全自动液压料框吊具的制作方法
1.本实用新型涉及冶金起重技术领域,具体为全自动液压料框吊具。
背景技术:
2.冶金冶炼铬矿车间需要吊运装有铬矿且高温的专用料罐,传统的吊运方式铁链挂取吊运,需要人工挂取吊链,效率低下,存在较大的安全隐患,无法实现无人化全自动吊运。
3.现有技术中的料框吊具的自动化程度低,需要人工挂取吊链,效率低下,存在较大的安全隐患,且现有的料框吊具吊装的稳定性差,现发明一种全自动液压料框吊具解决了上述问题。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本实用新型提供了全自动液压料框吊具,解决了上述背景技术中提出的问题。
6.(二)技术方案
7.为实现以上目的,本实用新型通过以下技术方案予以实现:全自动液压料框吊具,包括主梁和锁箱端梁,所述锁箱端梁的内底壁分别安装有电动液压推杆、蓄电池和导向环,所述电动液压推杆的活动端安装有配合块,所述配合块的一侧面安装有导向杆,所述导向杆的两端均安装有第一齿条杆,所述第一齿条杆通过齿牙啮合有齿轮,所述齿轮通过齿牙啮合有第二齿条杆,所述第二齿条杆的端部安装有限位块,所述第二齿条杆的顶部安装有凸型滑块,所述锁箱端梁的内底壁通过轴承转动连接有圆杆,所述锁箱端梁的顶部开设有定位卡槽,所述定位卡槽的内部插接有定位卡块。
8.可选的,所述主梁的顶部安装有动滑轮组,所述主梁和锁箱端梁的数量均有两个,两个所述锁箱端梁分别安装在主梁的两端,所述主梁的一侧面和锁箱端梁的一侧面均安装有三角板。
9.可选的,所述第一齿条杆的位置低于第二齿条杆的位置,所述齿轮的长度大于第一齿条杆和第二齿条杆的宽度之和。
10.可选的,所述锁箱端梁的内顶壁开设有凸型滑槽,所述凸型滑块的端部位于凸型滑槽的内部,所述凸型滑块可沿凸型滑槽的长度方向滑动。
11.可选的,所述第一齿条杆和第二齿条杆的之间的夹角为度,所述第一齿条杆和第二齿条杆的端部均安装有限位条。
12.可选的,所述导向杆贯穿于导向环,所述导向杆可沿导向环的长度方向定位滑动,所述蓄电池通过导线与电动液压推杆电性连接。
13.可选的,所述定位卡块的一侧面开设有限位槽,所述限位块的一端位于锁箱端梁的内部,所述限位块的另一端插接在限位槽的内部。
14.可选的,所述定位卡块的底部设置有料罐,所述定位卡块和限位块的数量均有若
干个,若干个所述定位卡块和限位块均呈矩形阵列排布。
15.(三)有益效果
16.本实用新型提供了全自动液压料框吊具,具备以下有益效果:
17.1、该全自动液压料框吊具,通过电动液压推杆、蓄电池、导向环、配合块、导向杆、第一齿条杆、齿轮、第二齿条杆和圆杆的设置,使该全自动液压料框吊具具备了提高自动化程度的效果,通过电动液压推杆活动端的伸出和缩回,实现吊装的目的,自动化程度高,减轻工人的工作量,不需要人工挂取吊链,达到了提高自动化程度的目的。
18.2、该全自动液压料框吊具,通过限位块、凸型滑块和定位卡块的设置,使该全自动液压料框吊具具备了提高吊具吊装的稳定性的效果,通过定位卡块进行定位,通过限位块限制定位卡块的位置,提高吊装的稳定性,三角板提高整个吊具连接的稳定性,达到了提高实用性的目的。
附图说明
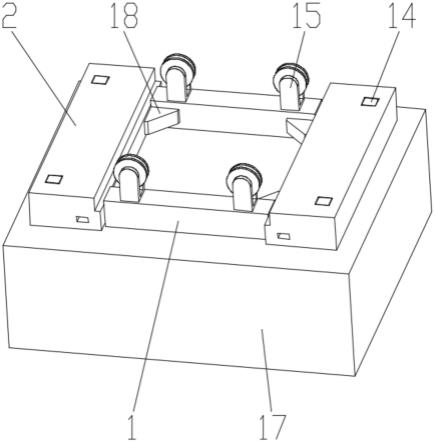
19.图1为本实用新型立体结构示意图;
20.图2为本实用新型俯视剖面的结构示意图;
21.图3为本实用新型图2中a处放大的结构示意图;
22.图4为本实用新型正视剖面的结构示意图;
23.图5为本实用新型图4中b处放大的结构示意图。
24.图中:1、主梁;2、锁箱端梁;3、电动液压推杆;4、蓄电池;5、导向环;6、配合块;7、导向杆;8、第一齿条杆;9、齿轮;10、第二齿条杆; 11、限位块;12、凸型滑块;13、圆杆;14、定位卡块;15、动滑轮组;16、限位条;17、料罐;18、三角板。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
26.实施例1
27.请参阅图1至图3,本实用新型提供技术方案:全自动液压料框吊具,包括主梁1和锁箱端梁2,主梁1的顶部安装有动滑轮组15,主梁1和锁箱端梁2的数量均有两个,两个锁箱端梁分别2安装在主梁1的两端,主梁1的一侧面和锁箱端梁2的一侧面均安装有三角板18,锁箱端梁2的内顶壁开设有凸型滑槽,凸型滑块12的端部位于凸型滑槽的内部,凸型滑块12可沿凸型滑槽的长度方向滑动,锁箱端梁2的内底壁分别安装有电动液压推杆3、蓄电池4和导向环5,电动液压推杆3的活动端安装有配合块6,配合块6的一侧面安装有导向杆7,导向杆7贯穿于导向环5,导向杆7可沿导向环5的长度方向定位滑动,蓄电池4通过导线与电动液压推杆3电性连接,导向杆7的两端均安装有第一齿条杆8,第一齿条杆8的位置低于第二齿条杆10的位置,齿轮9的长度大于第一齿条杆8和第二齿条杆10的宽度之和,第一齿条杆8 和第二齿条杆10的之间的夹角为90度,第一齿条杆8和第二齿条杆10的端部均安装有限位条16,第一齿条杆8通过齿牙啮合有齿轮9,齿轮9通过齿牙啮合有第二齿条杆10,第二齿条杆10的端部安装有限位块11,第二齿条杆10 的顶部安装有凸型滑块12,锁箱端梁2的内底
壁通过轴承转动连接有圆杆 13,锁箱端梁2的顶部开设有定位卡槽,定位卡槽的内部插接有定位卡块14, 定位卡块14的一侧面开设有限位槽,限位块11的一端位于锁箱端梁2的内部,限位块11的另一端插接在限位槽的内部,定位卡块14的底部设置有料罐 17,定位卡块14和限位块11的数量均有若干个,若干个定位卡块14和限位块11均呈矩形阵列排布。
28.使用时,蓄电池4为电动液压推杆3提供电量,电动液压推杆3的活动端的伸出或缩回,配合块6带动导向杆7移动,导向杆7贯穿于导向环5,使导向杆7沿导向环5的长度方向定位,使第一齿条杆8移动,齿轮9分别与第一齿条杆8和第二齿条杆10啮合,且第一齿条杆8和第二齿条杆10之间的夹角为90度,且第一齿条杆8的位置低于第二齿条杆10的位置,使齿轮9 转动,且使第二齿条杆10移动,凸型滑块12沿凸型滑槽的长度方向定位滑动,当限位块11的端部进入限位槽的内部时,实现吊具吊装料罐17的作用,当限位块11的端部离开限位槽,方便使料罐17与吊具分开,方便通过电动液压推杆3活动端的伸出和缩回实现吊具吊装料罐17和吊具与料罐17的分离,提高自动化程度。
29.实施例2
30.请参阅图4至图5,本实用新型提供技术方案:全自动液压料框吊具。
31.使用时,使多个定位卡块14分别与定位卡槽对齐,使定位卡块14的端部插接在定位卡槽的内部,当主梁1的底部与料罐17的顶部抵接时,此时限位块11与限位槽对齐,通过电动液压推杆3的驱动,第一齿条杆8移动,齿轮9转动,使第二齿条杆10带动限位块11移动,方便使限位块11的端部进入限位槽内部,方便限制定位卡块14的位置,方便吊装料罐17,且与传统挂钩钩挂不同,提高吊装的稳定性,三角板18提高主梁1和锁箱端梁2之间连接的稳定性。
32.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1