一种铝基板铺装运输系统及使用方法与流程
本技术涉及铝基板生产,更具体地说,涉及一种铝基板铺装运输系统及使用方法。
背景技术:
1、铝基板是一种具有良好散热功能的金属基覆铜板,一般单面板由三层结构所组成,分别是电路层(铜箔)、绝缘层和金属基层。常见于led照明产品。有正反两面,白色的一面是焊接led引脚的,另一面呈现铝本色,一般会涂抹导热凝浆后与导热部分接触,铝基板的基板在铺装时需要在基板上先后铺设一层半固化片和铜箔,然后进行装框。
2、现有技术公开号为cn210851649u的文献提供一种用于铝基板生产的基板铺装装置,包括横杆、传输带、铺装台,将铺装台下端的第二缺口卡接在第一缺口上,进而实现对铺装台的位置进行固定,并将外部吸气设备连接吸气管上,依次开启伺服电机和气缸,当基板在传输带上经过时,气缸的伸缩杆伸出,使得基板被吸附在吸附板的下表面上,开启伺服电机,使得气缸移动至铺装台的正上方,开启气缸,将基板铺装在铺装台的上表面上,如此往复,使得基板从传输带的上表面移动至铺装台的上表面进行铺装,且铺装位置固定,便于封装。
3、相关技术中,通过吸附板和铺装台的设置,可以将铝基板吸附,然后放在铺装台的顶端码放整齐。
4、上述中的现有技术方案虽然通过吸附板和铺装台的设置可以实现可以将铝基板吸附,然后放在铺装台的顶端码放整齐的效果,但是仍存在以下缺陷;铺装台的的大小固定,因此就要求放置铝基板在铺装台的顶端精度要高,否则无法将各个铝基板码放整齐,难度较大,且不能对多种尺寸的铝基板使用,局限性较大,不能达到很好的工作效果。
5、鉴于此,我们提出一种铝基板铺装运输系统及使用方法。
技术实现思路
1、1.要解决的技术问题
2、本技术的目的在于提供一种铝基板铺装运输系统及使用方法,解决了铺装台的的大小固定,因此就要求放置铝基板在铺装台的顶端精度要高,否则无法将各个铝基板码放整齐,难度较大,且不能对多种尺寸的铝基板使用,局限性较大,不能达到很好的工作效果的技术问题,实现了可以对不同尺寸打小的铝基板铺装码放,精度要求低,到铝基板达到一定的数量后,即可对铝基板进行码放,使用简单方便的技术效果。
3、2.技术方案
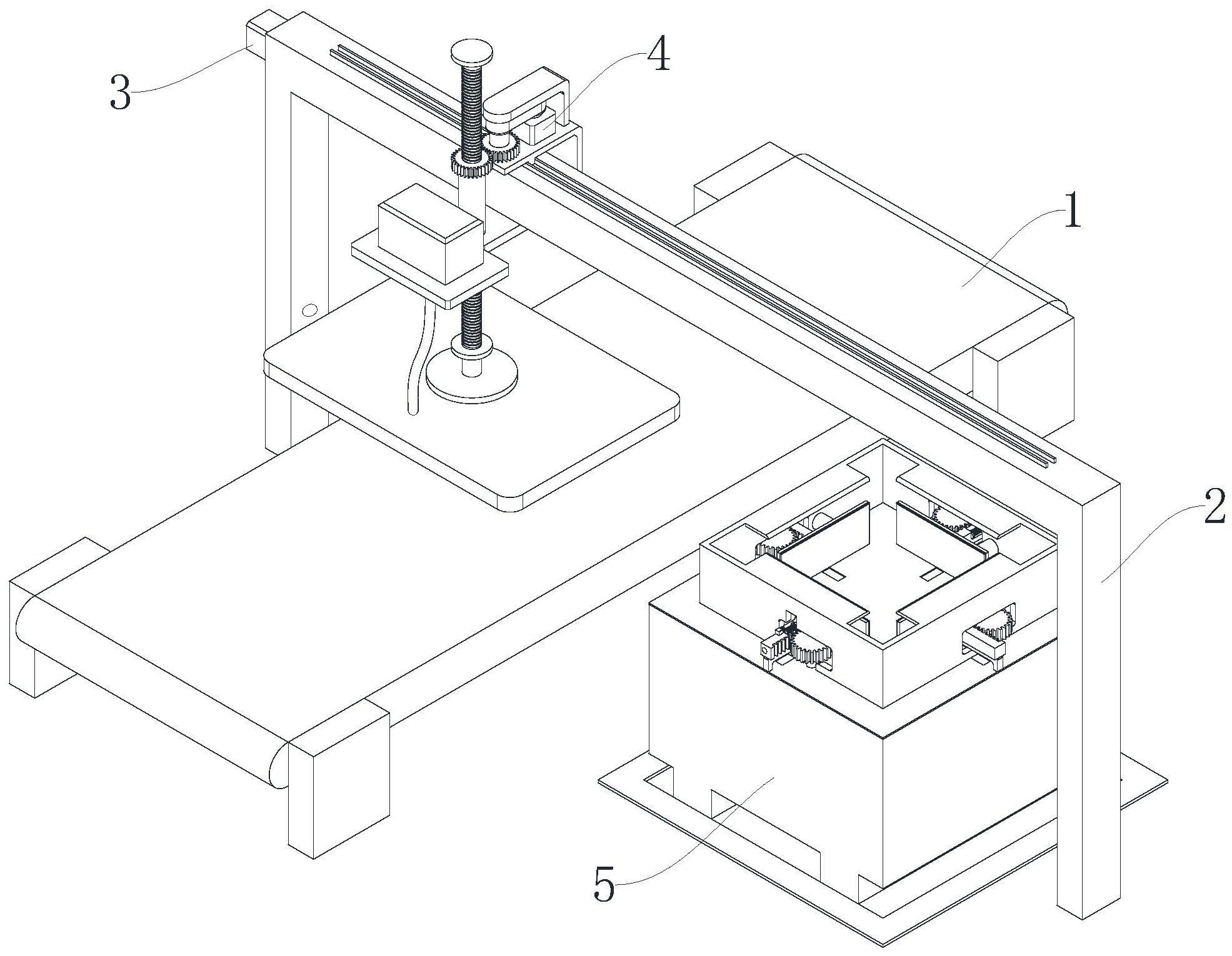
4、本技术实施例提供了一种铝基板铺装运输系统,包括铝基板输送带、稳固主支架、驱动机构、起运机构和铺装机构;
5、所述铝基板输送带固定设置于地面上,铝基板输送带由电机驱动进行铝基板的输送工作,所述铝基板输送带用于铝基板的运输进行铺装;
6、所述稳固主支架固定设置于地面上,所述稳固主支架为倒“u”形设置,所述稳固主支架用于稳定驱动机构和起运机构的使用;
7、所述驱动机构固定设置于稳固主支架的上端,所述驱动机构用于使起运机构可以进行移动;
8、起运机构固定设置在驱动机构上;所述起运机构用于将铝基板输送带顶端的铝基板吸附转运到铺装机构的内部进行铺装;
9、所述铺装机构设置于铝基板输送带的一侧,所述铺装机构包括铺装台、码齐机构和改形机构,铺装台上方设置有码齐机构,铺装台上方对称的设置有两个改形机构;所述铺装机构用于铝基板的码放整齐,铺装转移;
10、所述码齐机构设置于铺装机构的内侧顶端,所述码齐机构用于将铝基板的边缘对齐,便于进行铺装和下一步的加工;
11、所述改形机构设置于铺装机构的内部顶端两侧,所述改形机构用于改变稳固主支架所适应的铝基板尺寸,使铺装机构可以对方形或者长方形的铝基板进行边缘对齐工作。地面上标设有放置区;稳固主支架的一侧设置有光电开关。
12、通过采用上述技术方案,可通过叉车将铺装机构放在放置区的内侧,便于铝基板的铺装码放,也便于铝基板铺装完成后可以移动到下一个加工位置,将铝基板放在铝基板输送带的顶端输送,到达起运机构的下方时,通过起运机构使吸附载板下降,然后通过开启高压气泵使吸盘可以将铝基板吸住,将铝基板吸住后升起,然后通过驱动机构的启动使起运机构移动到铺装机构的上方,通过起运机构将铝基板下降并使铝基板脱离吸盘,当铝基板达到一定的铺装高度时,启动码齐机构,推板和防护垫就会靠近铝基板的便于边缘,并同步推进,使铝基板对齐,这样既能降低码放的精度,也能更好的达到铺装整齐的效果,若是铝基板的尺寸有所改变,可以通过改形机构来改变两侧的推进长度,便于适合不同铝基板的尺寸进行铺装,使用范围广,且使用简单,达到更好的铝基板铺装效果。
13、作为本技术文件技术方案的一种可选方案,所述驱动机构包括驱动长螺杆、移动支架、稳固架和伺服电机a,伺服电机a固定设置在稳固主支架的上端一侧,伺服电机a的驱动端固定设置有驱动长螺杆,所述驱动长螺杆的外侧螺纹连接有移动支架,所述移动支架滑动设置于稳固主支架的内侧底端和顶端,所述移动支架的顶端一侧固定设置有稳固架。
14、通过采用上述技术方案,通过伺服电机a的启动使起运机构移动到铺装机构的上方,通过起运机构将铝基板下降并使铝基板脱离吸盘。
15、作为本技术文件技术方案的一种可选方案,所述起运机构包括伺服电机b、升降螺杆、吸附载板和高压气泵;
16、稳固架的内侧顶端可转动的设置有两个皮带轮;其中一个皮带轮与伺服电机b的驱动端固定设置,两个所述皮带轮通过皮带传动连接,另一个所述皮带轮的底端固定设置有驱动齿轮,所述驱动齿轮的外侧啮合设置有联动齿轮,所述联动齿轮的底端固定设置有螺套,所述螺套的内侧螺纹连接有升降螺杆,所述伺服电机b固定设置于移动支架的顶端,所述驱动齿轮转动设置于移动支架的顶端,所述螺套转动设置于移动支架的顶端,所述移动支架的顶端一侧固定设置有高压气泵,所述高压气泵通过气管设置有吸附载板,所述吸附载板固定设置于升降螺杆的一端,所述吸附载板的底端中间和两侧均设置有吸盘。
17、通过采用上述技术方案,将铝基板放在铝基板输送带的顶端输送,到达起运机构的下方时,通过起运机构使吸附载板下降,然后通过开启高压气泵使吸盘可以将铝基板吸住,吸盘的设置可以将铝基板的中间和四角位置吸住,防止掉落,稳定性更强。
18、作为本技术文件技术方案的一种可选方案,所述铺装台的顶端固定设置有载板,所述载板的顶端固定设置有铝基板保护壳,所述铺装台的底端外侧设置有放置区,所述放置区设置于地面上。
19、通过采用上述技术方案,便于对铝基板进行码放铺装以及移动。
20、作为本技术文件技术方案的一种可选方案,所述码齐机构包括伺服电机c、同步带轮、对齐齿轮、从动同步带轮和推板;所述伺服电机c的驱动端固定设置有同步带轮,所述同步带轮转动设置于载板的底端一角,所述载板的另外的底端三角均转动设置有从动同步带轮和调位挡柱,所述载板上均布可转动的设置有四个对齐齿轮,一侧对称的两个所述对齐齿轮的外侧啮合设置有移动齿板a,另外两个所述对齐齿轮的外侧啮合设置有移动齿板b,所述对齐齿轮的底端均固定设置有同步带轮,所述伺服电机c顶端的同步带轮与所述对齐齿轮底端的同步带轮通过主同步带传动连接,所述同步带轮通过联动同步带a与下一个所述同步带轮传动连接,所述联动同步带a滑动设置于从动同步带轮和调位挡柱的外侧,下一个所述同步带轮通过联动同步带b与另一个所述同步带轮传动连接,另一个所述同步带轮与最后一个所述同步带轮通过联动同步带c传动连接;移动齿板a的一侧均固定设置有推板。
21、通过采用上述技术方案,当铝基板达到一定的铺装高度时,启动码齐机构,推板和防护垫就会靠近铝基板的便于边缘,并同步推进,使铝基板对齐,这样既能降低码放的精度,也能更好的达到铺装整齐的效果。
22、作为本技术文件技术方案的一种可选方案,所述载板的底端固定设置有罩壳,所述伺服电机c固定设置于铺装台的内侧,所述同步带轮、从动同步带轮和调位挡柱均转动设置于罩壳的内侧底端,所述移动齿板a和移动齿板b的底端均滑动设置有固定台架,所述固定台架固定设置于载板的顶端,所述移动齿板a的一侧均固定设置有推板,所述推板的另一侧均设置有防护垫。
23、通过采用上述技术方案,这样便于码齐机构可以同步推进抵住铝基板的边缘。
24、作为本技术文件技术方案的一种可选方案,所述改形机构包括移动齿板b、马达和调节齿杆,所述移动齿板b的一侧开设有缺口,所述移动齿板b的内侧滑动设置有调节齿杆,所述移动齿板b的顶端固定设置有马达,所述马达的驱动端固定设置有调节齿轮,所述调节齿轮的外侧啮合设置有被动齿轮,所述被动齿轮的一端固定设置有蜗杆,所述蜗杆调节齿杆的外侧,所述被动齿轮和蜗杆转动设置于缺口的内侧。
25、通过采用上述技术方案,若是铝基板的尺寸有所改变,可以通过改形机构来改变两侧的推进长度,便于适合不同铝基板的尺寸进行铺装,使用范围广,且使用简单,达到更好的铝基板铺装效果。
26、作为本技术文件技术方案的一种可选方案,所述调节齿杆的一端固定设置在推板上,所述推板的另一侧设置有防护垫。
27、通过采用上述技术方案,便于可以抵住铝基板的边缘进行码放整齐,防护垫使保护铝基板的边缘不被破坏。
28、作为本技术文件技术方案的一种可选方案,所述铝基板保护壳的内侧固定设置有限定柱,所述限定柱均设置于推板的一侧。
29、通过采用上述技术方案,限定柱便于限制推板的最大移动距离,防止移动过度。
30、本技术提供铝基板铺装运输系统的使用方法,包括以下步骤:
31、s1、当铝基板通过铝基板输送带输送到起运机构的下方时,光电开关感应到有铝基板运送到起运机构的下方,铝基板输送带停止;同时启动起运机构中的伺服电机b,伺服电机b带动皮带轮开始转动,皮带轮通过皮带和皮带轮带动驱动齿轮转动,驱动齿轮的转动带动联动齿轮转动,联动齿轮的转动带动升降螺杆下降,此时吸附载板就会降下,吸盘就会贴住铝基板的顶端,然后启动高压气泵,使吸盘可以将铝基板吸住,然后后使伺服电机b反转,使皮带轮反向转动,使联动齿轮带动螺套反向转动,升降螺杆会升起,带动铝基板一同升起;
32、s2、然后启动伺服电机a,驱动长螺杆就会转动,驱动长螺杆的转动会带动移动支架移动,从而带动起运机构一同移动,使铝基板可以移动到铺装机构的上方,再次启动起运机构,使铝基板下降,将铝基板放入铝基板保护壳的内侧,然后将起运机构移动到原位,继续转移另一个铝基板,重复此过程;
33、s3、当铝基板达到一定的铺装高度后,启动码齐机构中的伺服电机c,伺服电机c的启动就能带动同步带轮转动,第一个对齐齿轮会通过主同步带的传动带动转动,其他的对齐齿轮分别通过联动同步带a、联动同步带b和联动同步带c带动转动,四个对齐齿轮就能一同向一个方向旋转,对齐齿轮的转动可以使移动齿板a和移动齿板b移动,从而推板和防护垫就能移动一同移动,一同抵住铝基板的边缘,从而使铝基板可以对齐,便于下一道工序的制作;
34、s4、若是铝基板为长方形,则可以通过改形机构来调节,启动改形机构中的马达,调节齿轮就能转动,调节齿轮的转动带动蜗杆开始转动,蜗杆的转动带动调节齿杆在移动齿板b的内侧滑动,而移动齿板b一侧的推板与调节齿杆固定连接,因此两个移动齿板b一侧的推板会慢慢的相互靠近或者远离,具体调节可以跟随铝基板的尺寸而定,且由于使用蜗杆和调节齿杆的啮合传动,所以在调节完成后蜗杆和调节齿杆会形成自锁状态,防止推板随意移动,这样可以对更多尺寸的铝基板进行铺装码放整齐,达到更好的铺装效果。
35、3.有益效果
36、本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
37、1.本技术通过伺服电机a和起运机构的设置,铝基板输送到到达起运机构的下方时,通过起运机构使吸附载板下降,然后通过开启高压气泵使吸盘可以将铝基板吸住,吸盘的设置可以将铝基板的中间和四角位置吸住,防止掉落,稳定性更强,通过伺服电机a的启动使起运机构移动到铺装机构的上方,使铝基板可以进行铺装码放;
38、2.本技术通过码齐机构的设置,启动码齐机构,推板和防护垫就会靠近铝基板的便于边缘,并同步推进,使铝基板对齐,这样既能降低码放的精度,也能更好的达到铺装整齐的效果;
39、3.本技术通过通过改形机构的设置,若是铝基板的尺寸有所改变,可以通过改形机构来改变两侧的推进长度,便于适合不同铝基板的尺寸进行铺装,使用范围广,且使用简单,达到更好的铝基板铺装效果。
- 还没有人留言评论。精彩留言会获得点赞!