一种真空电磁堆垛输送系统及真空电磁堆垛机的制作方法
1.本实用新型涉及堆垛设备技术领域,具体涉及一种真空电磁堆垛输送系统及真空电磁堆垛机。
背景技术:
2.汽车、家电行业对板料表面质量的要求越来越高,为保证无损伤收料,板料需要被无相对位移的搬运,使用皮带吸附倒垂的输送形式是效率最高的堆垛搬运方式。而由于目前有两种不同类别材质的板料需要输送,即磁性板料(钢板)以及非磁性板料(铝板),传统堆垛设备只是采用单一方式进行输送,如需要同时输送两种不同类别材质的板料,需要增设两条独立的堆垛设备才能实现,但产线的增加意味着成本增加,并且厂房的占地使用面积也需要增加,极为不便。
技术实现要素:
3.本实用新型的目的在于提供了真空电磁堆垛输送系统及真空电磁堆垛机,实现高效地进行板料输送作业。
4.为达上述目的,本实用新型的主要技术解决手段是一种真空电磁堆垛输送系统,包括采用倒垂式运输的递料输送机构以及多个真空电磁单元,多个真空电磁单元依次紧密排列布置,所述递料输送机构包括驱动电机以及平行布置的两个传送带组件,所述驱动电机的输出端与两个传送带组件相接以驱动两个传送带组件同步运转;所述真空电磁单元包括通电后产生吸附力的电磁控制组件以及真空控制组件,所述传送带组件包括传送带以及滚轴,所述滚轴与输出端相连,所述传送带绕设于电磁控制组件的外部,所述真空控制组件包括动力源部件以及真空管路,动力源部件与真空管路相连通以驱使真空管路产生吸附状态或释放状态,所述真空管路位于两个传送带组件之间,所述真空管路的底端与两传送带组件的底面之间的高低落差形成真空区域。
5.在一些实例中,所述动力源部件还包括真空风机、压缩机以及压缩空气管道,所述真空管路包括一吸风口和一进风口,所述真空风机与吸风口连通,所述压缩机与压缩空气管道相连,所述压缩空气管道与进风口连通。
6.在一些实例中,相邻两个真空管路之间还布置有一用于控制压缩空气进出的压缩空气控制元件,所述压缩空气控制元件设有两个进风端和两个出风端,两个出风端分别与两端的真空管路的进风口相连通,两个进风端朝上平行布置并与压缩空气管道相连接,所述压缩空气控制元件与总控制系统信号相接。
7.在一些实例中,所述真空电磁堆垛输送系统还包括吊装固定架,一个真空电磁单元配置有两个吊装固定架,所述真空管路的部分管体设置固定于吊装固定架中,所述真空电磁单元通过吊装固定架进行吊装固定。
8.在一些实例中,所述电磁控制组件包括电磁铁以及箱体,所述箱体的底面作为电磁吸附面,所述电磁铁装于箱体内,所述电磁铁通过线圈引出并与总控制系统信号相接,所
述电磁吸附面外部绕设所述传送带。
9.在一些实例中,所述动力源部件还包括真空管道,所述真空管道与真空风机相连通,所述真空管道引出多条支路与真空管路相连通,所述吊装固定架与真空管道的外壁固接。
10.在一些实例中,所述传送带组件还包括用于实时反馈堆垛位置的一编码器,编码器与总控制系统信号相接。
11.在一些实例中,所述总控制系统包括主控制模块、交换机以及分控模块,分控模块包括磁控吸附功能单元以及真空吸附功能单元,磁控吸附功能单元与线圈相连,真空吸附功能单元与压缩空气控制元件相连,磁控吸附功能单元以及真空吸附功能单元均与交换机信号相接,交换机与主控制模块信号相接。
12.在一些实例中,传送带组件还包括导向槽,传送带嵌装于导向槽内。
13.还提供了一种真空电磁堆垛机,采用所述真空电磁堆垛输送系。
14.本实用新型由于采用了以上的技术方案,实现以下效果:
15.1、通过同一系统设备中实现既能够采用电磁吸附方式进行运输磁性板料,也可以采用真空吸附方式进行运输非磁性板料,而且无需替换任何吸附面板即可实现,达到高效地运输效率,在本技术方案的真空电磁堆垛输送系统下,能够实现非磁性板料和磁性板料间隔交错运输。
附图说明
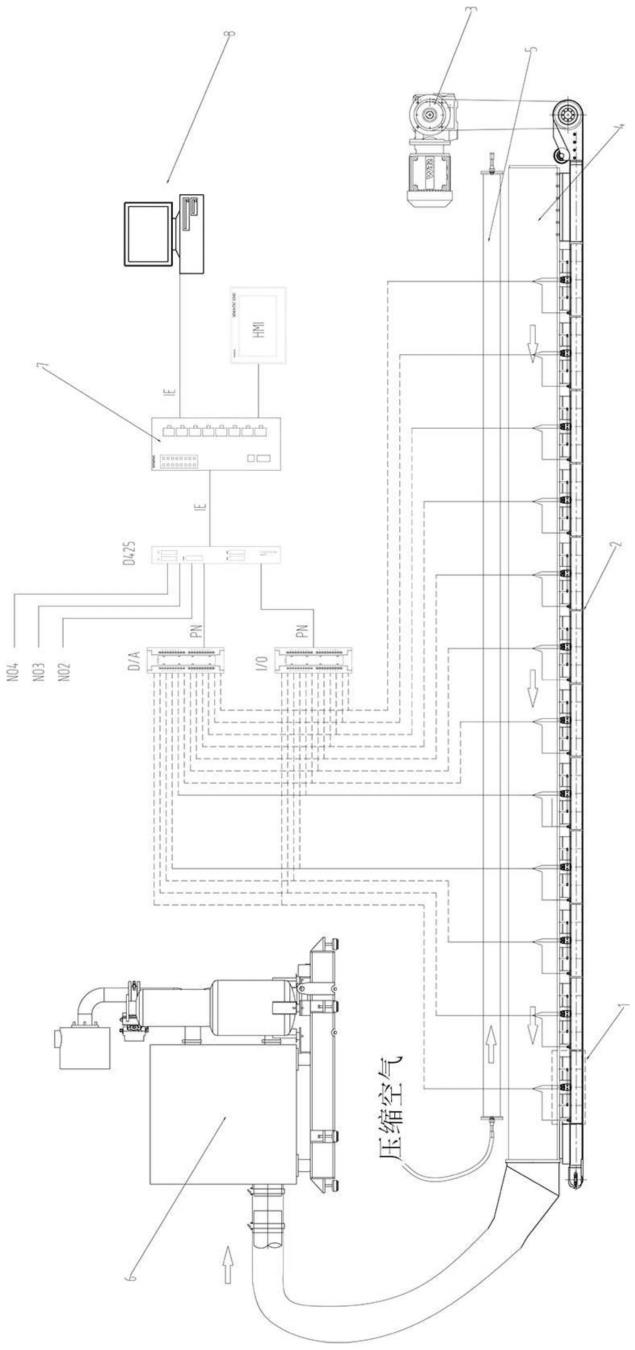
16.图1是本实用新型一实施例的结构示意图,
17.图2是图1实施例的真空电磁单元的结构示意图,
18.图3是图2实施例的截面结构示意图,
19.图中:真空电磁单元1、传送带2、驱动电机3、真空管道4、压缩空气管道5、真空风机6、交换机7、主控制模块8、压缩空气控制元件10、吊装固定架11、电磁控制组件12、真空管路13、进风口14、电磁铁15、箱体16、电磁吸附面17、真空区域18、板料19。
具体实施方式
20.以下描述用于揭露本实用新型以使本领域技术人员能够实现本实用新型。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本实用新型的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本实用新型的精神和范围的其他技术方案。
21.本领域技术人员应理解的是,在本实用新型的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本实用新型的限制。
22.可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以多个,术语“一”不能理解为对数量的限制。
23.参考本实用新型说明书附图之图1至3所示,根据本实用新型一优选实施例的一种被阐明,一种真空电磁堆垛输送系统,包括采用倒垂式运输的递料输送机构以及多个真空电磁单元1,多个真空电磁单元1依次紧密排列布置,所述递料输送机构包括驱动电机3以及平行布置的两个传送带2组件,所述驱动电机3的输出端与两个传送带组件相接以驱动两个传送带组件同步运转;所述真空电磁单元1包括通电后产生吸附力的电磁控制组件12以及真空控制组件,所述传送带组件绕设于电磁控制组件12的外部,所述真空控制组件包括动力源部件以及真空管路13,动力源部件与真空管路13相连通以驱使真空管路13产生吸附状态或释放状态,所述真空管路13位于两个传送带组件之间;本技术方案主要创新点在于通过同一系统设备中实现既能够采用电磁吸附方式进行运输磁性板料19,也可以采用真空吸附方式进行运输非磁性板料19,而且无需替换任何吸附面板即可实现,达到高效地运输效率,在本技术方案的真空电磁堆垛输送系统下,能够实现非磁性板料19和磁性板料19间隔交错运输;其中,图1所示,所述驱动电机3通过带轮与传送带组件相连,所述传送带组件包括滚轴以及传送带2,两个传送带2平行对称布置,通过一个驱动电机3驱使两个传送带2同步转动,通过电磁控制组件12产生的电磁吸附力将磁性板料19吸附在传送带2进行递料,或者通过该真空控制组件产生的负压吸附力将非磁性板料19吸附在传送带2进行递料;如图3所示,所述真空管路13的底端与两传送带组件的底面之间的高低落差形成真空区域18,当板料19放置到两个传送带2上时,并将真空区域18覆盖,进而形成相对密封空间,通过动力源部件对真空管路13进行抽取空气时,真空区域18内的空气别抽出,导致真空区域18内形成负压状态,进而达到负压吸附效果,故真空区域18相当于吸盘的效果,但本技术方案通过结构的改变进而形成该方式。
24.具体而言,动力源部件还包括真空风机6、压缩机以及压缩空气管道5,所述真空管路13包括一吸风口和一进风口14,所述真空风机6与吸风口连通,所述压缩机与压缩空气管道5相连,所述压缩空气管道5与进风口14连通;所述真空风机6用于通过真空管路13对真空区域18进行抽出空气,使得真空区域18形成负压状态,而产生真空吸附力;此外,布置压缩空气管道5是为了缓冲压缩机释放的压缩空气冲力,进而通过压缩空气管道5的缓冲,将压缩空气流速降低后输入到真空区域18内,解除负压状态后,消除真空吸附力,将板料19从传送带2脱离开。在本实施例中,相邻两个真空管路13之间还布置有一用于控制压缩空气进出的压缩空气控制元件10,所述压缩空气控制元件10设有两个进风端和两个出风端,两个出风端分别与两端的真空管路13的进风口14相连通,两个进风端朝上平行布置并与压缩空气管道5相连接,所述压缩空气控制元件10与总控制系统信号相接,设置压缩空气控制元件10的目的在于两方面:其一是能够同时方便与真空管路13的安装,二是能够有效地控制两个真空管路13的压缩空气流入情况,若不设置压缩空气控制元件10,则每个真空管路13需要单独与压缩空气管道5连通,如此方式则会增加设备的组装时间,浪费其成本;压缩空气控制元件10与总控制系统信号相接,当总控制系统判定其运输非磁性板料19且计算得出吸附力f
真空
值后,则将信号反馈至压缩空气控制元件10,使之失电,无法引入压缩空气,进而建立真空抽气状态,形成有效地负压吸附力;当板料19被输送至指定堆垛位置后,总控制系统将信号反馈至压缩空气控制元件10,使之得电后,开启压缩空气输入状态,并停止抽取空气状态,消除真空吸附力,使得当前板料19能够脱离传送带2而下落。
25.真空电磁堆垛输送系统还包括吊装固定架11,一个真空电磁单元1配置有两个吊
装固定架11,所述真空管路13的部分管体设置固定于吊装固定架11中,所述真空电磁单元1通过吊装固定架11进行吊装固定,吊装固定架11设置能够有效地将真空电磁单元1吊装倒置固定。
26.所述电磁控制组件12包括电磁铁15以及箱体16,所述箱体16的底面作为电磁吸附面17,所述电磁铁15装于箱体16内,所述电磁铁15通过线圈引出并与总控制系统信号相接,所述电磁吸附面17外部绕设所述传送带2,当磁性板料19进行输送时,当线圈通电后,电磁铁15产生磁力,并通过电磁吸附面17将磁力外化表现产生磁力吸附,进而使得磁性板料19能够贴合传送带2进行递送;断电则消除磁力吸附效果,而脱离传送带2。
27.所述动力源部件还包括真空管道4,所述真空管道4与真空风机6相连通,所述真空管道4引出多条支路与真空管路13相连通,所述吊装固定架11与真空管道4的外壁固接。
28.在本实施例中,传送带组件还包括用于实时反馈堆垛位置的一编码器,编码器与总控制系统信号相接,基于编码器实时监控输送传送带2进行的位移量,并将检测结果等时同步模式反馈给总控制系统,总控制系统根据传送带2实际行走位置实时调整输送带剩余所需行走距离,准确到达目标位置后,传送带2停止,通知反馈至电磁铁15或真空管路13负压消除,板料19被有效释放,达到无损搬运精确堆垛的目的;其中,所述总控制系统包括主控制模块8、交换机7以及分控模块,分控模块包括磁控吸附功能单元以及真空吸附功能单元,磁控吸附功能单元与线圈相连,真空吸附功能单元与压缩空气控制元件10相连,磁控吸附功能单元以及真空吸附功能单元均与交换机7信号相接,交换机7与主控制模块8信号相接,此外,本实施例中,所述总控制系统采用电气控制模块以及西门子运动控制器simotion d425为主要控制模块;为了防止传送带2在传送过程偏移,在本实施例中,传送带组件还包括导向槽,传送带2嵌装于导向槽内。
29.本实施例还提供一种真空电磁堆垛机,采用上述的真空电磁堆垛输送系统。
30.所述真空电磁堆垛输送系统具体使用过程如下:
31.1当板料19为钢板等磁性材料时,系统使用电磁控制组件12传送板料19,根据人机交互屏上的设定,已知板料19的密度值ρ,长度l、宽度w、厚度h,计算板料19质量m=ρ*l*w*h,板料19所需电磁吸附力f
电
=m*k1*g+k2*a/k3*l*wk1、k2、k3为系数,系统自动调整电磁吸附力至f
电
,电磁铁15得电,使系统处于待料状态,当料头位置到达真空电磁堆垛输送系统时,将此位置定义为此张板料19的位移零点,电磁铁15组件将板料19吸附,当输送传送带2的行进相对位移量δs=k4+lk4为系数时,即板料19已到达堆垛位置,输送皮带停止运行并将电磁铁15处于失电状态,当前板料19消磁下落,电磁铁15得电,系统电磁建立,等待下一张板料19的搬送。
32.2当板料19为铝板等非磁性材料时,系统使用真空控制组件传送板料19,根据人机交互屏上的设定,已知板料19的密度值ρ,长度l、宽度w、厚度h,计算板料19质量m=ρ*l*w*h,板料19所需真空吸附力f
电
=m*k5*g+k6*a/k7*l*wk5、k6、k7为系数,系统自动调整电磁吸附力至f
真空
,压缩空气控制元件10失电,使系统处于真空建立状态,当料头位置到达真空电磁堆垛输送系统时,将此位置定义为此张板料19的位移零点,电磁铁15组件将板料19吸附,当输送传送带2的行进相对位移量δs=k4+lk4为系数时,即板料19已到达堆垛位置,输送皮带停止运行并压缩空气控制组件得电,使真空组件处于非真空状态,当前板料19脱离真空吸附下落,压缩空气组件失电,系统真空建立,等待下一张板料19的搬送。
33.本领域的技术人员应理解,上述描述及附图中所示的本实用新型的实施例只作为举例而并不限制本实用新型。
34.本实用新型的目的已经完整并有效地实现。本实用新型的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本实用新型的实施方式可以有任何变形或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1