基于非平整工件加工用的自适应夹持模组的制作方法
本发明涉及非平整工件加工,尤其涉及基于非平整工件加工用的自适应夹持模组。
背景技术:
1、非平整工件是指表面不平坦、形状不规则或存在一定凸起、凹陷、毛刺等缺陷的工件。这些不规则能够对工件的功能性、耐用性、外观等产生影响,以及根据工件设计需求特例设置成型的,在此类非平整工件在进一步的表面处理过程中,需要根据其表面非平整特性调整相关夹具,以适应性的对其进行夹持限定,配合相关设备对其进行深加工;
2、结合上述内容需要说明的是:传统夹具难以对非平整工件进行适应性夹持,受非平整工件本身重心和表面形态各异,易导致非平整工件表面存在夹持性的摩擦刮伤、划痕,以及非平整工件在夹持期间存在掉落风险,进而影响非平整工件在深加工过程中的处理效果,以及整体非平整工件成型后品质;
3、针对上述的技术缺陷,现提出解决方案。
技术实现思路
1、本发明的目的在于提供基于非平整工件加工用的自适应夹持模组,去解决传统夹具难以对非平整工件进行适应性夹持,受非平整工件本身重心和表面形态各异,易导致非平整工件表面存在夹持性的摩擦刮伤、划痕,以及非平整工件在夹持期间存在掉落风险,进而影响非平整工件在深加工过程中的处理效果,以及整体非平整工件成型后品质的问题。
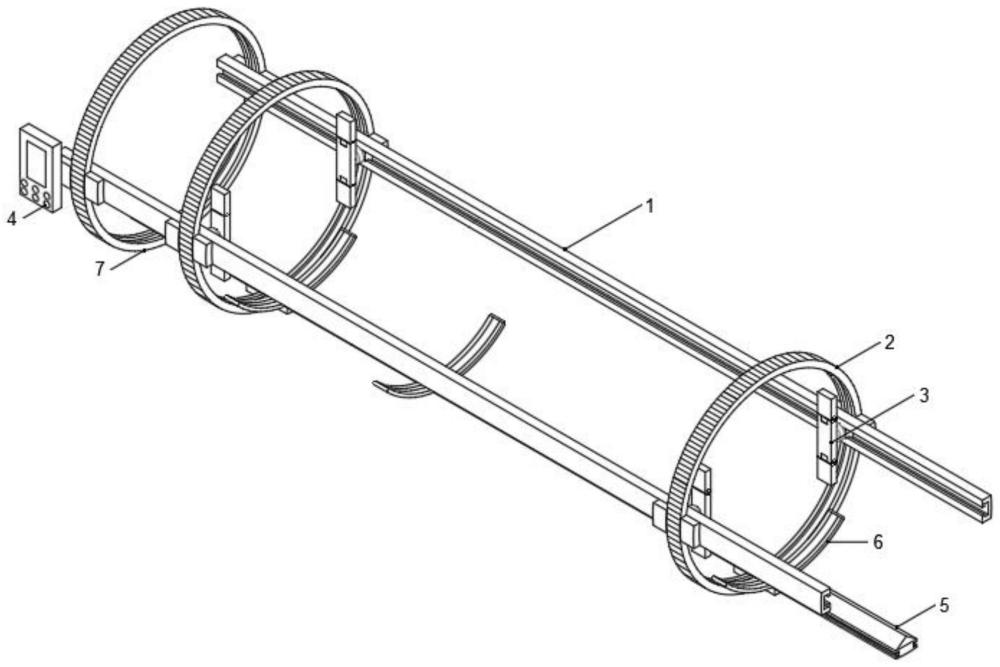
2、本发明的目的可以通过以下技术方案实现:基于非平整工件加工用的自适应夹持模组,包括滑动横梁,所述滑动横梁外壁上滑动卡接有环形托举架和进料架,且进料架位于滑动横梁的一端,所述进料架的内壁上嵌设有图像传感器,所述进料架一端设置有靠近滑动横梁的控制面板,所述滑动横梁的内壁上滑动套接有限位夹具,所述限位夹具内部顶部和底部对称套接有调节块,所述限位夹具的内部嵌设有称重传感器,所述滑动横梁的下方设置有与环形托举架连接的防脱横梁;
3、所述防脱横梁顶部固定安装有软锥胶块,所述防脱横梁两侧对称滑动套接有弧形架,所述弧形架内部转动连接有中心杆,且中心杆靠近防脱横梁的一侧设置有软垫。
4、优选的,所述滑动横梁内壁上凹陷开设有朝向限位夹具的限位槽,所述限位槽内壁中滑动套接有电动滑块,且电动滑块表面安装有与限位夹具连接的电动旋转件,所述滑动横梁外壁上设置有与环形托举架和进料架外壁抵接的限位块一,所述滑动横梁远离限位槽的一侧外壁上安装有延伸至环形托举架内部的调节电机一。
5、优选的,所述环形托举架内壁中心凹陷开设有环形槽,所述环形托举架外壁上套接有外齿环,多组所述环形托举架并排设置在滑动横梁两端外壁上。
6、优选的,所述限位夹具顶部和底部对称设置有与调节块连接的回转气缸一,所述调节块靠近滑动横梁的一侧嵌设有多组限位气缸,且限位气缸设置有贯穿调节块的限位柱,所述调节块远离限位气缸的一侧表面卡接有靠近限位柱的防滑胶套,所述防滑胶套一侧的调节块表面嵌设有电磁吸盘,且电磁吸盘之间设置有注气口,所述限位夹具中部嵌设有与电动旋转件连接的支撑气缸,且支撑气缸与称重传感器抵接。
7、优选的,所述防脱横梁底部设置有与环形托举架和进料架卡接的限位块二,多组所述限位块二之间设置有与环形托举架和进料架连接的调节电机二,所述防脱横梁内部嵌设有多组驱动电机,所述防脱横梁两个对称开设有异型槽。
8、优选的,所述弧形架靠近防脱横梁的一侧设置有与异型槽滑动套接的异型滑块,且异型滑块与驱动电机传动连接,所述弧形架远离防脱横梁的一侧设置有与中心杆套接的回转气缸二,所述中心杆远离回转气缸二的一侧设置有与软垫连接的托举杆,且中心杆与托举杆之间套接有回转气缸三,所述托举杆与软垫之间套接有回转气缸四。
9、优选的,所述控制面板内部设置有处理器、数据采集模块、自检反馈模块和信号控制模块;
10、数据采集模块用于采集非平整工件在时间阈值内经夹持模组运输个体的异常体型呈现值q和非平整工件自重紊乱值w,并将异常体型呈现值q和非平整工件自重紊乱值w经处理器发送至自检反馈模块;将夹持模组在限定输送时间内的一段时间设置为时间阈值;
11、自检范阔模块在接收到异常体型呈现值q和非平整工件自重紊乱值w后,立即对夹持模组的限定输送平稳效率进行分析,具体分析步骤如下:获取到时间阈值内非平整工件的异常体型呈现值q和非平整工件自重紊乱值w,并经过公式获得限定运输效率xo,立即从处理器中调取录入存储的预设限定输送平稳效率eo与限定输送平稳效率xo进行比对分析:
12、若限定输送平稳效率xo≥预设限定输送平稳效率eo,则判定滑动横梁上非平整工件存在掉落风险,生产调节信号,并将调节信号发送至信号执行模块,信号执行模块在接收到调节信号后,立即控制驱动电机进行工作;
13、若限定输送平稳效率xo<预设限定输送平稳效率eo,则不生成任何信号。
14、基于非平整工件加工用的自适应夹持模组的工作方法,包括以下步骤:
15、步骤一:非平整工件经沿进料架运送靠近滑动横梁,电动滑块带动限位夹具沿限位槽移动靠近非平整工件头部,远离进料架一端的多组限位夹具经支撑气缸带动调节块靠近非平整工件,并将其夹持限位固定,电动滑块带动此多组限位夹具移动并牵引非平整工件,直至非平整工件尾部越过进料架,此时,靠近进料架一端的多少限位夹具将非平整工件尾部夹持限定,且多组限定夹具同步沿滑动横梁运输非平整工件至加工位置;
16、步骤二:在多组限定夹具将非平整工件夹持并运输移动过程中,若限定输送平稳效率xo≥预设限定输送平稳效率eo,则判定滑动横梁上非平整工件存在掉落风险,生产调节信号,并将调节信号发送至信号执行模块,信号执行模块在接收到调节信号后,立即控制驱动电机进行工作,防脱横梁经驱动电机带动弧形架沿异型槽滑动靠近被夹持的非平整工件下方,回转气缸二带动中心杆沿弧形架偏转靠近非平整工件底部,此过程中,回转气缸三带动托举架偏转朝向非平整工件,且回转气缸四同步带动软垫的截面朝向非平整工件底部平面,直至将被夹持且存在掉落风险的非平整工件进一步托举限定。
17、本发明的有益效果:
18、(1)本发明通过采集非平整工件的异常体型呈现值和非平整工件自重紊乱值,及从运输过程中的前、中、后进行全面高效监管调控,即将采集对象和处理流程的实施层级划分,并将其相结合、比较,故而达到提高夹持模组对废非平整工件限定运输平稳效果,即使弧形架在防脱横梁上进行滑动调节,并展开中心杆和托举杆,促进软垫契合朝向存在倾斜掉落风险的非平整工件底部,并将其进行托举支撑固定,进而有助于非平整工件在滑动横梁上进行自适应适配性架空限定运输,以及配合外部设备对其表面进行加工处理,避免非平整工件个体形态和自重导致的中心不稳,影响夹持运输效果和其表面加工效率的问题;
19、(2)通过环形托举架辅助滑动横梁结构联动使用,其对滑动横梁不仅构成位置上的灵活偏转调节,更有助于根据非平整工件形态进行适配性的限定夹持,利用调节块便于对宽度范围内的非平整工件实时上下对夹式固定,由限位柱结合防滑胶套构成对表面凹凸的非平整工件区域实时多点抵接式适配性挤压防滑固定,再由注气口和电磁吸盘配合上述两种方案对非平整工件进行气动膨胀抵接和电磁吸附固定,实现限位夹具对非平整工件的自适应夹持;
20、(3)通过环形托举架辅助滑动横梁结构联动使用,其有助于防脱横梁与滑动横梁进行过程配合式联动限位非平整工件,避免非平整工件受外部因素和自身重心等因素干扰,导致存在的掉落风险,实现结构上的补偿互助。
- 还没有人留言评论。精彩留言会获得点赞!