袋装物装车机、袋装物码放方法及装置与流程
本技术属于装车机,尤其涉及袋装物装车机、袋装物码放方法及装置。
背景技术:
1、建材、化工、食品等粉状货物在进行货物运输前,需要先装袋再进行装车作业,随着自动化的发展,传统的依靠人力进行的装车作业逐步被自动化设备替代。
2、但现有的自动化设备多用于装车作业中的运输环节,即通过自动化设备将袋装货物由库房运输至车厢内部,车厢内的货物码放还是依靠人力完成。主要原因为自动化设备码放的袋装物料,通常存在码放不整齐、码垛不紧实以及车厢空间利用率低等缺点。
技术实现思路
1、为克服相关技术中存在的问题,本技术实施例提供了袋装物装车机、袋装物码放方法及装置,可以针对性地调整袋装物的码放规则,实现了袋装物整齐、紧实的码放,提高了车厢的空间利用率。
2、本技术是通过如下技术方案实现的:
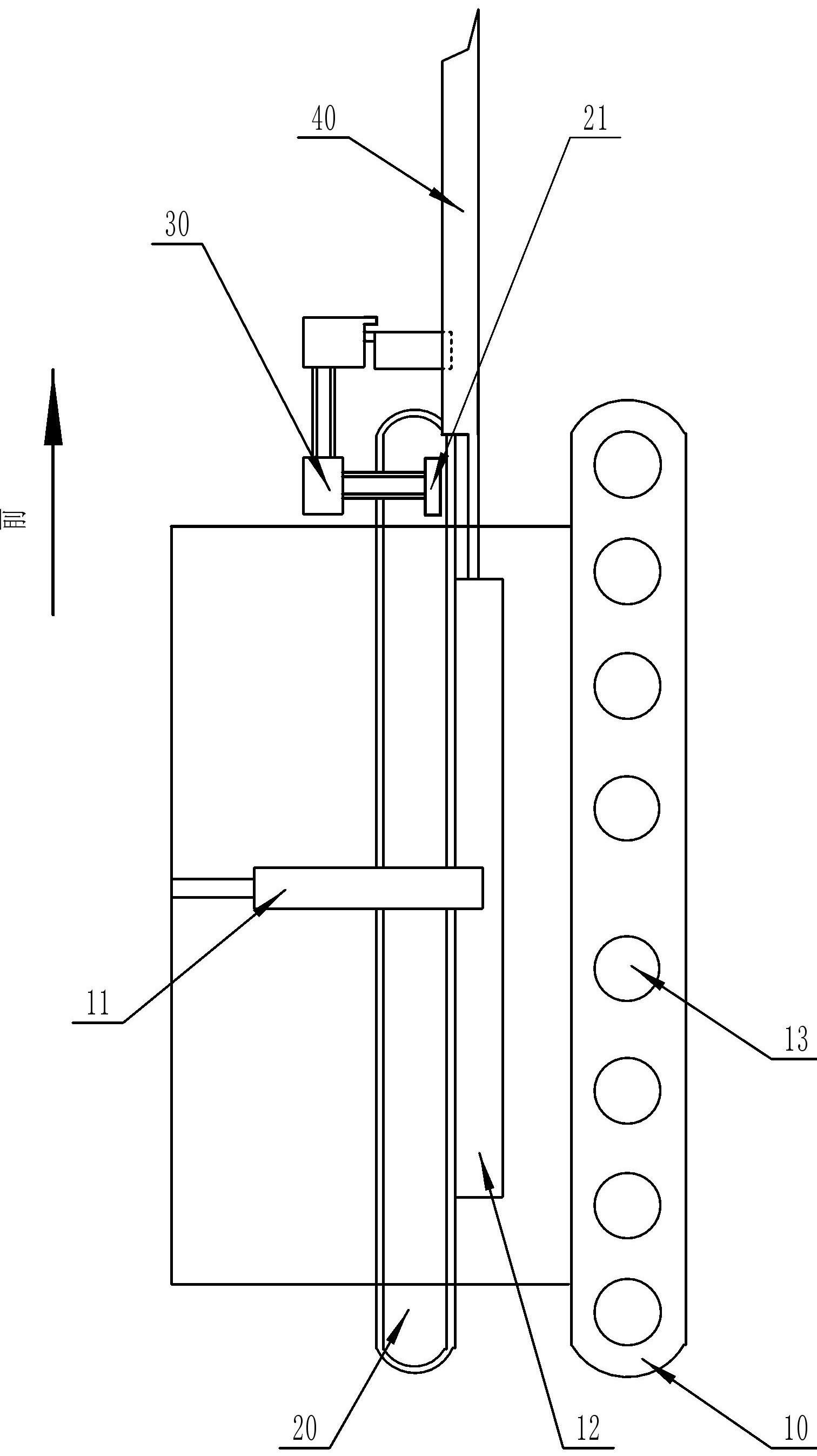
3、第一方面,本技术实施例提供了一种袋装物装车机,应用于袋装物的码放作业,包括:车体,顶部设有门型框架,门型框架的两侧分别设有第一伸缩装置,第一伸缩装置的伸缩端与承托座连接,第一伸缩装置能够带动承托座上下移动;放置平台,沿水平方向固定设置于承托座的前端,用于承接传送机构传送的袋装物;传送机构,与承接座连接,能够相对于承接座沿前后方向滑动,用于将袋装物传送至放置平台,传送机构两侧的前端分别沿竖直方向设有第二伸缩装置,第二伸缩装置与导向机构固定连接;导向机构,与第二伸缩装置的伸缩端固定连接,第二伸缩装置能够带动导向机构位于传送机构的前方或上方,用于调整袋装物在放置平台的摆放位置,并将袋装物推离放置平台掉落至码放位置。
4、在第一方面的一种可能的实现方式中,传送机构包括:安装座,与承接座连接,能够相对于承接座沿前后方向滑动;传送带,设置于安装座的顶部,用于向放置平台传送袋装物。
5、在第一方面的一种可能的实现方式中,导向机构包括:基座,与第二伸缩装置的伸缩端固定连接,第二伸缩装置能够带动基座上下移动;第三伸缩装置,沿水平方向与基座固定连接,第三伸缩装置的伸缩端与滑座固定连接,第三伸缩装置能够带动滑座前后移动;拨板,位于滑座的下方,能够相对于滑座沿水平方向左右滑动。
6、在第一方面的一种可能的实现方式中,导向机构还包括第四伸缩装置;第四伸缩装置设置于滑座的下方,能够相对于滑座沿水平方向左右滑动;第四伸缩装置的伸缩端与拨板铰接,第四伸缩装置相对于滑座的左右滑动能够带动拨板同步移动,第四伸缩装置的伸缩能够带动拨板水平放置或竖直放置。
7、在第一方面的一种可能的实现方式中,放置平台的前端设有水平向下倾斜的斜面,放置平台的两侧设有侧板。
8、第二方面,本技术实施例提供了一种袋装物码放方法,应用于第一方面任一项所述的袋装物装车机,该方法包括:获取袋装物在放置平台上的码放数量和码放规则,以及袋装物的码放位置;基于码放数量、码放规则和码放位置设定装车机的动作参数,动作参数包括传送机构、导向机构和放置平台的位移参数,以及传送机构、导向机构和放置平台之间的动作顺序参数;基于动作参数,装车机进行袋装物的码放作业。
9、在第二方面的一种可能的实现方式中,基于动作参数,装车机进行袋装物的码放作业包括:按照位移参数和动作顺序参数,控制承接座带动传送机构、导向机构和放置平台升降至预设高度,预设高度为放置平台位于码放位置上方的高度;控制车体和安装座前后移动,使得放置平台较传送机构向前凸出第一长度,第一长度为放置平台承接第一行n个袋装物的预留长度;控制滑座移动至第一预设位置,控制拨板由初始位置移动至第一位置,并将拨板由水平放置转换为竖直放置,第一预设位置为滑座移动至袋装物能够顺利掉落至放置平台的位置;控制传送机构动作,第一袋装物由传送机构传送至放置平台后,控制拨板由第一位置移动至第二位置,将第一袋装物拨动至第一摆放位置,第二袋装物由传送机构传送至放置平台后,控制拨板由第二位置移动至第三位置,将第二袋装物拨动至第二摆放位置,以此类推,控制拨板移动至第n位置,将第n-1袋装物拨动至第n-1摆放位置;控制所述拨板由竖直放置转换为水平放置,并复位至初始位置;控制传送机构动作,使得第n袋装物由传送机构传送至放置平台;车体保持不动,控制安装座向后移动,使得放置平台较传送机构向前凸出第二长度,第二长度为滑座和n个袋装物放置在放置平台的预留长度;控制第三伸缩装置收缩带动滑座向后移动至第二预设位置,控制第二伸缩装置收缩带动滑座由第二预设位置向下移动至第三预设位置,第二预设位置为滑座位于传送带和n个袋装物之间空档的正上方,第三预设位置为滑座位于传送带和n个袋装物之间的空档;安装座保持不动,控制车体向后移动,使得n个袋装物由滑座推落至码放位置。
10、在第二方面的一种可能的实现方式中,控制拨板移动至第n位置,将第n-1袋装物拨动至至第n-1摆放位置后,方法还包括;控制传送机构动作,使得第n袋装物由传送机构传送至放置平台;车体保持不动,控制安装座向后移动,使得放置平台较传送机构向前凸出第三长度,控制拨板移动至第二行第一位置,第三长度为放置平台承接第一行n个袋装物和第二行m个袋装物的预留长度;控制拨板依次将第二行的m-1个袋装物拨动至相应的摆放位置;控制拨板由竖直放置转换为水平放置,并复位至初始位置;控制传送机构动作,使得第二行的第m袋装物由传送机构传送至放置平台;车体保持不动,控制安装座向后移动,使得放置平台较传送机构向前凸出第四长度,第四长度为滑座和n+m个袋装物放置在放置平台的预留长度;控制第三伸缩装置收缩带动滑座向后移动至第四预设位置,控制第二伸缩装置收缩带动滑座由第四预设位置向下移动至第五预设位置,第四预设位置为滑座位于传送带和n+m个袋装物之间空档的正上方,第五预设位置为滑座位于传送带和n+m个袋装物之间的空档;安装座保持不动,控制车体向后移动,使得n+m个袋装物由滑座推落至码放位置。
11、在第二方面的一种可能的实现方式中,袋装物由传送机构推落至码放位置后,该方法还包括:控制承接座带动放置平台移动至码放位置的上方后,放置平台向下移动预设距离再复位,用于将刚推落至放置平台的袋装物压实。
12、第三方面,本技术实施例提供了一种袋装物码放装置,用于实现第二方面任一项所述的袋装物码放方法,袋装物码放装置包括:数据获取模块,用于获取袋装物在放置平台上的码放数量和码放规则,以及袋装物的码放位置;参数设定模块,基于码放数量、码放规则和码放位置设定装车机的动作参数,动作参数包括传送机构、导向机构和放置平台的位移参数,以及传送机构、导向机构和放置平台之间的动作顺序参数;码放作业模块,基于动作参数,装车机进行袋装物的码放作业。
13、第四方面,本技术实施例提供了一种终端设备,包括存储器和处理器,存储器中存储有可在处理器上运行的计算机程序,处理器执行计算机程序时实现如第二方面任一项所述的袋装物码放方法。
14、第五方面,本技术实施例提供了一种计算机可读存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现如第二方面任一项所述的袋装物码放方法。
15、第六方面,本技术实施例提供了一种计算机程序产品,当计算机程序产品在终端设备上运行时,使得终端设备执行上述第二方面中任一项所述的袋装物码放方法。
16、本技术实施例与现有技术相比存在的有益效果是:
17、本技术实施例提供了用于袋装物码放的袋装物装车机,该装车机包括车体、放置平台、传送机构和导向机构。车体上设有第一伸缩装置和承托座,承托座分别与放置平台固定连接,与传送机构滑动连接,导向机构通过第二伸缩装置固定于传送机构上,因此,通过承托座带动放置平台、传送机构以及导向机构进行上下移动,使装车机位于合适的码放高度。在装车机进行袋装物的码放作业时,袋装物通过传送机构传送至放置平台,导向机构位于传送机构上方,按照码放规则调整袋装物在放置平台上的摆放位置,最后通过第二伸缩装置将导向机构带动至传送机构的前方,将按照码放规则码放整齐的袋装物推离放置平台,使袋装物掉落至码放位置,完成袋装物的自动码放作业。
18、本技术提供的装车机创新性地提供了一种适用于袋装物码放作业的自动化设备,导向机构能够调整袋装物在放置平台的摆放位置,可针对性地设置袋装物的码放规则,实现了对袋装物整齐、紧实的码放。同时,第二伸缩装置的收缩,减少了装车机所占用的空间,使装车机尤其适用于在车厢、库房等有限空间的袋装物码放,增加了袋装物的码放层数,提高了有限空间的空间利用率。
19、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本说明书。
- 还没有人留言评论。精彩留言会获得点赞!