一种纸塑复合机的自动供胶系统的制作方法
1.本实用新型属于贴标设备技术领域,尤其是涉及一种纸塑复合机的自动供胶系统。
背景技术:
2.贴标设备(如:纸塑复合机、套标机、标签机等)是将标签粘贴在产品要求的表面上或规定包装上的设备,广泛应用于化工、药品、日化、食品、饮料、电子等行业。贴标设备主要包括供标装置、取标装置、打印装置、供胶装置、涂胶装置和联锁装置等等。
3.目前,热溶胶贴标机分喷胶式和辊胶式,这些方式都必须依赖一个带有热溶胶泵的熔胶胶箱,并利用可加热的胶管将热溶胶输供到胶辊,胶辊上的胶通过刮胶刀使胶在胶辊上形成均匀的薄膜,为标纸均匀涂胶或通过介辊为标纸涂胶。
4.现有技术的供胶系统,大多通过泵体胶管以及喷头输送胶水,其缺点为:通过泵体(如:齿轮泵,活塞泵等)直接输送,喷头出胶速度较快,胶水高速喷涂在胶辊上,导致作业区空间中弥漫大量的气态胶水,对工作人员的身体健康造成威胁;其次是胶辊需要旋转运动来涂胶以及贴标,那么胶辊则需要通过另外的驱动机构驱动,即不能将供胶装置和贴标装置统一成一体,结构复杂、占地面积大。
技术实现要素:
5.针对背景技术中存在的技术问题,本实用新型提供了一种纸塑复合机的自动供胶系统。
6.为实现上述目的,本实用新型提供的技术方案为:
7.一种纸塑复合机的自动供胶系统,包括胶箱和螺旋上料机构,所述螺旋上料机构包括倾斜设置的进料筒,所述进料筒的下端伸入胶箱内设置,所述进料筒的上端延伸设置有出料管,所述出料管底端可拆卸的设置有溢流罩,所述溢流罩的外侧壁设置有出胶孔,所述溢流罩的底侧可旋转的设置有第一胶辊,所述出胶孔能够向下溢流胶水到第一胶辊上。
8.优选的,所述进料筒内通过隔板分成第一腔体和第二腔体,所述螺旋上料机构还包括电机、转轴、螺旋叶片、第一锥齿轮、第二锥齿轮和第二胶辊,所述电机和转轴连接,所述转轴上设置有第一锥齿轮以及螺旋叶片,其中:第一锥齿轮设置在第一腔体中,螺旋叶片设置在第二腔体中;所述第一锥齿轮和第二锥齿轮啮合连接,第二锥齿轮通过连接轴和第二胶辊连接,所述第二胶辊紧贴第一胶辊设置。
9.优选的,所述胶箱上设置有操作箱,所述进料筒上端固定在操作箱上,所述第一胶辊、第二胶辊的下方设置有回收箱,所述回收箱和胶箱连通设置。
10.优选的,所述回收箱内部设置有刮刀,所述刮刀的刀刃面正对第二胶辊设置。
11.优选的,所述出胶孔的上端开口位于溢流罩内腔的上半段。
12.优选的,所述出胶孔沿溢流罩圆周均布有若干个。
13.优选的,所述第一胶辊上端延伸设置有锥形部,所述溢流罩底端设置有环形的密
封圈,所述密封圈底端紧贴锥形部的上端面设置。
14.优选的,所述出胶孔的下端开口正对锥形部设置。
15.本实用新型具有如下优点和有益效果:
16.一、本实用新型中,设置螺旋上料机构,将胶水通过螺旋叶片输送到进料筒的出料管处,并从溢流罩自由滴落到溢流罩下侧的第一胶辊上。这样的设计,可以从低处向高处缓慢的输送胶水、以自由滴落的方式输送到胶辊上,相对于传统的泵体、喷头高速出胶的方式,可以有效避免高速喷胶的气态胶水弥漫问题。
17.二、本实用新型中,进料筒内部设置有两个腔体,其中一个腔体内设置螺旋叶片,另一腔体中设置有齿轮组,齿轮组和第二胶辊连接传动,即只通过一个电机就可以控制螺旋叶片旋转送料,同时实现第二胶辊旋转,实现涂胶和贴标的操作。从而可以将供胶装置和贴标装置进一步紧凑统一成一个整体设置,统一通过单一的泵体驱动,进一步简化结构设计、降低设备体积。
附图说明
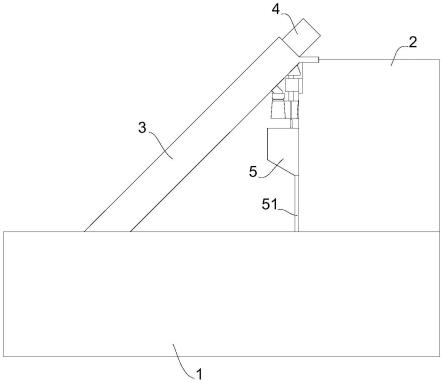
18.图1为本实用新型提供的自动供胶系统的正视图;
19.图2为本实用新型提供的自动供胶系统的剖视图;
20.图3为图2的a部放大图;
21.图4为图3的b部放大图;
22.图5为图4的c部放大图;
23.图标:1-胶箱,2-操作箱,21-第一气缸,211-套标辊,22-第二气缸,221-标签辊,3-进料筒,3a-第一腔体,3b-第二腔体,31-出料管,311-连接部,32-溢流罩,321-出胶孔,322-密封圈,33-第一胶辊,331-锥形部,4-电机,41-转轴,42-螺旋叶片,43-第一锥齿轮,44-第二锥齿轮,441-连接轴,45-第二胶辊,46-刮刀,5-回收箱,51-回流管。
具体实施方式
24.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
25.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.实施例
27.如图1、图2所示,一种纸塑复合机的自动供胶系统,包括胶箱1、操作箱2和螺旋上料机构,操作箱2固定在胶箱1上端面两者成为一个整体设置。胶箱1内储存有胶水,操作箱2内设置有贴标装置,螺旋上料机构则是将胶箱1内的胶水输送到贴标装置的胶辊上。
28.如图3、图4和图5所示,具体的,螺旋上料机构包括倾斜设置的进料筒3、电机4、转轴41、螺旋叶片42、第一锥齿轮43、第二锥齿轮44和第二胶辊45。
29.作为本实用新型的一种优选设置,进料筒3内通过隔板分成第一腔体3a和第二腔
体3b。
30.电机4固定在进料筒3上端面上,电机4和转轴41连接传动,转轴41置于进料筒3的内腔中,转轴41上设置有第一锥齿轮43和螺旋叶片42。其中:第一锥齿轮43设置在第一腔体3a中,螺旋叶片42设置在第二腔体3b中。
31.进料筒3的下端伸入胶箱1内设置,进料筒3的上端固定在操作箱2上,进料筒3的上段延伸设置有出料管31,出料管31和第二腔体3b连通。出料管31末端延伸设置有垂直向下的连接部311,连接部311上可拆卸的设置有溢流罩32。作为本实用新型的一种优选设置,连接部311和溢流罩32通过螺纹连接,从而方便更换溢流罩32。
32.溢流罩32的外侧壁设置有出胶孔321,溢流罩32的底侧可旋转的设置有第一胶辊33,从出胶孔321向下溢流的胶水能够流到第一胶辊33上。
33.在操作箱2的侧壁上固定有轴承座,轴承座内可旋转的设置有连接轴441,连接轴441的上端连接有第二锥齿轮44,连接轴441的下端设置有第二胶辊45。其中,第一锥齿轮43和第二锥齿轮44啮合连接,第二胶辊45紧贴第一胶辊33设置。当电机4启动时,在驱动螺旋叶片42旋转送料的同时,通过齿轮组驱动第二胶辊45旋转,第二胶辊45又驱动第一胶辊33旋转,从而将第一胶辊33上的胶水涂抹到第二胶辊45上。
34.这样的设计,可以从低处向高处缓慢的输送胶水、以自由滴落的方式输送到胶辊上,相对于传统的泵体、喷头高速出胶的方式,可以有效避免高速喷胶的气态胶水弥漫问题。
35.并且,本实用新型中,只通过一个电机4就可以控制螺旋叶片42旋转送料,同时实现第二胶辊45旋转,实现涂胶和贴标的操作。从而可以将供胶装置和贴标装置进一步紧凑统一成一个整体设置,统一通过单一的泵体驱动,进一步简化结构设计、降低设备体积,而不像传统的贴标机,将贴标设备和供胶设备分开设置,整体结构复杂且占用空间。
36.如图5所示,进一步的,出胶孔321的上端开口位于溢流罩32内腔的上半段,使得从出料管31中流下的胶水会向到达溢流罩32内腔中,然后慢慢填满溢流罩32的内腔,直到胶水淹没到出胶孔321的上端开口,并从出胶孔321中流出。这样的设计可以保证溢流孔始终以一定流量缓慢溢流胶水,以达到胶水自由下滴的效果。
37.更进一步的,出胶孔321沿溢流罩32圆周均布有若干个,多个出胶孔321既能够保证出胶量,同时还能避免某一出胶孔321堵塞导致出胶停止的情况发生。
38.更进一步的,第一胶辊33上端延伸设置有锥形部331,锥形部331的开口向上逐渐收小。溢流罩32底端设置有环形的密封圈322,密封圈322的底端紧贴锥形部331的上端面设置,使得从出胶孔321出来的部分胶水,不会进入第一胶辊33内部,而是顺着密封圈322的外壁面流到锥形部331上,最终流到第一胶辊33表面。
39.更进一步的,所述出胶孔321的下端开口正对锥形部331设置,使得大部分胶水从出胶孔321下端开口直接滴落在锥形部331上,并顺着锥形部331分流到第一胶辊33表面。
40.本实用新型中,在第一胶辊33、第二胶辊45的下方设置有回收箱5,回收箱5固定在操作箱2的侧壁上,回收箱5的底端连接有回流管51,回流管51末端伸入胶箱1内部设置。这样的设计,可以将多余的胶水回收循环利用。
41.进一步的,回收箱5内部设置有刮刀46,刮刀46的刀刃面正对第二胶辊45设置,当第二胶辊45旋转时,通过刮刀46对第二胶辊45表面的胶水进行刮匀,从而保证第二胶辊45
均匀的涂抹上胶水,刮刀46刮除的多余胶水顺着刮刀46下流落到回收箱5中收集。
42.本实用新型中,还包括贴标装置等等部件,其中,贴标装置设置在操作箱2内部。作为其中一种优选方式,具体的,贴标装置包括设置在操作箱2内部的第一气缸21和第二气缸22。第一气缸21的伸缩端可旋转的连接有套标辊211,第二气缸22的伸缩端可旋转的连接有标签辊221。标签辊221就是用于吸附固定标签纸的转辊,一般选用真空吸辊;套标辊211就是用于安装固定工件(如:塑料瓶、杯等)的转辊。第一气缸21可伸缩控制套标辊211紧贴标签辊221设置,第二气缸22可伸缩控制标签辊221和第二胶辊45紧贴设置。
43.操作原理:
44.首先,将便签纸套在标签辊221上,将工件套设在套标辊211上。这一步骤,可人工或者机器自动完成。此时,标签辊221和套标辊211远离第二胶辊45设置。
45.然后,启动电机4,电机4带动螺旋叶片42旋转送料的同时,通过锥齿轮组带动第二胶辊45旋转,第二胶辊45又带动第一胶辊33旋转运动。螺旋叶片42将胶水吸入进料筒3,并从出料管31排出,出料管31内部的胶水到达溢流罩32并从出胶孔321中溢流到第一胶辊33上,第一胶辊33旋转将胶水涂抹到第二胶辊45上。
46.当第二胶辊45外侧的刮刀46将胶水刮匀后,即可控制标签辊221紧贴第二胶辊45,将第二胶辊45上的胶水涂抹到标签辊221外壁的标签纸上,标签纸涂抹上胶水后,控制标签辊221紧贴套标辊211,将便签贴在套标辊211上的工件表面即可。
47.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1