电子成型卷绕角补偿方法、系统、设备及介质与流程
本发明涉及纺织机械,具体地,涉及一种基于卷绕模型的电子成型卷绕角补偿方法,尤其涉及一种电子成型卷绕角补偿方法、系统、设备及介质。
背景技术:
1、卷绕纱线成型系统的摇架部分,一般由卷绕部分和导纱部分组成。其中,卷绕部分是指将纱线按照一定的线速度,绕到加工的纱筒上;导纱部分是指在绕线的过程中,将纱线左右导向,使得纱线在纱筒轴向均匀分布。
2、在现在的一些电子成型系统中,可以通过机械设计,控制自由纱段长度h,使得无论在什么情况下,偏差δ都非常小。但这需要在机械上做出妥协,限制了电子成型系统的推广和大规模应用。同时,对于拨叉式电子成型系统,由于机械特性,自由纱段长度h在不同的导纱位置都会有所不同,因此难以通过机械减小自由纱段长度h的方法缩小偏差δ。
技术实现思路
1、针对现有技术中的缺陷,本发明提供一种电子成型卷绕角补偿方法、系统、设备及介质。
2、根据本发明提供的一种电子成型卷绕角补偿方法、系统、设备及介质,所述方案如下:
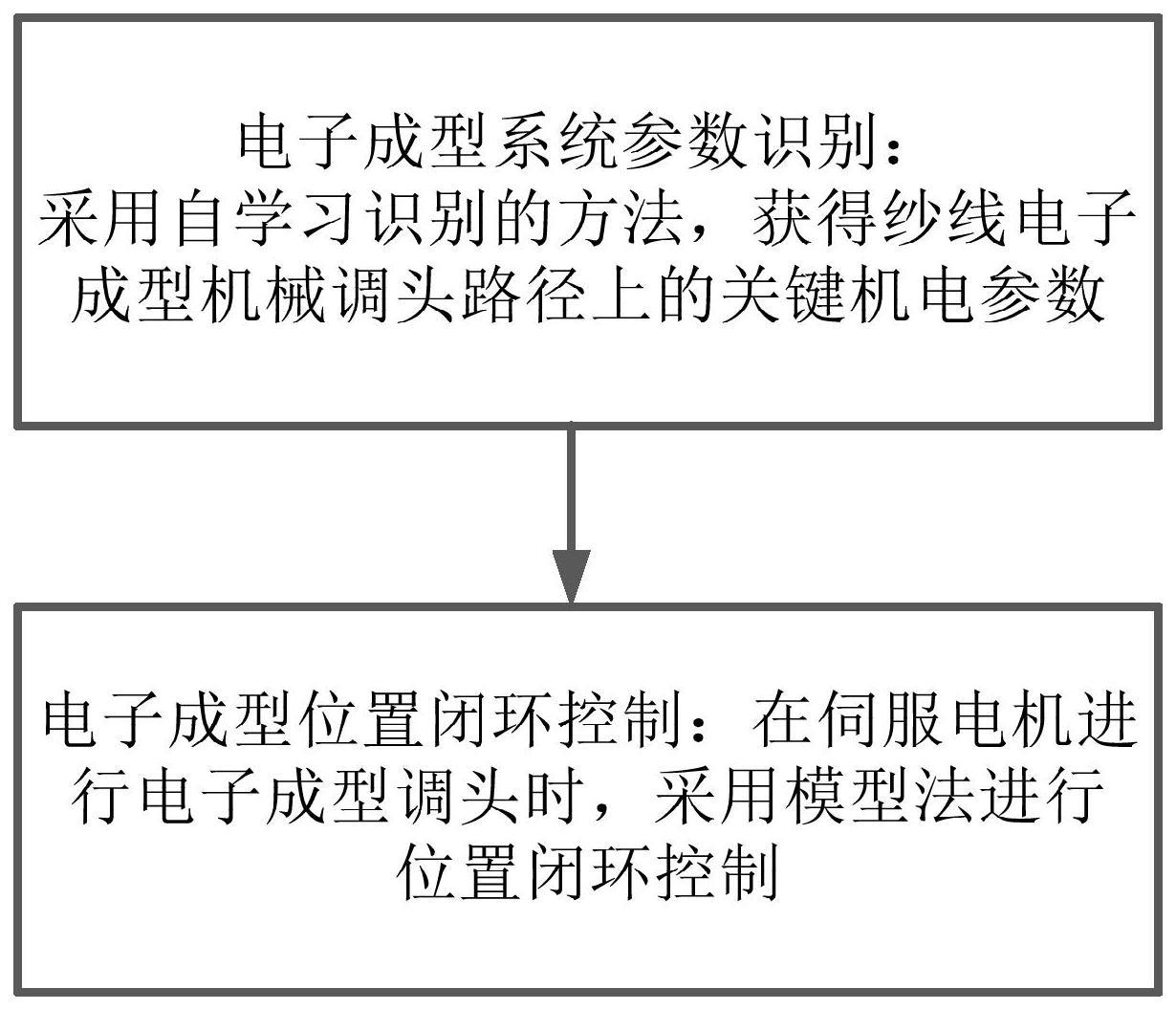
3、第一方面,提供了一种电子成型卷绕角补偿方法,所述方法包括:
4、模型特征值矩阵计算步骤:根据机械特性和纱线卷绕模型,计算不同运行状态,得到特征值矩阵;
5、基于特征值的动态卷绕角补偿步骤:根据运行状态,动态查询所述特征值矩阵,得到卷绕角补偿值的大小。
6、优选地,所述模型特征值矩阵计算步骤包括:根据设定的自由纱段长度、摇架摩擦辊支点偏移距离,按照既有的卷绕线速度、导纱嘴线速度和导纱嘴加速度分级,计算模型特征值δ1,δ2,δ3,...δn;并将这些模型特征值以卷绕线速度、导纱嘴线速度和导纱嘴加速度作为索引,组成特征值矩阵。
7、纱线成型系统中,卷绕角满足以下关系:
8、
9、其中,x代表纱线在纱筒轴向的位置;y代表纱线在纱筒径向的卷绕长度;
10、因此,有:
11、δ=h×tanβ=px-pa
12、其中,δ代表导纱嘴到纱筒的轴向距离;h代表导纱嘴到纱筒的垂直距离;pa代表纱线在纱筒上的位置,px代表导纱嘴位置。
13、在导纱嘴匀速运行过程中,由于β和h都不变,因此δ不变,处于稳定状态,即导纱嘴所在位置px领先纱线与纱筒接触点所在位置pa一段固定的距离δ。
14、在导纱嘴调头时,由于存在加减速过程,δ的稳定条件被打破;随着电机控制导纱嘴的减速,δ逐渐减小;
15、当导纱嘴速度减为零时,纱线与纱筒接触点的速度并未降低到零,而是继续沿原来的方向向前进,将此时的导纱嘴位置记为px0,导纱嘴到达最远端;
16、当纱线与纱筒接触点的速度降低为零时,将此时的纱线与纱筒接触点位置记为pa0,纱线与纱筒接触点到达最远端。将此时有以下关系:
17、δ=px0-pa0
18、按照这个方法,计算出导纱嘴最远端位置px0和纱线与纱筒接触点最远端位置pa0,并迭代出不同运行状态下的的偏差值δ1,δ2,δ3,...δn;将这些偏差值以对卷绕线速度、导纱线速度、导纱加速度作为索引,形成一个三维矩阵即特征值矩阵。
19、优选地,所述基于特征值的动态卷绕角补偿步骤包括:将当前的卷绕线速度、导纱嘴线速度和导纱嘴离散化,得到他们的级别,使之用来索引特征值矩阵中的模型特征值,并按照卷绕线速度、导纱嘴线速度和导纱嘴实际值与离散化值后的偏差,对模型特征值进行修正,得到电子成型卷绕角补偿,并将其补偿到电子成型导纱嘴动程中;每一次导纱嘴的动程规划,都执行一次动态卷绕角补偿。
20、第二方面,提供了一种电子成型卷绕角补偿系统,所述系统包括:
21、模型特征值矩阵计算模块:根据机械特性和纱线卷绕模型,计算不同运行状态,得到特征值矩阵;
22、基于特征值的动态卷绕角补偿模块:根据运行状态,动态查询所述特征值矩阵,得到卷绕角补偿值的大小。
23、优选地,所述模型特征值矩阵计算模块包括:根据设定的自由纱段长度、摇架摩擦辊支点偏移距离,按照既有的卷绕线速度、导纱嘴线速度和导纱嘴加速度分级,计算模型特征值δ1,δ2,δ3,...δn;并将这些模型特征值以卷绕线速度、导纱嘴线速度和导纱嘴加速度作为索引,组成特征值矩阵。
24、优选地,所述计算特征值矩阵包括:
25、纱线成型系统中,卷绕角满足以下关系:
26、
27、其中,x代表纱线在纱筒轴向的位置;y代表纱线在纱筒径向的卷绕长度;
28、又有:
29、δ=h×tanβ=px-pa
30、其中,δ代表导纱嘴到纱筒的轴向距离;h代表导纱嘴到纱筒的垂直距离;pa代表纱线在纱筒上的位置,px代表导纱嘴位置。
31、在导纱嘴匀速运行过程中,由于β和h都不变,因此δ不变,处于稳定状态,即导纱嘴所在位置px领先纱线与纱筒接触点所在位置pa一段固定的距离δ。
32、在导纱嘴调头时,由于存在加减速过程,δ的稳定条件被打破;随着电机控制导纱嘴的减速,δ逐渐减小;
33、当导纱嘴速度减为零时,纱线与纱筒接触点的速度并未降低到零,而是继续沿原来的方向向前进,将此时的导纱嘴位置记为px0,导纱嘴到达最远端;
34、当纱线与纱筒接触点的速度降低为零时,将此时的纱线与纱筒接触点位置记为pa0,纱线与纱筒接触点到达最远端。将此时有以下关系:
35、δ=px0-pa0
36、按照这个方法,计算出导纱嘴最远端位置px0和纱线与纱筒接触点最远端位置pa0,并迭代出不同运行状态下的的偏差值δ1,δ2,δ3,...δn;将这些偏差值以对卷绕线速度、导纱线速度、导纱加速度作为索引,形成一个三维矩阵即特征值矩阵。
37、优选地,所述基于特征值的动态卷绕角补偿模块包括:将当前的卷绕线速度、导纱嘴线速度和导纱嘴离散化,得到他们的级别,使之用来索引特征值矩阵中的模型特征值,并按照卷绕线速度、导纱嘴线速度和导纱嘴实际值与离散化值后的偏差,对模型特征值进行修正,得到电子成型卷绕角补偿,并将其补偿到电子成型导纱嘴动程中;每一次导纱嘴的动程规划,都执行一次动态卷绕角补偿。
38、第三方面,提供了一种存储有计算机程序的计算机可读存储介质,所述计算机程序被处理器执行时实现所述电子成型卷绕角补偿方法的步骤。
39、第四方面,提供了一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述计算机程序被处理器执行时实现所述电子成型卷绕角补偿方法的步骤。
40、与现有技术相比,本发明具有如下的有益效果:
41、1、本发明可以精确控制电子成型系统纱线的实际动程,有效避免了在卷绕比或卷绕角发生切换时,纱筒端面上出现网纱和台阶的风险。同时,还可以提高电子成型系统的机械适配灵活程度,对于不同的机型和厂家,能够按照此方法,快速兼容,并完成系统部署;
42、2、精确控制纱线动程,并能够实现卷绕角跳变,不会出现因卷绕角突变带来的网纱和台阶;支持分层卷绕、分段卷绕比的工艺实现,能够满足高端工艺的要求;
43、3、不依赖于机械改动,大大减小了对自由纱段长度h的要求。使得电子成型系统更具通用性,便于市场推广。
44、本发明的其他有益效果,将在具体实施方式中通过具体技术特征和技术方案的介绍来阐述,本领域技术人员通过这些技术特征和技术方案的介绍,应能理解所述技术特征和技术方案带来的有益技术效果。
- 还没有人留言评论。精彩留言会获得点赞!