线束转运台车的制作方法
本发明涉及物料输送,具体涉及一种线束转运台车。
背景技术:
1、汽车车身线束具有体积大、重量重、形态不规则、派生零件多等特点,目前,行业内常规的汽车车身线束上线操作方式是由运送人员将线束零件装箱后运送到零件投料点,生产人员再从工位附近的零件投料点拿取线束零件并进行装配,最后由运送人员在零件投料点处对线束零件拿取完毕的空箱进行回收。
2、由于线束装配车间的特定布局,当零件装箱点、零件投料点、空箱回收点之间具有高度差,且零件投料点距离零件装箱点、空箱回收点较远时,运送人员不仅需要对箱体进行水平输送,还需要对箱体进行高度转移,操作极为不便且作业劳动强度大,将耗费较多的人力运送成本,且由于在运送过程中耗费时间较多,因此导致生产人员的等待时间、无效作业时间较长,从而造成生产效率偏低。
技术实现思路
1、本发明的目的在于提供一种线束转运台车,旨在解决现有的汽车车身线束转运方式操作极为不便且作业劳动强度大,耗费人力运送成本较多,且由于在运送过程中耗费时间较多,因此导致生产人员的等待时间、无效作业时间较长,从而造成生产效率偏低的技术问题。
2、本发明为达到其目的,所采用的技术方案如下:
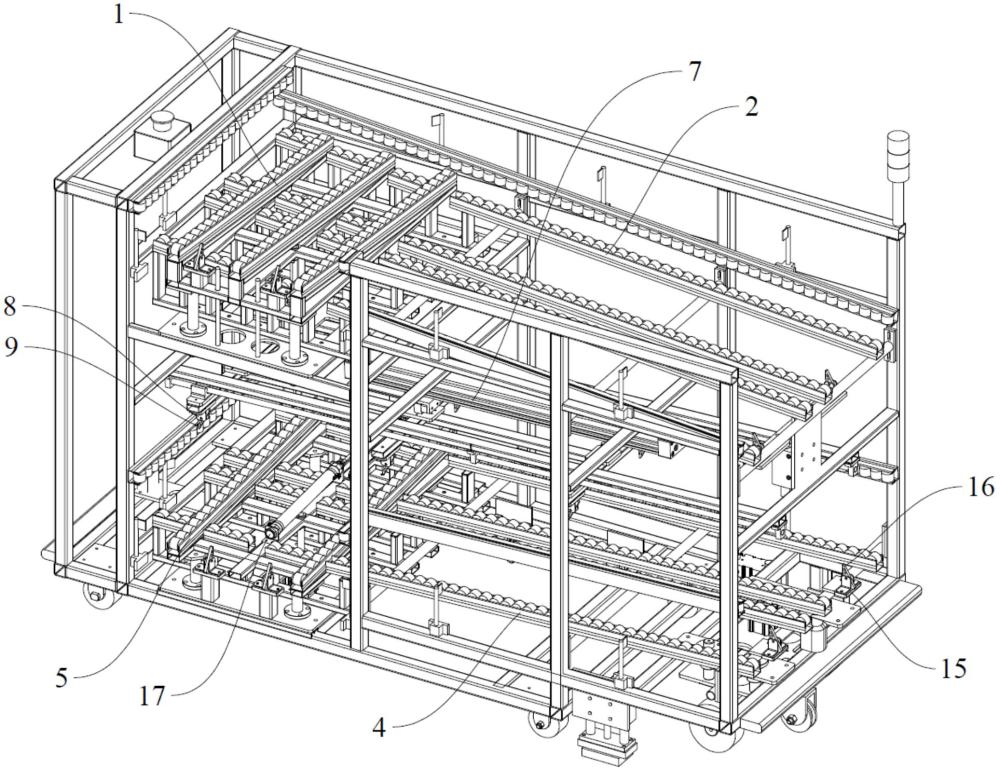
3、一种线束转运台车,所述线束转运台车包括:
4、上料辊道,所述上料辊道倾斜设置,所述上料辊道较高的一端用于对接取料区域;
5、送料辊道,所述送料辊道倾斜设置并垂直于所述上料辊道,所述送料辊道较高的一端与所述上料辊道较低的一端对接,所述送料辊道较低的一端用于对接卸料区域;
6、上料升降装置,所述上料升降装置与所述上料辊道连接;当所述上料升降装置驱动所述上料辊道上升时,所述上料辊道的辊道面高于所述送料辊道的辊道面;当所述上料升降装置驱动所述上料辊道下降时,所述上料辊道的辊道面低于所述送料辊道的辊道面;
7、返空辊道,所述返空辊道倾斜设置并垂直于所述上料辊道,所述返空辊道位于所述送料辊道下方,所述返空辊道较高的一端用于对接所述卸料区域;
8、回收辊道,所述回收辊道倾斜设置并垂直于所述返空辊道,所述回收辊道较高的一端与所述返空辊道较低的一端对接,所述回收辊道较低的一端用于对接回收区域;
9、回收升降装置,所述回收升降装置与所述回收辊道连接;当所述回收升降装置驱动所述回收辊道上升时,所述回收辊道的辊道面高于所述返空辊道的辊道面;当所述回收升降装置驱动所述回收辊道下降时,所述回收辊道的辊道面低于所述返空辊道的辊道面。
10、进一步地,所述线束转运台车包括输送驱动装置、第一挡块和第一拨片;其中:
11、所述输送驱动装置设置于所述返空辊道上方,所述第一挡块连接于所述输送驱动装置上,所述第一拨片的上端绕第一轴线铰接于所述第一挡块上,所述第一轴线垂直于所述返空辊道的输送路径;所述输送驱动装置用于驱动所述第一拨片沿所述返空辊道的输送路径往复移动,所述第一挡块用于阻挡所述第一拨片的下端朝靠近所述返空辊道较高的一端转动,所述第一拨片的下端用于与所述返空辊道上的车身线束整包箱抵接。
12、进一步地,所述线束转运台车包括第二挡块和第二拨片;其中:
13、所述第二挡块连接于所述输送驱动装置上,所述第二拨片与所述第一拨片沿垂直于所述返空辊道的输送路径的方向间隔排布,所述第二拨片的上端绕第二轴线铰接于所述第二挡块上,所述第二轴线平行于所述第一轴线;所述输送驱动装置用于驱动所述第二拨片沿所述返空辊道的输送路径往复移动,所述第二挡块用于阻挡所述第二拨片的下端朝靠近所述返空辊道较高的一端转动,所述第二拨片的下端用于与所述返空辊道上的车身线束整包箱抵接。
14、进一步地,所述线束转运台车包括至少两个所述第一挡块,至少两个所述第一挡块沿所述返空辊道的输送路径间隔排布,每一所述第一挡块上均铰接有一个所述第一拨片。
15、进一步地,所述线束转运台车包括至少两个所述第二挡块,至少两个所述第二挡块沿所述返空辊道的输送路径间隔排布,每一所述第二挡块上均铰接有一个所述第二拨片。
16、进一步地,所述线束转运台车包括旋拧调节杆、第一弹力缆绳和第二弹力缆绳;其中:
17、所述旋拧调节杆可转动地连接于所述输送驱动装置上,且所述旋拧调节杆位于所述第一拨片与所述第二拨片之间;所述第一弹力缆绳的第一端连接于所述第一拨片的上端,所述第一弹力缆绳的第二端绞绕于所述旋拧调节杆上,所述第一弹力缆绳用于拉动所述第一拨片的下端朝靠近所述返空辊道较高的一端转动;所述第二弹力缆绳的第一端连接于所述第二拨片的上端,所述第二弹力缆绳的第二端绞绕于所述旋拧调节杆上,所述第二弹力缆绳用于拉动所述第二拨片的下端朝靠近所述返空辊道较高的一端转动。
18、进一步地,所述第一拨片朝向所述返空辊道较高的一端的一侧面设有第一凸角;所述第一凸角的下侧面用于与所述返空辊道上的车身线束整包箱的上端面抵接,以阻挡所述第一拨片的下端朝靠近所述返空辊道较低的一端转动。
19、进一步地,所述第二拨片朝向所述返空辊道较高的一端的一侧面设有第二凸角;所述第二凸角的下侧面用于与所述返空辊道上的车身线束整包箱的上端面抵接,以阻挡所述第二拨片的下端朝靠近所述返空辊道较低的一端转动。
20、进一步地,所述第一拨片朝向所述返空辊道较高的一端的一侧面设有第三凸角,所述第三凸角位于所述第一凸角的上方;所述第三凸角的下侧面用于与所述返空辊道上的车身线束整包箱的上端面抵接,以阻挡所述第一拨片的下端朝靠近所述返空辊道较低的一端转动。
21、进一步地,所述第二拨片朝向所述返空辊道较高的一端的一侧面设有第四凸角,所述第四凸角位于所述第二凸角的上方;所述第四凸角的下侧面用于与所述返空辊道上的车身线束整包箱的上端面抵接,以阻挡所述第二拨片的下端朝靠近所述返空辊道较低的一端转动。
22、进一步地,所述线束转运台车包括第三挡块和第三拨片,所述第三挡块设置于所述返空辊道较高的一端,所述第三拨片的下端绕第三轴线铰接于所述第三挡块上,所述第三轴线平行于所述第一轴线,所述第三挡块用于阻挡所述第三拨片的上端朝远离所述返空辊道较低的一端转动。
23、进一步地,所述线束转运台车包括提示装置,所述第三拨片上设有接触传感装置,所述接触传感装置与所述提示装置、所述输送驱动装置电连接;
24、当所述输送驱动装置驱动所述第一拨片沿靠近所述返空辊道较高的一端移动时,所述输送驱动装置用于发送触发信号至所述接触传感装置;所述接触传感装置用于在接收到所述触发信号后预设时间内未检测到车身线束整包箱时发送异常信号至所述提示装置;所述提示装置用于在接收到所述异常信号时执行提示操作。
25、进一步地,所述线束转运台车包括推料驱动装置和推料块,所述推料驱动装置设置于所述回收辊道处,所述推料块连接于所述推料驱动装置上;所述推料驱动装置用于驱动所述推料块沿所述回收辊道的输送路径移动,以通过所述推料块将所述回收辊道上的车身线束整包箱推动至所述回收区域。
26、与现有技术相比,本发明的有益效果是:
27、本发明提出的线束转运台车,通过上料辊道与送料辊道在高度方向上的配合,可将装有汽车车身线束零件的车身线束整包箱由高处的取料区域输送至低处的送料辊道,然后车身线束整包箱可随线束转运台车移动至卸料区域进行卸料操作;卸料完毕后,空箱由卸料区域被投入返空通道,通过返空辊道与回收辊道在高度方向上的配合,可将空箱由高处的卸料区域输送至低处的回收辊道,然后空箱可随线束转运台车返回回收区域进行回收操作;而在进行回收操作的同时,取料区域处可同步往上料辊道投入新的车身线束整包箱,当空箱回收完毕时,即可继续进行下一轮转运流程,以此循环往复。基于上述设置,可更好地适应取料区域、卸料区域、回收区域之间具有高度差,且卸料区域距离取料区域、回收区域的水平距离较远的线束转运场景,使得车身线束整包箱的转移更为快速便捷,降低了运送人员的作业劳动强度,减少了人力运送成本,并提高了线束生产效率。
- 还没有人留言评论。精彩留言会获得点赞!