一种自动拆箱叠箱机构的制作方法
【】本发明涉及一种生产设备,具体是一种用于包装仓储产品方面的自动拆箱叠箱机构。
背景技术
0、
背景技术:
1、随着社会经济不断的进步和发展,伴随着工业设备自动化不断进步和发展。与此同时,伴随着商品经济不断日益普及化,使得社会生活中商品样式和种类呈多样化。在商品加工过程中,所述拆箱动作和叠箱动作是商品加工过程中必不可少的步骤。然而,现有技术中拆箱动作和叠箱动作中大部分操作都是由人工操作或人机互动而完成。由于现有主流叠箱动作是采用人工投料与机器交互方式完成,在此过程中,因人工投料存在诸多不稳定因素以及人为误差,很容易使得人工强度大,生产效率比较低,拆箱叠箱动作的精度比较低。又因在叠箱拆箱动作中所使用设备比较多,导致所使用设备占有面积比较大。若包装不同尺寸产品时,则需要更换不同设备,由此,导致操作时给操作者带来极其不方便。
技术实现思路
0、
技术实现要素:
1、有鉴于此,本发明所要解决的技术问题是提供一种不仅具有操作简单方便,而且还具有提高包装精度,提高加工效率的自动拆箱叠箱机构。
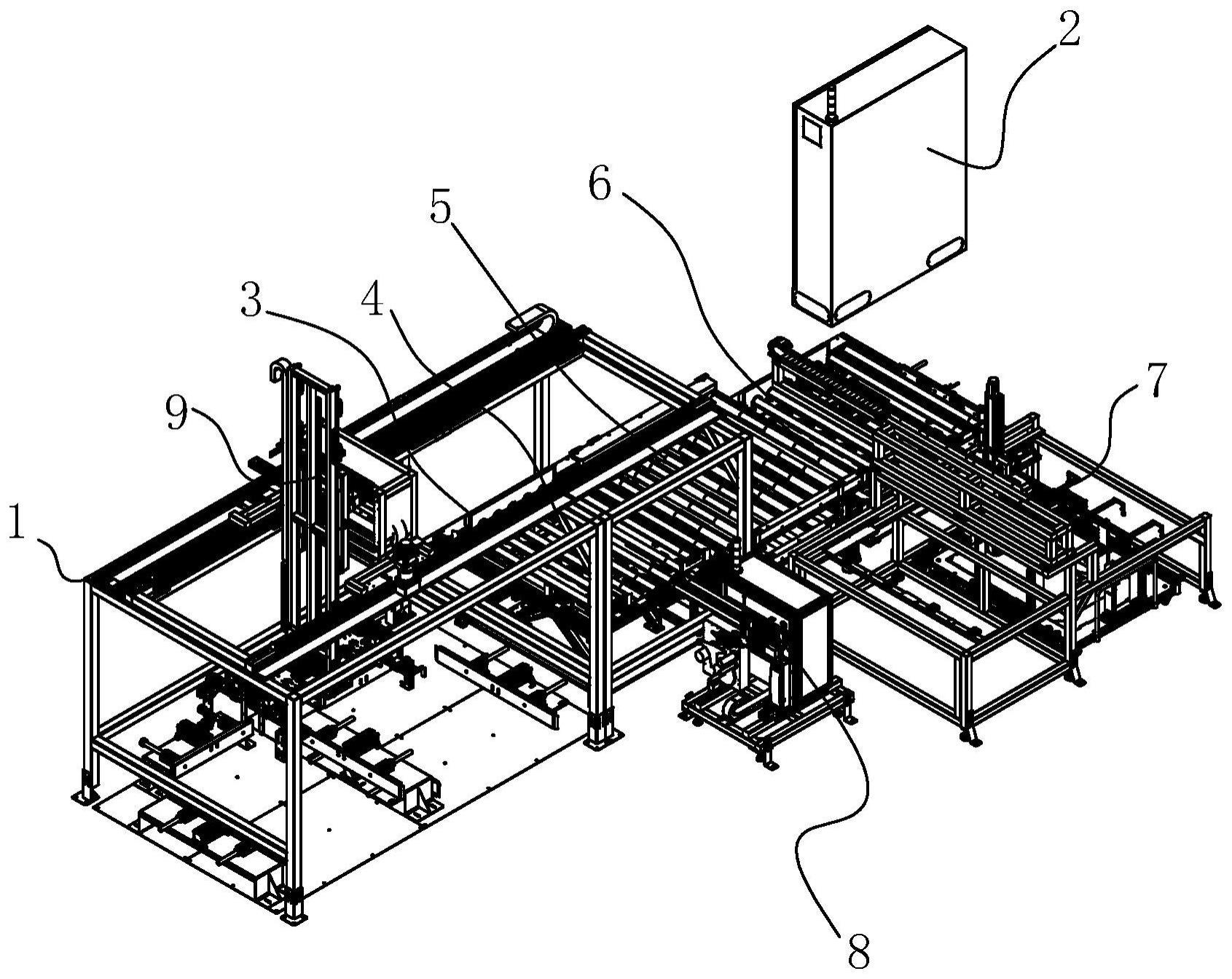
2、为此解决上述技术问题,本发明中的技术方案所提供一种自动拆箱叠箱机构,其包括置于外围的机箱护栏,安装在机箱护栏外围的用于控制电源的电控箱,分别置于机箱护栏内部的第一称重线体机构,后段顶升回流线体机构,第二称重线体机构,前段顶升回流线体机构,取盖隔片机构,贴标机,右侧满箱栈板定位机构,码垛移栽机构,左侧空箱栈板定位机构,前端机器人配合ccd自动上料机构;第一称重线体机构一端与后段顶升回流线体机构连接,后段顶升回流线体机构另一端与第二称重线体机构连接,第二称重线体机构另一端与前段顶升回流线体机构连接,所述前端机器人配合ccd自动上料机设置于前段顶升回流线体机构另一端;所述取盖隔片机构与第二称重线体机构、前段顶升回流线体机平齐设置,且位于第二称重线体机构、前段顶升回流线体机的共有内侧;所述贴标机位于后段顶升回流线体机构和取盖隔片机构所形成收容空间内;所述左侧空箱栈板定位机构,码垛移栽机构,以及右侧满箱栈板定位机构位于第一称重线体机构的上面,所述左侧空箱栈板定位机构位于外侧,所述右侧满箱栈板定位机位于内侧,所述的码垛移栽机位于左侧空箱栈板定位机构与右侧满箱栈板定位机构之间;所述第一称重线体装置和第二称重线体装置统称为称重线体装置,该称重线体装置包括直接置于底部的称重线体底架,安装称重线体底架四周侧壁上的称重支撑脚,安装在称重线体底架四周底部的称重脚垫;安装在称重线体底架上面的下层滚筒输送线机构,安装在下层滚筒输送线上面的上层滚筒输送线机构;安装在下层滚筒输送线机构下面的复数个称重传感器;所述上层滚筒输送线机构包括置于两侧的输送线固定杆,安装在两根输送线固定杆两侧的复数个输送线轴承座,安装在复数个输送线轴承座之间的复数根输送线滚筒,安装在输送线固定杆外围的复数个用于加固作用的输送线加固板,安装在输送线固定杆底部的与复数个输送线轴承座连接和控制的输送线电机;所述上层滚筒输送线机构的结构与下层滚筒输送线机构的结构是相同,所述第一称重线体装置的结构和第二称重线体装置的结构是相同。
3、进一步限定,所述贴标机包括置于底部的贴标机底架,安装在贴标机底架四周侧壁的贴标辅助支撑腿,安装在贴标机底架底部四周的贴标支撑脚垫,安装在贴标机底架上面的用于控制x轴方向移动的复数根输送导轨,安装在复数根输送导轨上面的贴标机安装板,安装在贴标机安装板上面的贴标机外箱,设置在贴标机外箱一侧边缘的纵向设置的贴标凹槽,安装在贴标凹槽内部的贴标纵向移动块,安装在纵向移动块上面的贴标固定板,安装在贴标固定板上面的贴标横向模组,安装在贴标横向模组外围一端的读码横杆,安装在读码横杆一端的读码器,安装在贴标横向模组中央位置处的贴标气缸安装板,安装在贴标气缸安装板上面的两根气缸杆,安装在两根气缸杆上面的滑台气缸,安装在贴标气缸安装板上端的贴标升降杆安装块,活动连接在升降杆安装块上的贴标升降杆,安装在贴标升降杆上的贴标升降移动板,安装在该贴标升降移动板一侧的可旋转动作的旋转气缸,安装在旋转气缸上面的用于贴标的贴标头机构;安装在贴标机安装板上面的且位于贴标横向模组下方位置处的打印机机构,该打印机机构包括直接安装在贴标机安装板上面的打印机外箱,安装在打印机外箱内部的打印机,安装在打印机外箱内部的齿轮箱机构,安装在齿轮箱机构外围的复数根用于运输和支撑的贴标盘的贴标盘轴。
4、进一步限定,所述取盖隔片机构包括直接底部的隔片机构支架,安装在隔片机构支架上面的横向设置的条形支架,安装在条形支架侧面的隔片横向移动导轨,安装在隔片横向移动导轨上面的沿着条形支架边缘方向横向移动的隔片横移输送机构,安装在隔片横向输送机构上面的与隔片横移输送机构相互垂直设置的隔片纵向移动模组,安装在隔片纵向移动模组上面的隔片纵向导轨,安装在隔片纵向导轨上面的可上下移动的隔片吸附手臂,安装在隔片纵向移动模组上面可隔片吸附手臂上下移动的手臂控制模组,安装在隔片吸附手臂一端下面的真空吸附盘,安装在真空吸附盘下面的复数片隔片;安装在复数片隔片的底部的隔片定位机构。
5、进一步限定,前段顶升回流线体机构包括直接位于底部的前段顶升框架,安装在前段顶升框架四周直角处的前段支撑定位杆,安装在前段顶升框架内部的可上下移动的前段交叉支撑杆机构,安装在前段交叉支撑杆机构上端的前段滚筒输送机构;所述前段交叉支撑杆机构包括安装连接在前段顶升框架一端内侧的两根前段移动导轨,安装在连接在前段顶升框架一端内侧的位于两根前段移动导轨之间的前段连接杆,分别与前段连接杆和两根前段移动导轨同时连接的前段纵向移动横杆,分别连接在前段纵向移动横杆两端的前段短交叉杆,与前段短交叉杆相互铰链连接的前段长交叉杆,连接在前段长交叉杆另一端前段长杆铰链座,所述前段短交叉杆和前段长交叉杆分别与前段滚筒输送机构底部连接;前段滚筒输送机构包括前段滚筒框架,安装在前段滚筒框架两侧的前段滚筒左侧定位机构和前段滚筒右侧定位机构,安装在前段滚筒框架背面的前段滚筒后侧定位机构;所述前段滚筒左侧定位机构,前段滚筒右侧定位机构以及前段滚筒后侧定位机构统称为前段滚筒定位机构,该前段滚筒定位机构包括安装在前段滚筒框架边缘的前段滚筒安装板,安装在前段滚筒安装板上面三个丝杆步进电机组件,安装在丝杆步进电机组件内部的突出丝杆步进电机组件一段距离的前段滚筒步进丝杆,安装在前段滚筒步进丝杆端面的前段滚筒定位挡板,安装在丝杆步进电机组件上面的微型控制开关;所述前段滚筒框架内部设置有复数个可滚动的滚筒。
6、进一步限定,后段顶升回流线体机构包括直接位于底部的后段顶升框架,安装在后段顶升框架四周直角处的后段支撑定位杆,安装在后段顶升框架内部的可上下移动的后段交叉支撑杆机构,安装在后段交叉支撑杆机构上端的后段滚筒输送机构;所述后段交叉支撑杆机构包括安装连接在后段顶升框架一端内侧的两根后段移动导轨,安装连接在后段顶升框架一端内侧的位于两根后段移动导轨之间的后段连接杆,分别与后段连接杆和两根后段移动导轨同时连接的后段纵向移动横杆,分别连接在后段纵向移动横杆两端的后段短交叉杆,与后段短交叉杆相互铰链连接的后段长交叉杆,连接在后段长交叉杆另一端后段长杆铰链座,所述后段短交叉杆和后段长交叉杆分别与后段滚筒输送机构底部连接;后段滚筒输送机构包括后段滚筒框架,安装在后段滚筒框架一侧的后段滚筒长定位机构,安装在后段滚筒框架另一侧两个第一后段滚筒短定位机构,安装在后段滚筒框架背面的两个第二后段滚筒短定位机构;所述后段滚筒长定位机构,第一后段滚筒短定位机,第二后段滚筒定位机构统为后段滚筒定位机构,所述后段滚筒定位机构包括安装在后段滚筒框架边缘的后段滚筒凸型震动弯折板,安装在后段滚筒凸型震动弯折板内部的后段小凸型震动弯折板,安装在后段小凸型震动弯折板内部的微动开关震动组件;所述后段滚筒框架内部设置有可滚动的滚筒。
7、进一步限定,码垛移栽机构包括码垛龙门架,安装在码垛龙门架上面的码垛导轨支架,分别安装在码垛导轨支架上两侧的码垛导轨,安装在码垛导轨支架上的位于码垛导轨外侧的码垛齿轮条,安装在码垛导轨支架上的位于码垛导轨内侧的码垛滑块导轨;分别安装在码垛导轨,码垛齿轮条以及码垛滑块导轨上面的可左右移动的码垛横向支架,安装在码垛横向支架上的码垛伺服电机;安装在码垛横向支架侧上下侧壁边缘上的码垛横向支架导轨,安装在码垛横向支架导轨上面的码垛支架滑块,安装在码垛支架滑块上面的码垛z轴安装板,安装在码垛z轴安装板上面的用于控制z轴方向的码垛纵向运动机构;所述码垛纵向运动机构包括安装在码垛z轴安装板上面的码垛纵向龙门架,安装在码垛纵向龙门架上面的用于控制上下移动的码垛运动链条模组,安装在码垛纵向龙门架底端的码垛龙门架固定板,安装在码垛龙门架固定板上面的限位开关,安装在码垛龙门架固定板下面的中空旋转平台,安装在中空旋转平台下面的码垛捞抓支架,安装在码垛捞抓支架下面四周的捞抓件,安装在捞抓件四周附近的检测光电件,安装在码垛捞抓支架下端面的双向丝杆对夹模组。
8、进一步限定,所述左侧空箱栈板定位机构和右侧满箱栈板定位机构统称为栈板定位机构,该栈板定位机构包括栈板安装板,安装在栈板安装板上面的复数个平行或者垂直设置的栈板移动机构;所述栈板移动机构包括直接固定在栈板安装板上面的栈板固定座,安装在栈板固定座一侧面的栈板推板,安装在栈板推板背面中央位置处的栈板气缸,安装在栈板推板背面两侧的轴承杆,安装在轴承杆上面的直线轴承。
9、本发明的有益技术效果:因本案申请的自动拆箱叠箱机构采用第一称重线体机构,后段顶升回流线体机构,第二称重线体机构,前段顶升回流线体机构,取盖隔片机构,贴标机,右侧满箱栈板定位机构,码垛移栽机构,左侧空箱栈板定位机构,前端机器人配合ccd自动上料机构而构成所述本案所申请机构。使用时,通过码垛移栽机构在栈板定位机构上面对被空箱或满箱进行上空箱动作,逐层叠箱动作,以及定位动作,实现泡沫箱回流周转,大大降低人工成本,再通过后段顶升回流线体机构实现定位动作,通过前段顶升回流线体机构和取盖隔片机构自动完成上料动作和自动取盖隔片件动作,可以预防被取的隔片件接触划伤。通过码垛移栽机构中的码垛纵向运动机构采用检测光电件和双向丝杆对夹模组进行捞抓动作,能够快速准确捞取不同尺寸箱子产品周转动目的,有利于提高包装精度。又因所述的称重线体装置采用上下层交替线体的方式,增加设备空间利用率,提高生产效率。称重线体装置下方增加高精度称重传感器,能确保叠箱前每箱所装产品数量达到客户预期。与现有技术同类产品包装方式相互比较可知,本发明具有操作简单方便。
10、下面结合附图和实施例,对本发明的技术方案做进一步的详细描述。
- 还没有人留言评论。精彩留言会获得点赞!