纸币裁检封一体化生产系统、方法、设备、介质和芯片与流程
本发明涉及纸币生产,具体而言,涉及一种纸币裁检封一体化生产系统、一种纸币裁检封一体化生产方法、一种电子设备、一种计算机可读存储介质和一种芯片。
背景技术:
1、纸币裁切、检查、装箱生产是整个纸币生产流程的末端,实现大张产品裁切成小张产品、对小张产品进行质量检验以及合格品封捆直至装箱的过程。相关技术中,各个工序之间相对独立且分散,需要人工对纸垛进行转运,并且在裁切之前需要人工提前对纸垛进行整理,工作效率低,且自动化程度低。
技术实现思路
1、为了解决或改善上述技术问题至少之一,本发明的一个目的在于提供一种纸币裁检封一体化生产系统。
2、本发明的另一个目的在于提供一种纸币裁检封一体化生产方法。
3、本发明的另一个目的在于提供一种电子设备。
4、本发明的另一个目的在于提供一种计算机可读存储介质。
5、本发明的另一个目的在于提供一种芯片。
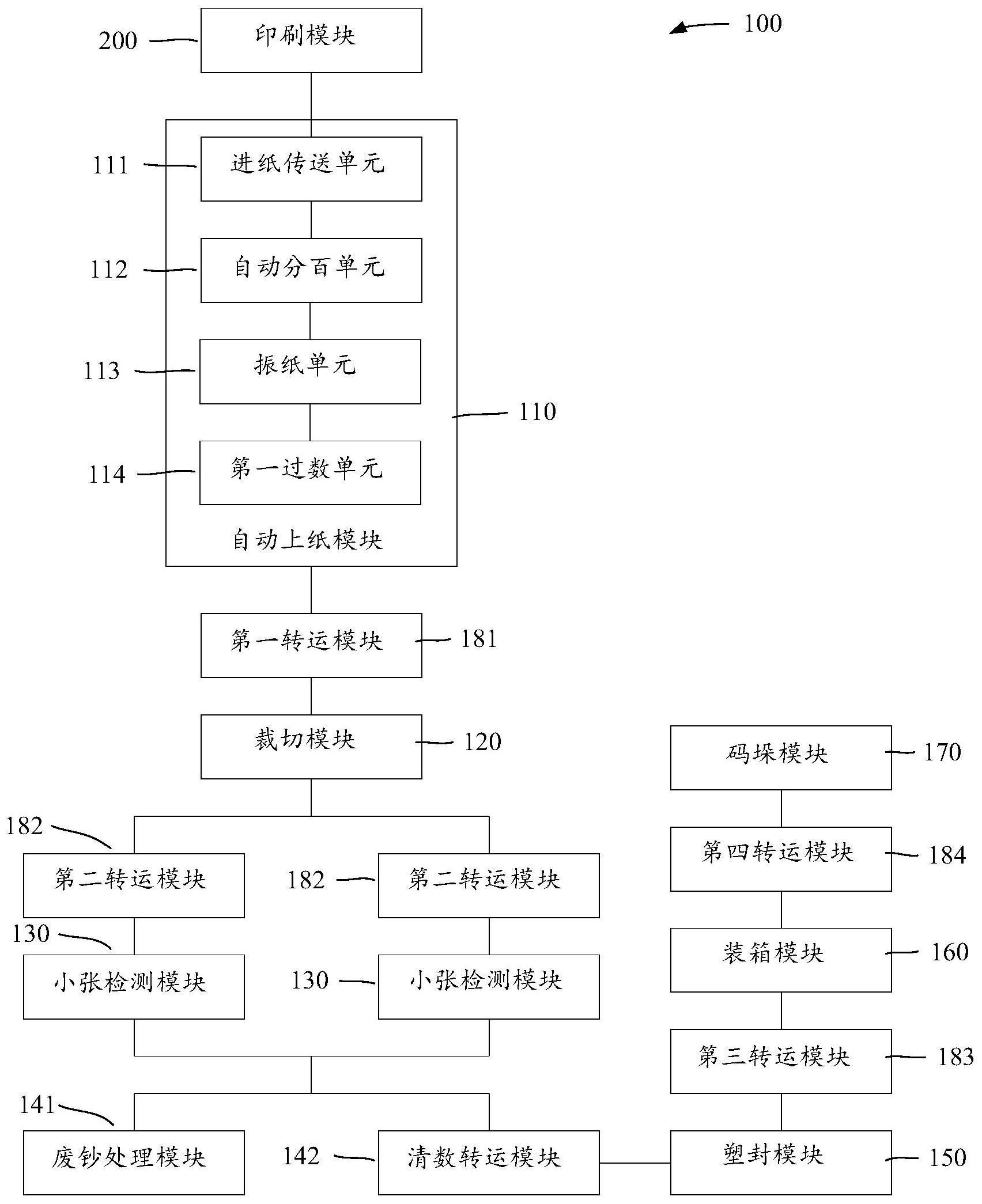
6、为实现上述目的,本发明第一方面提供了一种纸币裁检封一体化生产系统,包括:自动上纸模块,用于与印刷模块连接,大张产品由印刷模块进入自动上纸模块,自动上纸模块用于对大张产品以第一数值进行分份形成大张纸垛,自动上纸模块能够对大张纸垛进行振纸对齐以及过数;裁切模块,与自动上纸模块连接,大张纸垛能够由自动上纸模块进入裁切模块,裁切模块用于对大张纸垛进行裁切形成小张产品,裁切模块能够对小张产品以第二数值进行分份形成小张纸垛;至少两个小张检测模块,与裁切模块连接,小张纸垛能够由裁切模块进入小张检测模块,小张检测模块用于对小张纸垛进行质量检测,以判断小张纸垛是否质量合格并生成第一判断结果;废钞处理模块,与小张检测模块连接,若第一判断结果为否,小张纸垛由小张检测模块进入废钞处理模块;清数转运模块,与小张检测模块连接,若第一判断结果为是,小张纸垛由小张检测模块进入清数转运模块,清数转运模块用于对小张纸垛进行过数;塑封模块,与清数转运模块连接,塑封模块用于对小张纸垛进行热塑封。
7、根据本发明提供的纸币裁检封一体化生产系统的技术方案,纸币裁检封一体化生产系统可实现纸币裁切、检查以及装箱等生产工序间的自动衔接,不需要人工上纸及转运。这种设计方式,第一方面,对人工的依赖程度不高,有利于节约人工成本,提高工作效率,还可以充分考虑工序间运行效率匹配问题,优化生产流程设计,最大化生产效能;第二方面,自动化程度高,能够满足自动化生产的需求。
8、具体而言,纸币裁检封一体化生产系统包括自动上纸模块、裁切模块、至少两个小张检测模块、废钞处理模块、清数转运模块、塑封模块、装箱模块和码垛模块。其中,自动上纸模块用于与印刷模块连接。大张产品能够由印刷模块进入自动上纸模块。可选地,印刷模块完成对大张产品的印刷后,大张产品进入自动上纸模块。自动上纸模块用于对大张产品以第一数值进行分份形成大张纸垛。可选地,第一数值为100张。可选地,自动上纸模块能够对大张产品进行分百,每100张为一份并形成大张纸垛。进一步地,自动上纸模块能够对大张纸垛进行振纸对齐以及过数。
9、可选地,自动上纸模块包括进纸传送单元、自动分百单元、空托盘传送单元、第一气垫桌单元、第二气垫桌单元、振纸单元和第一过数单元。agv小车(自动导向车)将大张产品放入进纸传送单元的指定位置后,进纸传送单元启动并且将大张产品传送到自动分百单元的工作位置。经自动分百单元的传感器确认大张产品到达工作位置后,自动分百单元开始分百动作,每100张为一份并形成大张纸垛。自动分百单元的机械手装置将大张纸垛抓取到第一气垫桌单元,第一气垫桌单元的推送机构将大张纸垛推送至第二气垫桌单元,第二气垫桌单元的推送机构将大张纸垛推送至振纸单元。可选地,第一气垫桌单元为升降气垫桌单元;第二气垫桌单元为人工处理气垫桌单元。振纸单元对大张纸垛完成振纸对齐后,由第一过数单元的机械手装置将大张纸垛抓取到过数工位进行两角复核。大张纸垛经过过数后进入裁切模块,以进行下道工序。
10、通过设置自动上纸模块,能够对大张产品进行分百形成大张纸垛,并且能够对大张纸垛进行振纸对齐以及过数。在大张纸垛进入裁切模块之前,不需要人工提前对大张纸垛进行整理。这种设计方式,第一方面,对人工的依赖程度不高,有利于节约人工成本,提高工作效率;第二方面,自动化程度高,能够满足自动化生产的需求。
11、可选地,自动分百单元为数纸机构,数纸机构包括数纸吸盘。数纸吸盘对大张纸垛的整齐性具有比较高的适应性,有利于降低由于大张纸垛不够整齐所引起的分百不准的问题。为了能够适应纸垛倾斜问题和上料时的位置误差,数纸机构可根据大张纸垛的边缘进行实时定位,利用高性能的光电传感器和电缸和组合机构,通过plc(可编程逻辑控制器)进行算法控制,使每次分百前数纸吸盘与大张纸垛的边缘的相对位置相同,避免由于大张纸垛的垂直度误差造成分百失败的问题。考虑到大张纸垛会存在顶面不平整的情况,数纸机构还具备沿纸边水平移动的功能,可根据大张纸垛的顶面的平整度或平整位置进行相应的调节。可选地,为确保分百动作的准确性,自动分百单元还包括大张分百检测系统。通过识码相机拍摄大张纸垛的印码号并校验尾号是否为01,从而验证分百的准确性。在进入裁切模块前通过双头自动数纸单元(第一过数单元)对大张纸垛进行两角复核以确保分百的准确性。可选地,为确保振纸效果,在过渡桌面与升降气垫桌之间设有一组无动力辊筒,大张纸垛通过无动力辊筒时,利用高度差造成纸面的浪涌动作,可将被压实或油墨粘连的纸张进行松动,为保证后续振纸效果和提高效率提供有利条件。为确保振纸精度,振纸单元包括吹气系统,利用传感器以及电磁阀等辅助元器件,通过plc调节吹气时间和节奏以保证振纸精度满足要求。
12、进一步地,裁切模块与自动上纸模块连接。大张纸垛能够由自动上纸模块进入裁切模块。裁切模块用于对大张纸垛进行裁切形成小张产品。裁切模块能够对小张产品以第二数值进行分份形成小张纸垛。可选地,第二数值为1000张。裁切模块可实现对大张纸垛的自动进纸、裁边、切条、裁小张、集千以及传送分配等功能。可选地,裁切模块包括进纸单元、裁边单元、裁条单元、整理单元、集条单元、裁小张单元、集千单元、千张分配单元以及千张传送单元。可选地,大张纸垛由自动上纸模块进入裁切模块的进纸单元。进纸单元能够将大张纸垛依次传送至裁边单元、裁条单元、整理单元、集条单元以及裁小张单元。裁边单元用于对大张纸垛进行裁边。裁条单元用于对大张纸垛进行裁条。裁小张单元用于对大张纸垛进行裁切并形成小张产品。之后小张产品进入集千单元。集千单元用于对小张产品进行集千,每1000张为一份并形成小张纸垛。小张纸垛随后进入千张分配单元以及千张传送单元,以对小张纸垛进行传送及分配。
13、可选地,纸币裁检封一体化生产系统还包括第一转运模块。第一转运模块用于连接自动上纸模块与裁切模块。通过设置第一转运模块,能够对大张纸垛进行转运,以使大张纸垛由自动上纸模块进入裁切模块。将数字准确的百张大张产品自动输送至裁切模块进行裁切。第一转运模块为自动上钞机构,用来将上道工序已整理好的百张大张产品自动夹持输送到裁切模块的上纸平台位置。可选地,第一转运模块包括直线单元、伺服电机、夹持手爪机构、支架以及拖链。通过第一转运模块的连续动作,实现对大张纸垛的连续输送。
14、进一步地,小张检测模块的数量为至少两个,即小张检测模块可以是两个或者多个,根据实际需求对小张检测模块进行灵活设置。小张检测模块与裁切模块连接。小张纸垛能够由裁切模块进入小张检测模块。小张检测模块用于对小张纸垛进行质量检测,以判断小张纸垛是否质量合格并生成第一判断结果。若第一判断结果为否,则小张纸垛由小张检测模块进入废钞处理模块;若第一判断结果为是,小张纸垛由小张检测模块进入清数转运模块。
15、可选地,小张检测模块包括首张号识别系统,可根据裁切推送顺序实现待进入小张检测模块的每个小张纸垛的首张号的识别及检验。小张检测模块在软、硬件系统上都进行了升级,建立了单机独立运行和多级联动运行两种模式,两种模式相互转化时,装钞小车从机器内部运动到连接通道上,机械手装置将裁切好的小张纸垛放置到装钞小车上,装钞小车返回到机器内部进行分拣。在软件系统方面,首次提出并应用了实时性智能数据分拣技术,实现产品信息的接收、检验及传输。经小张检查模块检查后,质量不合格的小张产品(废品)经图像采集、号码比对后进行在线销毁。
16、可选地,纸币裁检封一体化生产系统还包括至少两个第二转运模块。第二转运模块的数量为至少两个,即第二转运模块可以是两个或者多个,根据实际需求对第二转运模块进行灵活设置。可选地,第二转运模块的数量与小张检测模块的数量一致。进一步地,第二转运模块与裁切模块连接。每个第二转运模块均与一个对应的小张检测模块连接。通过设置第二转运模块,能够对小张纸垛进行转运,以使小张纸垛由裁切模块进入小张检测模块。
17、可选地,裁切模块的千张分配单元以及千张传送单元实现裁切、集千后小张纸垛的自动传输,并交接至小张检测模块进行小张质量检查。可选地,千张分配单元是把集千单元整理的整排(7k/8k)顺号的小张纸垛分别传送至至少两个小张检测模块。小张检测模块的数量为两个。从结构上划分,千张分配单元采用模块化设计,主要由分配模块和过渡模块组成,左右两端分别布置左分配模块和右分配模块,分配模块间由左右过渡模块连接。从功能上划分,千张分配单元主要包括分配小车机构及其传动机构、两套小车出货机构、两套分送机构。分配小车机构是由伺服电机单元控制的产品精确运输机构,其通过安装在机架上的导轨往复运动。小车出货机构将分配小车机构内的整排产品推送至分送机构的工作平台。分送机构将整排的小张纸垛逐个传送至千张传送单元。可选地,裁切模块包括两个千张传送单元,具有相同的机械结构,分别与两台清分机接驳。可选地,千张传送单元由纵向旋转输送机构、伺服前送升降机构、机械手夹紧翻转机构组成。从千张分配单元传送来的小张纸垛,经过纵向旋转输送机构、伺服前送升降机构、机械手夹紧翻转机构等,按照工艺要求的姿态进入清分机的传送小车内,等待清分核查。
18、进一步地,废钞处理模块与小张检测模块连接。清数转运模块与小张检测模块连接。若第一判断结果为否,则小张纸垛质量不合格,小张纸垛由小张检测模块进入废钞处理模块。可选地,废钞处理模块对质量不合格的小张纸垛进行处理,之后重新进入小张检测模块。进一步地,若第一判断结果为是,则小张纸垛质量合格,小张纸垛由小张检测模块进入清数转运模块。清数转运模块用于对小张纸垛进行过数。
19、进一步地,塑封模块与清数转运模块连接。塑封模块用于对小张纸垛进行热塑封。进一步地,装箱模块与塑封模块连接。小张纸垛由塑封模块进入装箱模块。装箱模块用于将多个小张纸垛放入收纳箱内。
20、本发明限定的技术方案中,纸币裁检封一体化生产系统可实现纸币裁切、检查以及装箱等生产工序间的自动衔接,不需要人工上纸及转运。这种设计方式,第一方面,对人工的依赖程度不高,有利于节约人工成本,提高工作效率,还可以充分考虑工序间运行效率匹配问题,优化生产流程设计,最大化生产效能;第二方面,自动化程度高,能够满足自动化生产的需求。另外,纸币裁检封一体化生产系统利用视觉检测系统实现全程无人工干预下生产质量信息的采集和校验,实现全过程串联闭环生产。
21、另外,本发明提供的上述技术方案还可以具有如下附加技术特征:
22、在一些技术方案中,可选地,纸币裁检封一体化生产系统还包括:第一转运模块,用于连接自动上纸模块与裁切模块,第一转运模块用于对大张纸垛进行转运,以使大张纸垛由自动上纸模块进入裁切模块。
23、在该技术方案中,纸币裁检封一体化生产系统还包括第一转运模块。具体地,第一转运模块用于连接自动上纸模块与裁切模块。通过设置第一转运模块,能够对大张纸垛进行转运,以使大张纸垛由自动上纸模块进入裁切模块。这种设计方式,不需要人工上纸及转运,对人工的依赖程度不高,有利于节约人工成本,提高工作效率。
24、将数字准确的百张大张产品自动输送至裁切模块进行裁切。第一转运模块为自动上钞机构,用来将上道工序已整理好的百张大张产品自动夹持输送到裁切模块的上纸平台位置。可选地,第一转运模块包括直线单元、伺服电机、夹持手爪机构、支架以及拖链。通过第一转运模块的连续动作,实现对大张纸垛的连续输送。
25、在一些技术方案中,可选地,纸币裁检封一体化生产系统还包括:至少两个第二转运模块,与裁切模块连接,每个第二转运模块均与一个对应的小张检测模块连接,第二转运模块用于对小张纸垛进行转运,以使小张纸垛由裁切模块进入小张检测模块。
26、在该技术方案中,纸币裁检封一体化生产系统还包括至少两个第二转运模块。具体地,第二转运模块的数量为至少两个,即第二转运模块可以是两个或者多个,根据实际需求对第二转运模块进行灵活设置。可选地,第二转运模块的数量与小张检测模块的数量一致。进一步地,第二转运模块与裁切模块连接。每个第二转运模块均与一个对应的小张检测模块连接。通过设置第二转运模块,能够对小张纸垛进行转运,以使小张纸垛由裁切模块进入小张检测模块。这种设计方式,不需要人工进行转运,对人工的依赖程度不高,有利于节约人工成本,提高工作效率。
27、在一些技术方案中,可选地,纸币裁检封一体化生产系统还包括:第三转运模块,用于连接塑封模块与装箱模块,第三转运模块用于对小张纸垛进行转运,以使小张纸垛由塑封模块进入装箱模块。
28、在该技术方案中,纸币裁检封一体化生产系统还包括第三转运模块。具体地,第三转运模块用于连接塑封模块与装箱模块。通过设置第三转运模块,能够对小张纸垛进行转运,以使小张纸垛由塑封模块进入装箱模块。这种设计方式,不需要人工进行转运,对人工的依赖程度不高,有利于节约人工成本,提高工作效率。
29、在一些技术方案中,可选地,纸币裁检封一体化生产系统还包括:码垛模块,与装箱模块连接,码垛模块用于将多个装有小张纸垛的收纳箱进行码垛。
30、在该技术方案中,纸币裁检封一体化生产系统还包括码垛模块。具体地,码垛模块与装箱模块连接。通过设置码垛模块,能够将多个装有小张纸垛的收纳箱进行码垛。
31、在一些技术方案中,可选地,纸币裁检封一体化生产系统还包括:第四转运模块,用于连接装箱模块与码垛模块,第四转运模块用于对收纳箱进行转运,以使收纳箱由装箱模块进入码垛模块。
32、在该技术方案中,纸币裁检封一体化生产系统还包括第四转运模块。具体地,第四转运模块用于连接装箱模块与码垛模块。通过设置第四转运模块,能够对收纳箱进行转运,以使收纳箱由装箱模块进入码垛模块。这种设计方式,不需要人工进行转运,对人工的依赖程度不高,有利于节约人工成本,提高工作效率。
33、在一些技术方案中,可选地,自动上纸模块包括:进纸传送单元,与印刷模块连接,大张产品由印刷模块进入进纸传送单元;自动分百单元,与进纸传送单元连接,大张产品由进纸传送单元进入自动分百单元,自动分百单元用于对大张产品以第一数值进行分份形成大张纸垛;振纸单元,与自动分百单元连接,大张纸垛由自动分百单元进入振纸单元,振纸单元能够对大张纸垛进行振纸对齐;第一过数单元,与振纸单元连接,大张纸垛由振纸单元进入第一过数单元,第一过数单元用于对大张纸垛进行过数,第一过数单元与裁切模块连接,大张纸垛能够由第一过数单元进入裁切模块。
34、在该技术方案中,自动上纸模块包括进纸传送单元、自动分百单元、振纸单元和第一过数单元。具体地,进纸传送单元与印刷模块连接。在印刷模块完成对大张产品的印刷后,agv小车(自动导向车)将大张产品放入进纸传送单元的指定位置。进一步地,自动分百单元与进纸传送单元连接。大张产品由进纸传送单元进入自动分百单元。自动分百单元用于对大张产品以第一数值进行分份形成大张纸垛。可选地,agv小车(自动导向车)将大张产品放入进纸传送单元的指定位置后,进纸传送单元启动并且将大张产品传送到自动分百单元的工作位置。经自动分百单元的传感器确认大张产品到达工作位置后,自动分百单元开始分百动作,每100张为一份并形成大张纸垛。
35、进一步地,振纸单元与自动分百单元连接。大张纸垛由自动分百单元进入振纸单元。振纸单元能够对大张纸垛进行振纸对齐。通过设置振纸单元,在大张纸垛进入裁切模块之前,不需要人工提前对大张纸垛进行整理,有利于节约人工成本,提高工作效率。进一步地,第一过数单元与振纸单元连接。大张纸垛由振纸单元进入第一过数单元。第一过数单元用于对大张纸垛进行过数。第一过数单元与裁切模块连接。大张纸垛能够由第一过数单元进入裁切模块。
36、通过设置自动上纸模块,能够对大张产品进行分百形成大张纸垛,并且能够对大张纸垛进行振纸对齐以及过数。在大张纸垛进入裁切模块之前,不需要人工提前对大张纸垛进行整理。这种设计方式,第一方面,对人工的依赖程度不高,有利于节约人工成本,提高工作效率;第二方面,自动化程度高,能够满足自动化生产的需求。
37、本发明第二方面提供了一种纸币裁检封一体化生产方法,应用于上述任一技术方案中的纸币裁检封一体化生产系统,纸币裁检封一体化生产方法包括:对大张产品以第一数值进行分份形成大张纸垛;对大张纸垛进行振纸对齐以及过数;对大张纸垛进行裁切形成小张产品;对小张产品以第二数值进行分份形成小张纸垛;对小张纸垛进行质量检测,以判断小张纸垛是否质量合格并生成第一判断结果;若第一判断结果为是,小张纸垛进入纸币裁检封一体化生产系统的清数转运模块,清数转运模块用于对小张纸垛进行过数;若第一判断结果为否,小张纸垛进入纸币裁检封一体化生产系统的废钞处理模块;对小张纸垛进行热塑封;将多个小张纸垛放入收纳箱内;将多个装有小张纸垛的收纳箱进行码垛。
38、根据本发明的纸币裁检封一体化生产方法的技术方案,纸币裁检封一体化生产方法应用于上述任一技术方案中的纸币裁检封一体化生产系统。纸币裁检封一体化生产方法的具体步骤包括:
39、第一步,对大张产品以第一数值进行分份形成大张纸垛。纸币裁检封一体化生产系统的自动上纸模块用于对大张产品以第一数值进行分份形成大张纸垛。可选地,第一数值为100张。可选地,自动上纸模块能够对大张产品进行分百,每100张为一份并形成大张纸垛。
40、第二步,对大张纸垛进行振纸对齐以及过数。自动上纸模块的振纸单元能够对大张纸垛进行振纸对齐。通过设置振纸单元,在大张纸垛进入裁切模块之前,不需要人工提前对大张纸垛进行整理,有利于节约人工成本,提高工作效率。进一步地,自动上纸模块的第一过数单元用于对大张纸垛进行过数。
41、第三步,对大张纸垛进行裁切形成小张产品。纸币裁检封一体化生产系统的裁切模块用于对大张纸垛进行裁切形成小张产品。
42、第四步,对小张产品以第二数值进行分份形成小张纸垛。裁切模块能够对小张产品以第二数值进行分份形成小张纸垛。可选地,第二数值为1000张。裁切模块可实现对大张纸垛的自动进纸、裁边、切条、裁小张、集千以及传送分配等功能。
43、第五步,对小张纸垛进行质量检测,以判断小张纸垛是否质量合格并生成第一判断结果。纸币裁检封一体化生产系统的小张检测模块用于对小张纸垛进行质量检测,以判断小张纸垛是否质量合格并生成第一判断结果。若第一判断结果为否,则小张纸垛由小张检测模块进入废钞处理模块;若第一判断结果为是,小张纸垛由小张检测模块进入清数转运模块。
44、第六步,若第一判断结果为是(小张纸垛质量合格),小张纸垛进入纸币裁检封一体化生产系统的清数转运模块,清数转运模块用于对小张纸垛进行过数。
45、第七步,若第一判断结果为否(小张纸垛质量不合格),小张纸垛进入纸币裁检封一体化生产系统的废钞处理模块。可选地,废钞处理模块对质量不合格的小张纸垛进行处理,之后重新进入小张检测模块。
46、第八步,对小张纸垛进行热塑封。纸币裁检封一体化生产系统的塑封模块能够对小张纸垛进行热塑封。
47、第九步,将多个小张纸垛放入收纳箱内。纸币裁检封一体化生产系统的装箱模块用于对多个小张纸垛放入收纳箱内。
48、第十步,将多个装有小张纸垛的收纳箱进行码垛。纸币裁检封一体化生产系统的码垛模块用于对多个装有小张纸垛的收纳箱进行码垛。
49、本发明限定的技术方案中,第一方面,对人工的依赖程度不高,有利于节约人工成本,提高工作效率,还可以充分考虑工序间运行效率匹配问题,优化生产流程设计,最大化生产效能;第二方面,自动化程度高,能够满足自动化生产的需求。
50、本发明第三方面提供了一种电子设备,包括处理器、存储器及存储在存储器上并可在处理器上运行的程序或指令,程序或指令被处理器执行时实现上述技术方案中的纸币裁检封一体化生产方法的步骤。
51、本发明第四方面提供了一种计算机可读存储介质,计算机可读存储介质存储有计算机程序,计算机程序被处理器执行时实现上述技术方案中的纸币裁检封一体化生产方法的步骤。
52、本发明第五方面提供了一种芯片,芯片包括处理器和通信接口,通信接口和处理器耦合,处理器用于运行程序或指令,实现上述技术方案中的纸币裁检封一体化生产方法的步骤。
53、本发明的技术方案的附加方面和优点将在下面的描述部分中变得明显,或通过本发明的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!