钢卷运输系统的制作方法
本发明涉及运输设备,特别涉及一种钢卷运输系统。
背景技术:
1、随着热连轧生产线技术和装备水平的逐步发展,热连轧产线年产量也逐步提高,使得钢卷运输系统的运输节奏逐渐成为整条生产线提产的瓶颈环节。在热连轧生产线中的钢卷运输线中,多采用小车卸卷结构将钢卷从卷取机芯轴上卸下,并运放至卷取机出口的固定鞍座上进行自动打捆,再由运卷小车将其取走运送并放置到运输系统上。钢卷在小车卸卷结构和运卷小车之间进行切换时,增加了切换时间,从而降低了钢卷的运输效率。并且,目前产业中使用的很多热轧生产线采用老旧的步进梁式和链式钢卷运输系统,这些运输系统的运输节奏较慢,严重制约着钢卷的运输效率,从而降低了热连轧生产线的生产效率。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明实施例所要解决的技术问题是提供了一种钢卷运输系统,用于改善钢卷的运输效率以提高生产效率。
2、本发明的上述目的可采用下列技术方案来实现,本发明提供了一种钢卷运输系统,包括:
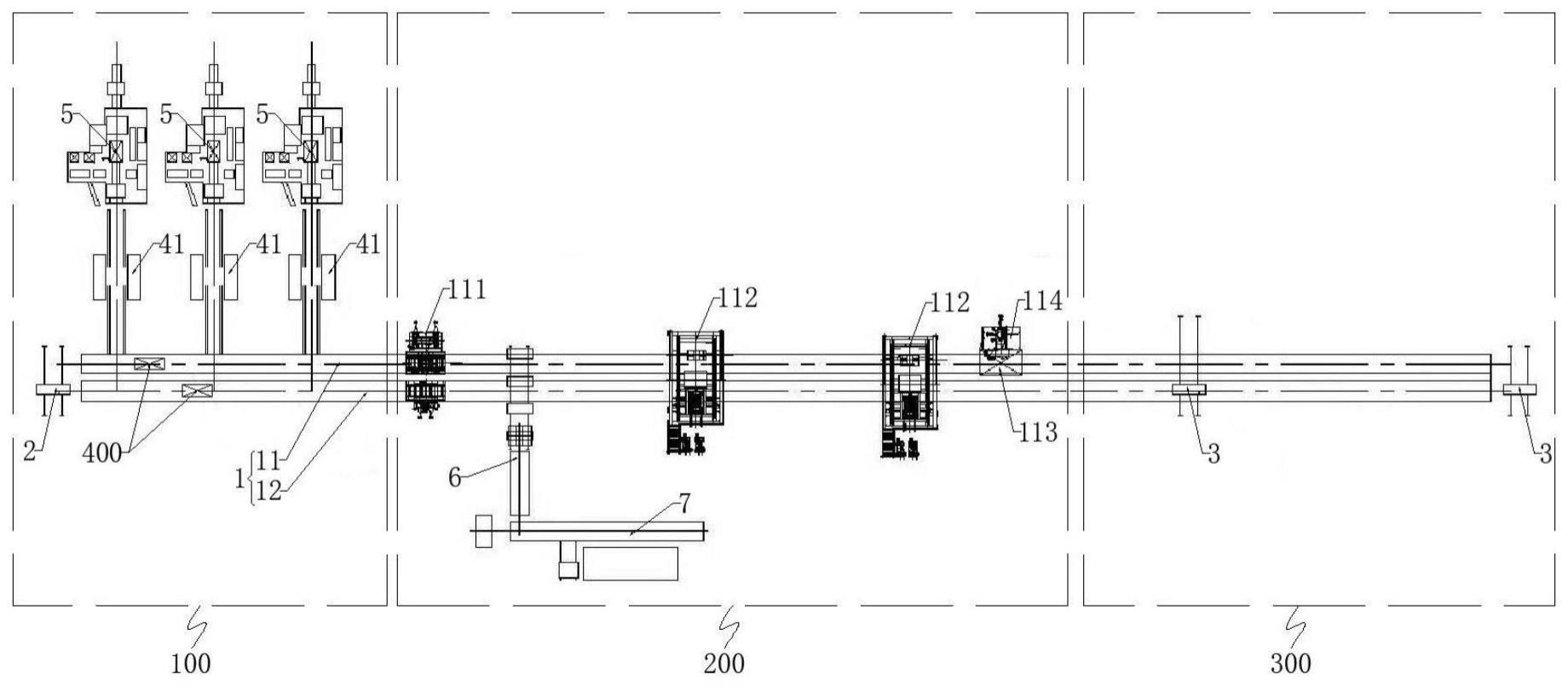
3、辊道机构,包括并排设置的第一辊道和第二辊道,所述第一辊道和所述第二辊道的输送方向相反,沿所述第一辊道的输送方向,所述钢卷运输系统至少被划分为进料区、打捆区和卸料区;
4、横移机构,所述横移机构包括设置在所述进料区中的第一横移装置、以及设置在所述卸料区中的多个第二横移装置,沿所述第一辊道的输送方向,多个所述第二横移装置间隔设置,所述第一横移装置和各所述第二横移装置均可运动地设置在所述第一辊道和所述第二辊道之间;
5、多个辊道托卷结构,可运动地设置在所述第一辊道和/或所述第二辊道上,各所述辊道托卷结构均能够通过所述横移机构在所述第一辊道和所述第二辊道之间进行切换;
6、运输机构,包括设置在所述进料区的至少一个卸运卷一体车,所述卸运卷一体车可运动地与所述第一辊道相接,所述卸运卷一体车能够将钢卷运送至位于所述第一辊道的所述辊道托卷结构上。
7、在本发明的一较佳实施方式中,所述第一横移装置可运动地设置在所述第一辊道的前端与所述第二辊道的后端之间,至少一个所述第二横移装置可运动地设置在所述第一辊道的后端和所述第二辊道的前端之间。
8、在本发明的一较佳实施方式中,所述进料区设有多个卷取机,沿所述第一辊道的输送方向,多个所述卷取机并排设置,各所述卷取机与所述第一辊道之间均设有一个所述卸运卷一体车,所述卸运卷一体车能够将所述卷取机上的钢卷运送至位于所述第一辊道的所述辊道托卷结构上。
9、在本发明的一较佳实施方式中,所述卸运卷一体车包括小车卸卷结构、小车托卷结构、以及设置在所述小车卸卷结构和所述小车托卷结构之间的车体。
10、在本发明的一较佳实施方式中,所述卷取机的出口设有固定鞍座,所述卸运卷一体车通过所述小车卸卷结构能够将所述卷取机上的钢卷运送至所述固定鞍座上,再通过所述小车托卷结构将钢卷运送至位于所述第一辊道的所述辊道托卷结构上。
11、在本发明的一较佳实施方式中,所述第一辊道为重载辊道,所述第二辊道为轻载辊道,所述重载辊道和所述轻载辊道并排设置。
12、在本发明的一较佳实施方式中,所述打捆区设有塔形修复装置、至少一个打捆机、以及称重装置,沿所述第一辊道的输送方向,所述塔形修复装置、所述打捆机和所述称重装置依次设置在所述第一辊道上。
13、在本发明的一较佳实施方式中,所述打捆区还设有喷印装置,所述喷印装置和所述称重装置设置在所述第一辊道的同一位置。
14、在本发明的一较佳实施方式中,所述打捆区还设有检查台,所述检查台与所述第一辊道之间设有第三横移装置,所述第三横移装置设置在所述塔形修复装置与所述打捆机之间,所述辊道托卷结构能够通过所述第三横移装置在所述检查台与所述第一辊道之间切换。
15、在本发明的一较佳实施方式中,所述辊道托卷结构包括托盘,所述托盘可运动地设置在所述第一辊道和/或所述第二辊道上。
16、本发明的技术方案具有以下显著有益效果:
17、本发明所述钢卷运输系统使用时,利用运输机构的卸运卷一体车将钢卷运输至位于第一辊道上的辊道托卷结构上,辊道托卷结构能够带动钢卷沿第一辊道进行输送,从而将钢卷从进料区运输至打捆区中,在打捆区可对辊道托卷结构上的钢卷进行打捆、称重及打标等操作,然后辊道托卷结构将打捆后的钢卷继续运输至卸料区,在卸料区中利用外部起吊设备将打捆后的钢卷运送至后部钢卷库指定跨间,而空载的辊道托卷结构通过第二横移装置由第一辊道切换至第二辊道上。由于第一辊道和第二辊道的输送方向相反,从而辊道托卷结构能够通过第二辊道实现回流,当辊道托卷结构运动至第一横移装置处时,辊道托卷结构能够通过第一横移装置由第二辊道切换回第一辊道上,从而能够继续用于承托钢卷。
18、特别是当在钢卷运输系统上同时设置多个辊道托卷结构和多个第二横移装置时,由于多个第二横移装置间隔地设置在第一辊道和第二辊道之间,从而多个辊道托卷结构能够通过不同位置的空闲的第二横移装置实现回流,降低了辊道托卷结构的回流等待时间,显著地提高了辊道托卷结构的回流效率,使得本发明与现有技术中的钢卷运输线在具有相同数量的辊道托卷结构的情况下,本发明中的辊道托卷结构具有更高的利用率。并且,本发明中的卸运卷一体车同时具有卸卷和运卷功能,提高了在卸卷和运卷过程中的切换效率,节省了运输时间、加快了运输节奏,并减少了设备体积。
技术特征:
1.一种钢卷运输系统,其特征在于,包括:
2.如权利要求1所述的钢卷运输系统,其特征在于,所述第一横移装置可运动地设置在所述第一辊道的前端与所述第二辊道的后端之间,至少一个所述第二横移装置可运动地设置在所述第一辊道的后端和所述第二辊道的前端之间。
3.如权利要求1所述的钢卷运输系统,其特征在于,所述进料区设有多个卷取机,沿所述第一辊道的输送方向,多个所述卷取机并排设置,各所述卷取机与所述第一辊道之间均设有一个所述卸运卷一体车,所述卸运卷一体车能够将所述卷取机上的钢卷运送至位于所述第一辊道的所述辊道托卷结构上。
4.如权利要求3所述的钢卷运输系统,其特征在于,所述卸运卷一体车包括小车卸卷结构、小车托卷结构、以及设置在所述小车卸卷结构和所述小车托卷结构之间的车体。
5.如权利要求4所述的钢卷运输系统,其特征在于,所述卷取机的出口设有固定鞍座,所述卸运卷一体车通过所述小车卸卷结构能够将所述卷取机上的钢卷运送至所述固定鞍座上,再通过所述小车托卷结构将钢卷运送至位于所述第一辊道的所述辊道托卷结构上。
6.如权利要求1所述的钢卷运输系统,其特征在于,所述第一辊道为重载辊道,所述第二辊道为轻载辊道,所述重载辊道和所述轻载辊道并排设置。
7.如权利要求1所述的钢卷运输系统,其特征在于,所述打捆区设有塔形修复装置、至少一个打捆机、以及称重装置,沿所述第一辊道的输送方向,所述塔形修复装置、所述打捆机和所述称重装置依次设置在所述第一辊道上。
8.如权利要求7所述的钢卷运输系统,其特征在于,所述打捆区还设有喷印装置,所述喷印装置和所述称重装置设置在所述第一辊道的同一位置。
9.如权利要求7所述的钢卷运输系统,其特征在于,所述打捆区还设有检查台,所述检查台与所述第一辊道之间设有第三横移装置,所述第三横移装置设置在所述塔形修复装置与所述打捆机之间,所述辊道托卷结构能够通过所述第三横移装置在所述检查台与所述第一辊道之间切换。
10.如权利要求1所述的钢卷运输系统,其特征在于,所述辊道托卷结构包括托盘,所述托盘可运动地设置在所述第一辊道和/或所述第二辊道上。
技术总结
本发明提供了一种钢卷运输系统,涉及运输设备技术领域,包括:第一辊道和第二辊道,第一辊道和第二辊道的输送方向相反;横移机构,包括第一横移装置及多个第二横移装置;多个辊道托卷结构,可运动地设置在第一辊道和/或第二辊道上;运输机构,包括至少一个卸运卷一体车,卸运卷一体车可运动地与第一辊道相接,卸运卷一体车能够将钢卷运送至位于第一辊道的辊道托卷结构上。本发明中的多个辊道托卷结构能够通过不同位置的第二横移装置实现回流,降低了辊道托卷结构的回流时间,显著地提高了回流效率,并且本发明中的卸运卷一体车同时具有卸卷和运卷功能,提高了在卸卷和运卷过程中的切换效率,节省了运输时间、加快了运输节奏。
技术研发人员:吕继刚,陈忠刚,徐鹏,王炳峰
受保护的技术使用者:中冶京诚工程技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!