一种精密钣金加工用自动上料装置的制作方法
本发明属于钣金加工,更具体的是一种精密钣金加工用自动上料装置。
背景技术:
1、钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,该自动上料装置是一种对板件材料进行上料输送操作的一种装置。
2、专利号cn110842096a的专利文件公开了一种精密钣金加工自动上料装置,涉及自动上料装置技术领域,为解决现有的自动上料装置在实际使用中无法牢牢的抓取钣金件,导致对钣金进行上料时产生位置偏移的问题。所述输送台的底部设置有减震圈,所述减震圈的上方设置有圆柱,所述圆柱的一侧设置有支撑柱,所述支撑柱的上方设置有电机板,所述电机板的上方设置有电机座,所述电机座的上方设置有无刷电机,所述无刷电机的上方设置有滚动轴,所述滚动轴的外壁设置有滚动轮,所述滚动轴的一侧设置有轴承座,所述轴承座的一侧设置有支撑梁。
3、上述自动上料装置在使用时存在一定的不足,上述自动上料装置不具有多向输送结构,且自动上料装置在使用时,无法灵活抓取固定不同规格的钣金材料,不同类型的钣金材料其长度尺寸均有不同,其无法根据板件材料规格进行对应调节,灵活度较差;同时上述自动上料装置不具有输料角度调节结构,自动上料装置在使用时,在同一平面内进行板件材料的上料输送操作,无法根据使用需求灵活调节自动上料装置的输料角度,功能性单一;同时传统自动上料装置不具有辅助纠偏结构,自动上料装置在使用时,其钣金材料随机放置在输送带上,使得每一组钣金材料的角度位置均有不同,增加了其上料操作时的难度,使得其上料时容易出现脱落现象,使用效果较差。
技术实现思路
1、本发明的目的在于提供一种精密钣金加工用自动上料装置,可以解决现有的问题。
2、本发明解决的问题是:
3、1、上述自动上料装置不具有多向输送结构,且自动上料装置在使用时,无法灵活抓取固定不同规格的钣金材料,不同类型的钣金材料其长度尺寸均有不同,其无法根据板件材料规格进行对应调节,灵活度较差;
4、2、同时上述自动上料装置不具有输料角度调节结构,自动上料装置在使用时,在同一平面内进行板件材料的上料输送操作,无法根据使用需求灵活调节自动上料装置的输料角度,功能性单一;
5、3、同时传统自动上料装置不具有辅助纠偏结构,自动上料装置在使用时,其钣金材料随机放置在输送带上,使得每一组钣金材料的角度位置均有不同,增加了其上料操作时的难度,使得其上料时容易出现脱落现象,使用效果较差。
6、本发明的目的可以通过以下技术方案实现:
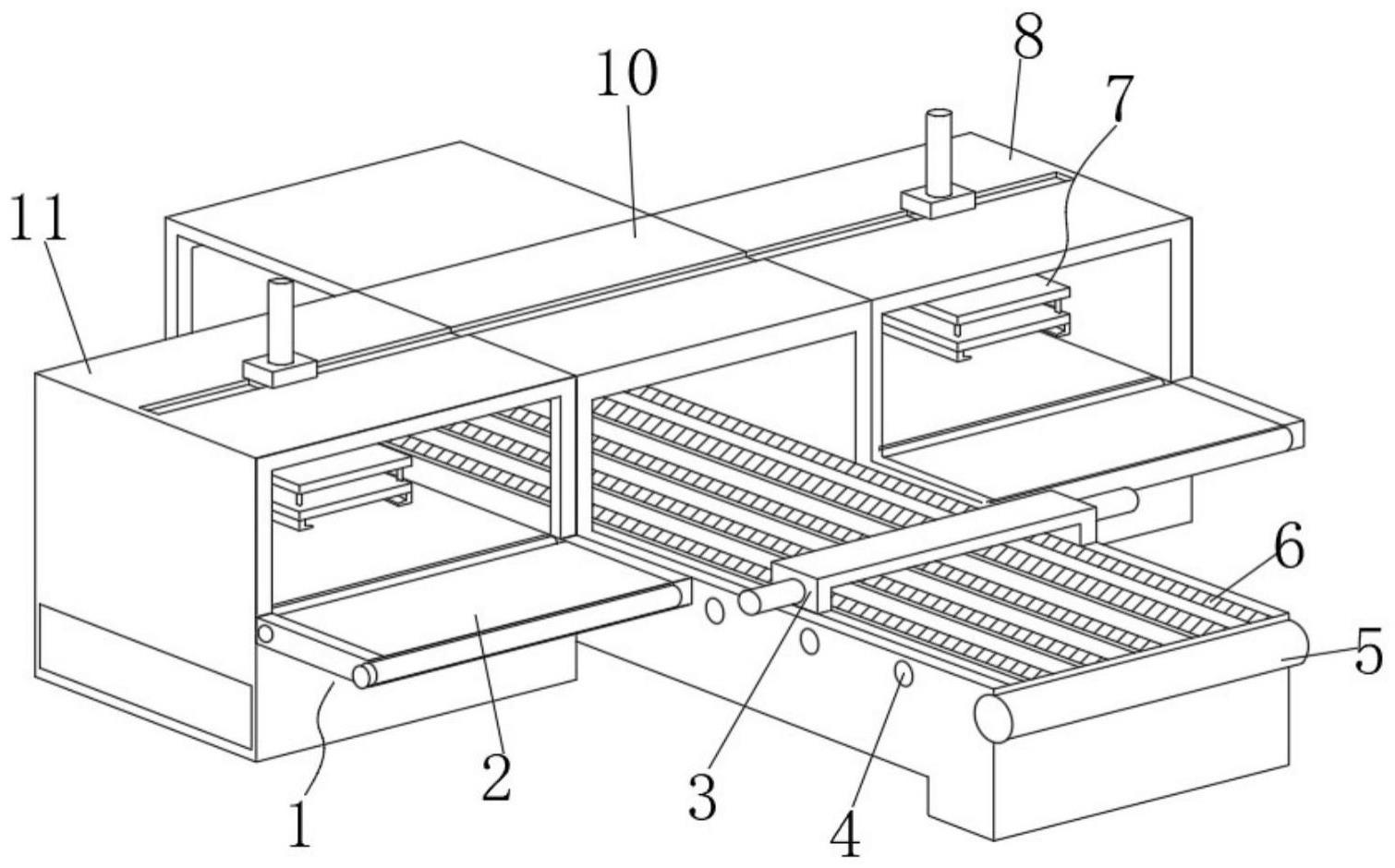
7、一种精密钣金加工用自动上料装置,包括第一分料器、第二分料器和输料机,所述第一分料器固定安装在输料机的一侧外表面,所述第二分料器固定安装在输料机的另一侧外表面,所述第二分料器和第一分料器对称设置,所述第二分料器和第一分料器的内侧均设有用来夹取钣金材料的上料件,所述第二分料器和第一分料器的内侧位于上料件的下部均活动安装有第二输送带,所述输料机的内侧活动安装有第一输送带,且输料机的内侧位于第一输送带的上端设有用来矫正钣金角度的推料器,所述第一分料器和第二分料器的前端均设有配合第二输送带使用的旋转架。
8、作为本发明的进一步技术方案,所述推料器包括第一推块和第二推块,所述第一推块和第二推块对称设置,所述第一推块和第二推块分别通过横向推杆驱动,横向推杆为气动推杆,在钣金材料穿过第一推块和第二推块之间时,利用横向推杆驱动第一推块和第二推块,使得第一推块和第二推块推动钣金材料的侧边,避免板件材料出现倾斜现象。
9、作为本发明的进一步技术方案,所述第一推块和第二推块的一侧外表面均活动安装有若干组导向轮,所述第一推块和第二推块的中部均设有对接转杆,利用对接转杆的设置,可以在第一推块和第二推块接触钣金材料时,调整第一推块和第二推块的角度,使得第一推块和第二推块可以更好的贴合板件材料,其次导向轮的设置,可以在钣金材料移动时,降低第一推块和第二推块的摩擦力。
10、作为本发明的进一步技术方案,所述旋转架包括两组固定侧板,两组固定侧板对称设置,两组固定侧板之间活动安装有两根弹性压杆,第二输送带以s型穿过两根弹性压杆,利用两根弹性压杆的设置,使得第二输送带保持紧绷状态,同时在旋转架转动时,可以释放对应长度的第二输送带。
11、作为本发明的进一步技术方案,两组固定侧板的一端内侧活动安装有第二驱动杆,两组固定侧板的另一端内侧活动安装有转向杆,第一分料器、第二分料器和固定侧板之间均通过转向杆活动连接,转向杆的下部设有电机,电机和转向杆之间通过齿轮传动,使用者通过启动电机,使得电机利用齿轮驱动转向杆,通过转向杆带动旋转架,使得旋转架带动第二输送带的一端转动,从而调节第二输送带一端的输送角度。
12、作为本发明的进一步技术方案,所述上料件包括升降板和固定基板,所述固定基板活动安装在升降板的下部,且升降板和固定基板的四角处均安装有缓冲杆,缓冲杆的外表面套接有弹簧,利用缓冲杆配合弹簧的使用,使得升降板和固定基板之间具有一定的弹性,在升降板带动固定基板下移时,可以对固定基板及其下部夹取的钣金材料起到缓冲保护作用。
13、作为本发明的进一步技术方案,所述固定基板的下端外表面活动安装有两组移动卡条,两组移动卡条对称设置,移动卡条的截面为l型结构,所述升降板的上方设置有滑动卡座,滑动卡座利用电动机配合脚轮驱动,使得滑动卡座可以带动上料件整体平移,同时利用移动卡条的设置,可以卡紧固定钣金材料的两侧,使得钣金材料固定在固定基板的下端。
14、作为本发明的进一步技术方案,所述固定基板的上端中部设有用来驱动移动卡条移动的驱动器,驱动器包括丝杆和电动机,所述滑动卡座的上端中部设有升降气缸,升降气缸和升降板之间通过升降杆活动对接,使用者启动升降气缸,使得升降气缸驱动升降杆,令升降杆带动升降板上下移动。
15、作为本发明的进一步技术方案,所述移动卡条的上端设有配合丝杆使用的螺纹套,螺纹套的一端设置有移动滑块,移动滑块和移动卡条之间通过对接转轴连接,移动卡条的一侧固定安装有橡胶条。
16、作为本发明的进一步技术方案,所述第一分料器、第二分料器和输料机的上端中部均开设有配合上料件使用的滑槽,所述输料机的一端设有用来驱动第一输送带的第一驱动杆,输料机的内侧活动安装有若干组支撑滚杆,通过电动机驱动第一驱动杆,使得第一驱动杆带动第一输送带移动。
17、本发明的有益效果:
18、1、通过设置上料件,在该精密钣金加工用自动上料装置使用时,上料件配合第一分料器和第二分料器的使用,使得其可以分别向输料机的两侧进行钣金材料的输送操作,令其具有双向上料结构,提升其使用时的灵活性,同时配合上料件下部的两组移动卡条,可以灵活固定不同大小的钣金材料,提升其适用范围,操作时,使用者将对应的钣金材料置于输料机的第一输送带上,通过电动机带动驱动杆,使得驱动杆带动第一输送带移动,从而将钣金材料移动至第一分料器和第二分料器处,滑动卡座利用电动机配合脚轮驱动,使得滑动卡座可以带动上料件整体平移,根据需求移动第一分料器和第二分料器的上料件,使得上料件置于钣金材料的上部,通过启动升降杆,使得升降杆带动升降板下移,令升降板同步带动固定基板下移,使得固定基板移动至钣金材料上部,同时利用移动卡条的设置,可以卡紧固定钣金材料的两侧,操作时,通过启动驱动器,利用电动机驱动丝杆,使得其带动两组移动卡条移动,使得钣金材料固定在固定基板的下端,利用缓冲杆配合弹簧的使用,使得升降板和固定基板之间具有一定的弹性,在升降板带动固定基板下移时,可以对固定基板及其下部夹取的钣金材料起到缓冲保护作用,利用上料件配合第一分料器和第二分料器的使用,令其具有多向上料结构,同时可以适用不同规格的钣金材料。
19、2、通过设置旋转架,在该精密钣金加工用自动上料装置使用时,将旋转架加装在第一分料器和第二分料器上,使得第一分料器和第二分料器具有多角度调节结构,优化对第一分料器和第二分料器的使用,操作时,使用者通过启动电机,使得电机利用齿轮驱动转向杆,通过转向杆带动旋转架,使得旋转架带动第二输送带的一端转动,从而调节第二输送带一端的输送角度,其次利用两根弹性压杆的设置,使得第二输送带保持紧绷状态,同时在旋转架转动时,可以释放对应长度的第二输送带,令第二输送带可以根据旋转架的角度变化做对应调节,利用旋转架的设置,使得该精密钣金加工用自动上料装置具有旋转辅助结构,令其可以根据板件材料的输送角度进行任意调节,提升其使用时的灵活性。
20、3、通过设置推料器,在该精密钣金加工用自动上料装置使用时,令其可以根据钣金材料的位置进行纠偏调节,使得钣金材料以正确角度移动,操作时,横向推杆为气动推杆,在钣金材料穿过第一推块和第二推块之间时,利用横向推杆驱动第一推块和第二推块,使得第一推块和第二推块推动钣金材料的侧边,通过第一推块和第二推块推动钣金材料移动,避免板件材料出现倾斜现象,其次利用对接转杆的设置,可以在第一推块和第二推块接触钣金材料时,调整第一推块和第二推块的角度,使得第一推块和第二推块可以更好的贴合板件材料,同时导向轮的设置,可以在钣金材料移动时,降低第一推块和第二推块的摩擦力,提升第一推块和第二推块的使用效果。
- 还没有人留言评论。精彩留言会获得点赞!