一种超大纸箱自动套箱方法与流程
本发明涉及包装,具体为一种超大纸箱自动套箱方法。
背景技术:
1、光伏组件也叫太阳能电池组件、太阳能电池板,是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分。在光伏组件的生产过程中,需要对加工完成的光伏组件进行套箱包装。由于多个光伏组件堆垛后尺寸非常大,因此套箱的纸箱尺寸就非常大,甚至为超大尺寸,而大尺寸或超大尺寸的纸箱容易发生变形,套箱难度大。因而,如何实现大尺寸、超大尺寸的纸箱套箱作业依旧是目前包装领域的一大难题。有的采用人工套箱,不仅人工劳动量大,且效率低下,而自动化套箱,现有的自动化套箱基本为通过一台机械手进行套箱,但是通过一台机械手套箱,其无法解决大尺寸、超大尺寸纸箱易变形的问题,套箱难道大,且由于直线尺寸大、重量重,纸箱在搬运、套箱过程中还容易脱落,特别是对于纸箱单边尺寸仅比产品的单边尺寸大几毫米的超小尺寸差情况,更是难以完成。如专利公开号为cn113716117a、专利名称为一种新型大尺寸光伏组件包装线及其工艺,其包装工艺为s9.人工补全侧面围挡,即采用人工方法配合机械手将纸箱套于产品上,属于半人工作业,人工的工作量依旧很大,且效率低,无法实现快速自动化套箱。专利公开号为cn217836248u、专利名称为一种机器人式自动开箱套箱设备,其公开了使用辅助开箱套箱单元配合开箱搬运机器人进行开箱和套箱,但是辅助开箱套箱单元仅能够水平和竖直运动,其套箱为上下正套。但是这种套箱方法对于纸箱单边尺寸仅比产品的单边尺寸大几毫米的纸箱套箱很难实现。因此,急需一种能够实现超大纸箱对超小尺寸差的产品进行套箱的方法,以满足更高产品套箱要求。
技术实现思路
1、本发明的目的在于提供一种超大纸箱自动套箱方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种超大纸箱自动套箱方法,包括使用带有真空吸盘的第一机械手和第二机械手,所述第一机械手的侧边设有校正架,其套箱的步骤如下:
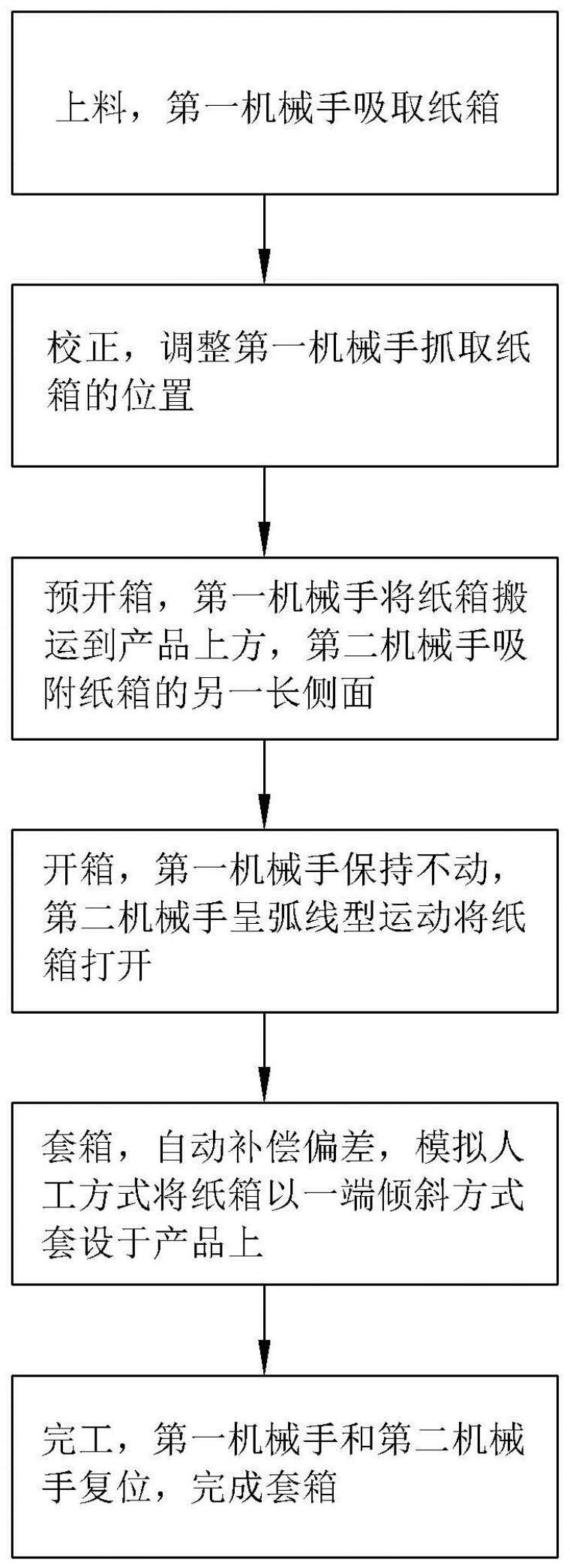
3、步骤一、上料,通过第一机械手从料架上吸取纸箱;
4、步骤二、校正,第一机械手将吸取的纸箱放到校正架上校正,然后调整第一机械手的吸取位置,第一机械手同时吸住此时校正架上的纸箱的长侧面和短侧面;
5、步骤三、预开箱,第一机械手将纸箱搬运到待套箱产品的正上方,然后第二机械手吸附住靠近其侧面的纸箱的长侧面,第一机械手放开吸附住的纸箱短侧面;
6、步骤四、开箱,第一机械手的位置保持不动,第二机械手沿其相对的纸箱侧面的长侧面到短侧面方向且向着远离第一机械手的方向呈弧线形移动,直至将纸箱完全打开;
7、步骤五、套箱,首先第二机械手检测产品位置并自动补偿偏差,其次第一机械手和第二机械手同步运动,将纸箱的长度方向两端调整为一高一低的倾斜状,然后第一机械手和第二机械手同时下降,将纸箱低的一端先套于产品的一端,接着第一机械手和第二机械手同步转动纸箱,将纸箱高的一端向下转动并套于产品的另一端,最后,第一机械手和第二机械手带动纸箱同步向下运动,将纸箱完全套于产品上;
8、步骤六、完工,第一机械手和第二机械手放开吸住的纸箱并复位,完成自动套箱作业。
9、进一步优选,所述步骤五中纸箱套箱前的倾斜角度为20-40度,实现模拟人工套箱动作,便于将纸箱套设于产品上,保证纸箱套箱的顺畅,不会出现卡堵现象。
10、进一步优选,所述步骤四中纸箱开箱时第一机械手和第二机械手呈斜对方向放置,方便折叠状态的纸箱的打开。
11、进一步优选,所述第一机械手和第二机械手之间设有滚筒输送线,便于将产品自动输送至套箱位置,实现自动化上料。
12、进一步优选,所述第一机械手的下方设有沿着滚筒输送线输送方向传送的地轨线,所述校正架设置于地轨线的远离第二机械手端。
13、进一步优选,所述第一机械手的远离第二机械手的侧边设有多个料架,便于纸箱的放置及方便续料,实现持续套箱作业;所述料架的长度方向与地轨线的输送方向交叉且不垂直,即料架的长度方向相对地轨线的输送方向为斜的,方便第一机械手吸取、搬运纸箱。
14、进一步优选,所述第一机械手的手指末端设有矩形结构的第一固定架,沿着所述第一固定架的长度方向的一端设有矩形结构的第二固定架,沿着所述第一固定架的边缘设有多个第一真空吸盘,沿着所述第二固定架的边缘设有多个第二真空吸盘,通过多个第一真空吸盘能够实现对超大尺寸的纸箱的长侧面的吸取,且吸取牢靠;通过多个第二真空吸盘能够实现对超大尺寸的纸箱的短侧面的吸取,且吸取牢靠。
15、进一步优选,所述第一固定架上设有行程限位开关,用于检测第一机械手的移动位置,保证第一机械手对纸箱的抓取位置准确。
16、进一步优选,所述第二机械手的手指末端设有矩形结构的第三固定架,沿着所述第三固定架的边缘设有多个第三真空吸盘,通过多个第三真空吸盘实现第二机械手对超大尺寸的纸箱的长侧面的吸取,且吸取牢靠。
17、进一步优选,所述第三固定架的一角设有垂直于其上的安装板,所述安装板设置于第三固定架的远离第二机械手手指的侧面,所述安装板上安装有第一测距传感器,所述第三固定架上靠近安装板的位置设有第二测距传感器,通过第一测距传感器和第二测距传感器能够检测产品的位置,实现纸箱在套箱前对纸箱的位置进行偏差补偿,保证纸箱的套箱顺畅。
18、有益效果:本发明的超大纸箱自动套箱方法,通过第一机械手和第二机械手实现对超大尺寸的纸箱的自动搬运、校正、开箱、套箱作业;通过多个真空吸盘能够确保第一机械手和第二机械手对纸箱的吸附力,且不会损坏纸箱;通过第一机械手和第二机械手能够采用开箱模拟人工打开的方式,并模拟人工套箱方式,将纸箱倾斜后进行套箱,保证套箱的顺畅;该自动套箱方法有效的实现了超大尺寸的纸箱的套箱作业,套箱速度快、效率高,且套箱质量高,解决了人工套箱存在的问题以及现有机器套箱无法套超小尺寸差纸箱的问题。
技术特征:
1.一种超大纸箱自动套箱方法,包括使用带有真空吸盘的第一机械手和第二机械手,所述第一机械手的侧边设有校正架,其特征在于,其套箱的步骤如下:
2.根据权利要求1所述的一种超大纸箱自动套箱方法,其特征在于:所述步骤五中纸箱套箱前的倾斜角度为20-40度。
3.根据权利要求1所述的一种超大纸箱自动套箱方法,其特征在于:所述步骤四中纸箱开箱时第一机械手和第二机械手呈斜对方向放置。
4.根据权利要求1所述的一种超大纸箱自动套箱方法,其特征在于:所述第一机械手和第二机械手之间设有滚筒输送线。
5.根据权利要求4所述的一种超大纸箱自动套箱方法,其特征在于:所述第一机械手的下方设有沿着滚筒输送线输送方向传送的地轨线,所述校正架设置于地轨线的远离第二机械手端。
6.根据权利要求5所述的一种超大纸箱自动套箱方法,其特征在于:所述第一机械手的远离第二机械手的侧边设有多个料架,所述料架的长度方向与地轨线的输送方向交叉且不垂直。
7.根据权利要求1所述的一种超大纸箱自动套箱方法,其特征在于:所述第一机械手的手指末端设有矩形结构的第一固定架,沿着所述第一固定架的长度方向的一端设有矩形结构的第二固定架,沿着所述第一固定架的边缘设有多个第一真空吸盘,沿着所述第二固定架的边缘设有多个第二真空吸盘。
8.根据权利要求7所述的一种超大纸箱自动套箱方法,其特征在于:所述第一固定架上设有行程限位开关。
9.根据权利要求1所述的一种超大纸箱自动套箱方法,其特征在于:所述第二机械手的手指末端设有矩形结构的第三固定架,沿着所述第三固定架的边缘设有多个第三真空吸盘。
10.根据权利要求9所述的一种超大纸箱自动套箱方法,其特征在于:所述第三固定架的一角设有垂直于其上的安装板,所述安装板设置于第三固定架的远离第二机械手手指的侧面,所述安装板上安装有第一测距传感器,所述第三固定架上靠近安装板的位置设有第二测距传感器。
技术总结
本发明公开了一种超大纸箱自动套箱方法,包括上料,第一机械手从料架上吸取纸箱;校正,将纸箱放到校正架上校正,第一机械手吸住纸箱的长侧面和短侧面;预开箱,将纸箱搬运到待套箱产品的正上方,第二机械手吸附住靠近其侧面的纸箱的长侧面,第一机械手放开吸附住的纸箱短侧面;开箱,第二机械手呈弧线形移动将纸箱完全打开;套箱,检测产品位置并自动补偿偏差,将纸箱的长度方向两端调整为倾斜状,模拟人工套箱方式将纸箱套设于产品上;完工,第一机械手和第二机械手复位,完成自动套箱作业。本发明的有益效果是:实现对超大尺寸的纸箱的自动搬运、校正、开箱、套箱作业,采用模拟人工方式开箱、套箱,保证套箱的顺畅;套箱速度快、效率高。
技术研发人员:邱贵春,何重振
受保护的技术使用者:苏州新亦盟自动化设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!