的m倍,所述m为正整数;
13、根据所述目标订单箱组合中的所有目标订单箱对应的目标原料箱的总数,生成第二搬运指令,以控制m个搬运机器人在所述目标订单箱组合到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置。
14、这里,若单个目标订单箱对应的目标原料箱的总数不是单个搬运机器人的整数倍,那么若搬运机器人全部运输该目标订单箱对应的目标原料箱,无法在满载状态下运输,因此可以将多个目标订单箱进行组合,使得搬运机器人可以在满载的情况下运输目标订单箱组合对应的所有目标原料箱,操作人员无需走动寻找原料箱,可针对目标订单箱组合对应的目标原料箱进行拣选,既简化了操作流程,减少了订单拣选的时间,提高了订单处理效率,同时保证了搬运机器人搬运的最高效率,尽可能地保证搬运机器人运输的最大化,避免资源的浪费。
15、在一种可能的设计中,所述根据所述目标订单箱组合中的所有目标订单箱对应的目标原料箱的总数,生成第二搬运指令,以控制m个搬运机器人在所述目标订单箱组合到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置,包括:
16、根据所述目标订单箱组合中的所有目标订单箱对应的目标原料箱的总数、以及每个目标订单箱到达操作台的先后顺序,生成第二搬运指令,以控制m个搬运机器人在所述目标订单箱组合到达操作台时,按照每个目标订单箱到达操作台的先后顺序,将所述目标订单箱对应的目标原料箱搬运至目标位置。
17、其中,当搬运机器人在运输目标订单箱组合对应的目标原料箱时,可以根据目标订单箱组合中每个目标订单箱到达操作台的先后顺序,控制搬运机器人的搬运顺序,从而操作人员在对组合内的目标订单箱操作时,对应目标位置上搬运机器人搬运过来的是单个目标订单箱对应的目标原料箱,防止目标订单箱组合对应的目标原料箱顺序混乱,操作人员无需在混乱的目标原料箱中进行拣选,进一步地提高了订单处理效率。
18、在一种可能的设计中,所述将多个所述目标订单箱进行组合,得到目标订单箱组合,以使多个目标订单箱对应的目标原料箱的总数为所述单个搬运机器人承载量的m倍,包括:
19、将包括至少一个相同种类物品的目标订单箱进行组合,得到目标订单箱组合,以使多个目标订单箱对应的目标原料箱的总数为所述单个搬运机器人承载量的m倍。
20、其中,本公开在对目标订单箱进行组合时,将相同种类物品的目标订单箱进行组合,一方面可以减少搬运机器人的搬运距离,另一方面方便了操作人员的拣选操作,进一步的提高了订单处理效率。
21、在一种可能的设计中,所述根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令,还包括:
22、若单个目标订单箱对应的至少一个目标原料箱的总数不是所述单个搬运机器人承载量的整数倍,且所述目标订单箱不在任一目标订单箱组合内,则生成第三搬运指令,以控制至少一个搬运机器人在目标订单箱到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置。
23、这里,针对于没有不能满足搬运机器人满载情况的订单,可以直接控制搬运机器人进行搬运,以完成全部订单的搬运。
24、在一种可能的设计中,所述将多个所述目标订单箱进行组合,得到目标订单箱组合,包括:
25、根据多个所述目标订单箱对应的目标原料箱的存放位置,和多个所述目标订单箱对应的目标原料箱的数量,将多个所述目标订单箱进行组合,得到目标订单箱组合。
26、其中,本公开根据目标订单箱对应的目标原料箱的存放位置和数量进行目标订单箱的组合,可减少搬运机器人在搬运时的路程和耗时,进一步地节省了资源,提高了订单处理效率。
27、在一种可能的设计中,所述将多个所述目标订单箱进行组合,得到目标订单箱组合,包括:
28、根据多个所述目标订单箱对应订单的处理时间,和多个所述目标订单箱对应的目标原料箱的数量,将多个所述目标订单箱进行组合,得到目标订单箱组合。
29、这里,本公开在确定目标订单箱组合中的订单时,考虑了目标订单箱对应订单的处理时间,提高了订单处理的灵活性,防止先下单或者处理时间在前的订单处理时间在后,提高了用户体验。
30、在一种可能的设计中,所述根据每个所述目标订单箱的订单信息,确定每个目标订单箱对应的至少一个目标原料箱,包括:
31、针对每个所述目标订单箱,根据所述目标订单箱对应的订单信息,确定所述目标订单箱对应的物品和每种物品的数量;
32、获取多个原料箱的原料信息,其中,所述原料信息包括每个原料箱中的物品种类和每种物品的数量;
33、根据所述目标订单箱对应的物品和每种物品的数量,以及所述多个原料箱的原料信息,确定每个目标订单箱对应的至少一个目标原料箱。
34、其中,本公开通过目标订单箱对应物品和每种物品的数量以及原料箱的原料信息,实现了目标订单箱与目标原料箱的匹配,提高了订单处理的准确性和效率。
35、在一种可能的设计中,所述根据所述目标订单箱对应的物品和每种物品的数量,以及所述多个原料箱的原料信息,确定每个目标订单箱对应的至少一个目标原料箱,包括:
36、若一个原料箱的物品种类和每种物品的数量满足所述目标订单箱对应的订单信息,则确定所述原料箱为所述目标订单箱对应的目标原料箱。
37、在一种可能的设计中,所述根据所述目标订单箱对应的物品和每种物品的数量,以及所述多个原料箱的原料信息,确定每个目标订单箱对应的至少一个目标原料箱,包括:
38、若一个原料箱的物品种类和每种物品的数量不能满足所述目标订单箱对应的订单信息,则将多个原料箱进行组合,得到目标原料箱组合,以使所述目标原料箱组合中的物品种类和每种物品的数量满足所述目标订单箱对应的订单信息;
39、确定所述目标原料箱组合中的多个原料箱为所述目标原料箱。
40、这里,本公开中一个目标订单箱可对应一个或多个目标原料箱,满足多种多样的订单需求。
41、在一种可能的设计中,所述将多个原料箱进行组合,得到目标原料箱组合,包括:
42、将多个原料箱进行组合,得到目标原料箱组合,其中,所述目标原料箱组合中的任意两个目标原料箱的存放位置之间的距离小于预设存放距离阈值。
43、其中,若一个订单对应多个原料箱,那么在确定目标原料箱时,本公开结合了不同原料箱的顺序,以减少搬运机器人的搬运距离和搬运时间,进一步地提高了订单处理效率。
44、在一种可能的设计中,所述确定每个订单信息对应的目标订单箱,包括:
45、根据所述订单信息的处理时间、物品种类或物品总数中的至少一个,确定所述至少一个订单的处理顺序;
46、根据所述处理顺序和至少一个所述订单信息,确定至少一个目标订单箱。
47、这里,本公开为每个订单箱确定对应的订单,通过订单信息的处理时间、物品种类或物品总数中的至少一个,可确定处理顺序,根据处理顺序,为每个到达操作台上的订单箱确定订单,提高了订单处理效率,操作人员可根据订单箱对应的订单及原料箱直接拣选。
48、在一种可能的设计中,在所述根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令之后,所述方法还包括:
49、根据所述订单信息,生成拣选指令,以使拣选机器人将所述目标原料箱中的物品拣选至所述目标订单箱。
50、这里,本公开实施例还可以通过拣选机器人实现将目标原料箱的物品拣选至目标订单箱的操作,减少了人力物力的浪费,进一步的提高了订单处理的效率,提高了订单处理的自动化和智能化。
51、在一种可能的设计中,所述根据所述订单信息,生成拣选指令,以使拣选机器人将所述目标原料箱中的物品拣选至所述目标订单箱,包括:
52、根据根据所述订单信息、所述目标原料箱到达所述目标位置的顺序,生成拣选指令,以使拣选机器人将所述目标原料箱中的物品拣选至所述目标订单箱。
53、这里,可控制拣选机器人按照目标原料箱到达所述目标位置的顺序进行拣选,进一步地提高了拣选效率。
54、在一种可能的设计中,在所述根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令之后,还包括:
55、获取在所述操作台上的目标订单箱的物品信息;
56、若所述目标订单箱的物品信息满足所述目标订单箱对应的订单信息,则生成传送指令,以控制传送装置将所述目标订单箱从所述操作台传送至订单完成区域。
57、其中,在订单完成之后,本公开可直接将处理好的目标订单箱传送至订单完成区域,无需人工搬运,减少了人力的浪费,提高了订单处理的自动化、智能化,进一步地提高了订单处理的效率。
58、第二方面,本公开提供一种订单处理装置,包括:
59、获取模块,用于获取至少一个订单的订单信息,其中,每个所述订单信息包括订单对应的物品种类和每种物品的数量;
60、订单箱确定模块,用于确定每个订单信息对应的目标订单箱,其中,每个所述目标订单箱对应一个订单信息;
61、原料箱确定模块,用于根据每个所述目标订单箱的订单信息,确定每个目标订单箱对应的至少一个目标原料箱;
62、搬运控制模块,用于根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令,以使当目标订单箱到达操作台时,搬运机器人将所述目标订单箱对应的目标原料箱搬运至目标位置。
63、在一种可能的设计中,所述搬运控制模块具体用于:
64、若单个目标订单箱对应的至少一个目标原料箱的总数为所述单个搬运机器人承载量的n倍,则生成第一搬运指令,以控制n个搬运机器人在目标订单箱到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置,所述n为任意正整数。
65、在一种可能的设计中,所述搬运控制模块还包括:
66、订单箱组合模块,用于若单个目标订单箱对应的至少一个目标原料箱的总数不是所述单个搬运机器人承载量的整数倍,则将多个所述目标订单箱进行组合,得到目标订单箱组合,以使多个目标订单箱对应的目标原料箱的总数为所述单个搬运机器人承载量的m倍,所述m为正整数;
67、组合控制模块,用于根据所述目标订单箱组合中的所有目标订单箱对应的目标原料箱的总数,生成第二搬运指令,以控制m个搬运机器人在所述目标订单箱组合到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置。
68、在一种可能的设计中,所述组合控制模块具体用于:
69、根据所述目标订单箱组合中的所有目标订单箱对应的目标原料箱的总数、以及每个目标订单箱到达操作台的先后顺序,生成第二搬运指令,以控制m个搬运机器人在所述目标订单箱组合到达操作台时,按照每个目标订单箱到达操作台的先后顺序,将所述目标订单箱对应的目标原料箱搬运至目标位置。
70、在一种可能的设计中,所述订单箱组合模块具体用于:
71、将包括至少一个相同种类物品的目标订单箱进行组合,得到目标订单箱组合,以使多个目标订单箱对应的目标原料箱的总数为所述单个搬运机器人承载量的m倍。
72、在一种可能的设计中,所述搬运控制模块还具体用于:
73、若单个目标订单箱对应的至少一个目标原料箱的总数不是所述单个搬运机器人承载量的整数倍,且所述目标订单箱不在任一目标订单箱组合内,则生成第三搬运指令,以控制至少一个搬运机器人在目标订单箱到达操作台时,将所述目标订单箱对应的目标原料箱搬运至目标位置。
74、在一种可能的设计中,所述订单箱组合模块还具体用于:
75、根据多个所述目标订单箱对应的目标原料箱的存放位置,和多个所述目标订单箱对应的目标原料箱的数量,将多个所述目标订单箱进行组合,得到目标订单箱组合。
76、在一种可能的设计中,所述订单箱组合模块还具体用于:
77、根据多个所述目标订单箱对应订单的处理时间,和多个所述目标订单箱对应的目标原料箱的数量,将多个所述目标订单箱进行组合,得到目标订单箱组合。
78、在一种可能的设计中,所述原料箱确定模块具体包括:
79、第一确定模块,用于针对每个所述目标订单箱,根据所述目标订单箱对应的订单信息,确定所述目标订单箱对应的物品和每种物品的数量;
80、第一获取模块,用于获取多个原料箱的原料信息,其中,所述原料信息包括每个原料箱中的物品种类和每种物品的数量;
81、第二确定模块,用于根据所述目标订单箱对应的物品和每种物品的数量,以及所述多个原料箱的原料信息,确定每个目标订单箱对应的至少一个目标原料箱。
82、在一种可能的设计中,所述第二确定模块具体用于:
83、若一个原料箱的物品种类和每种物品的数量满足所述目标订单箱对应的订单信息,则确定所述原料箱为所述目标订单箱对应的目标原料箱。
84、在一种可能的设计中,所述第二确定模块包括:
85、原料箱组合模块,用于若一个原料箱的物品种类和每种物品的数量不能满足所述目标订单箱对应的订单信息,则将多个原料箱进行组合,得到目标原料箱组合,以使所述目标原料箱组合中的物品种类和每种物品的数量满足所述目标订单箱对应的订单信息;
86、第三确定模块,用于确定所述目标原料箱组合中的多个原料箱为所述目标原料箱。
87、在一种可能的设计中,所述原料箱组合模块具体用于:
88、将多个原料箱进行组合,得到目标原料箱组合,其中,所述目标原料箱组合中的任意两个目标原料箱的存放位置之间的距离小于预设存放距离阈值。
89、在一种可能的设计中,所述订单箱确定模块具体用于:
90、根据所述订单信息的处理时间、物品种类或物品总数中的至少一个,确定所述至少一个订单的处理顺序;
91、根据所述处理顺序和至少一个所述订单信息,确定至少一个目标订单箱。
92、在一种可能的设计中,在所述搬运控制模块根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令之后,上述装置还包括:
93、拣选控制模块,用于根据所述订单信息,生成拣选指令,以使拣选机器人将所述目标原料箱中的物品拣选至所述目标订单箱。
94、在一种可能的设计中,所述拣选控制模块具体用于:
95、根据根据所述订单信息、所述目标原料箱到达所述目标位置的顺序,生成拣选指令,以使拣选机器人将所述目标原料箱中的物品拣选至所述目标订单箱。
96、在一种可能的设计中,在所述搬运控制模块根据每个所述目标订单箱对应的至少一个目标原料箱和单个搬运机器人承载量,生成搬运指令之后,上述装置还包括:
97、第二获取模块,用于获取在所述操作台上的目标订单箱的物品信息;
98、传送控制模块,用于若所述目标订单箱的物品信息满足所述目标订单箱对应的订单信息,则生成传送指令,以控制传送装置将所述目标订单箱从所述操作台传送至订单完成区域。
99、第三方面,本公开实施例提供一种订单处理设备,包括:至少一个处理器和存储器;
100、所述存储器存储计算机执行指令;
101、所述至少一个处理器执行所述存储器存储的计算机执行指令,使得所述至少一个处理器执行如第一方面任一项所述的方法。
102、第四方面,本公开实施例提供一种仓储系统,包括:搬运机器人、操作台以及订单处理设备,所述订单处理设备用于执行第一方面任一项所述的方法。
103、第五方面,本公开实施例提供一种计算机可读存储介质,所述计算机可读存储介质中存储有计算机执行指令,当处理器执行所述计算机执行指令时,实现如第一方面任一项所述的方法。
104、第六方面,本公开实施例提供一种计算机程序产品,包括计算机程序,该计算机程序被处理器执行时实现如第一方面任一项所述的方法。
105、本公开提供的订单处理方法、装置、设备、仓储系统及存储介质,所述方法根据每个订单对应的原料箱控制搬运机器人的搬运顺序,以实现同一订单的目标订单箱与目标原料箱的对应。针对于需要拣选的货物的订单,可以根据订单对应的物品种类和数量来首先确定目标原料箱,控制搬运机器人在在目标订单箱到达操作台时将订单对应的目标原料箱搬运到目标位置,以便操作人员在进行订单原料的拣选操作时,只需要面对一个订单箱,降低了拣选错误率,同时,搬运机器人在搬运时可一次性将操作人员正在处理的订单对应的目标原料箱搬运至操作区域,操作人员无需走动寻找原料箱,只需要将订单对应的物品从目标原料箱拣选至目标订单箱,简化了操作流程,减少了订单拣选的时间,提高了订单处理效率。
- 还没有人留言评论。精彩留言会获得点赞!