线缆成缆用多功能精密张力控制绞线系统及其控制方法与流程
本发明涉及新一代光缆、电缆等线缆制造过程中的外部特殊性能绞体的绞合,具体为一种线缆成缆用多功能精密张力控制绞线系统及其工作方法。
背景技术:
1、从线缆行业的发展,无论是动力电缆、通信电缆、通信光缆各类产品对于线缆特殊性能的要求逐步提高,例如阻水性能,还是防鼠性能,都是常需的功能,而我们日常的成缆工序设备已经定型缺乏针对性的外挂式外部绞体绞合设备。目前我们常用的外挂式绞体绞合设备多为被动式,无张力控制的,经常出现设备传动机构卡顿导致的绞体拉断;由于张力不可控,缆线的绞体包覆效果不均匀,影响产品性能。
技术实现思路
1、本发明的目的在于提供一种线缆成缆用多功能精密张力控制绞线系统及其控制方法,其采用闭环张力控制系统张力控制更精密、设备结构轻巧有极佳的便携性便于车间设备调用、设备配备了负压除粉单元基本消除了绞线过程中产生的粉屑,提高了设备的环保性、提供主动绞合或被动绞合多功能选择。
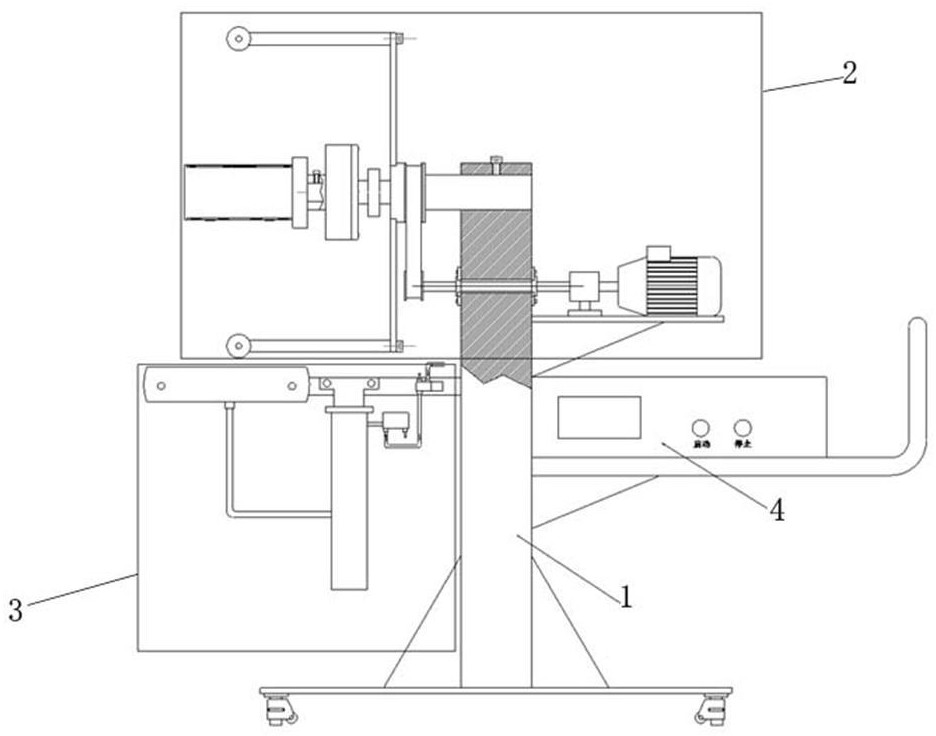
2、为实现上述目的,本发明提供如下技术方案:一种线缆成缆用多功能精密张力控制绞线系统,包括精密张力控制绞放线单元、便携式机架单元、真空除粉单元、电控系统;所述的便携式机架单元上固定安装精密张力控制绞放线单元、真空除粉单元、以及电控系统;所述的电控系统分别与精密张力控制绞放线单元、真空除粉单元通过信号线连接。
3、优选地,所述的便携式机架单元包括主支撑架,所述的主支撑架底部连接长方形底板,所述主支撑架的一侧上连接有真空除粉单元支架,相对一侧上分别连接有电机支撑板与设备推把支架。
4、优选地,所述长方形底板的底部四角处分别设有高度可调节支撑福马轮。
5、优选地,所述的精密张力控制绞放线单元包括绞体固定座、磁粉张力器、支撑空心轴、一体式绞盘,所述的一体式绞盘通过轴承与轴卡簧固定在支撑空心轴上;所述的支撑空心轴一端固定连接在主支撑架上,另一端上连接有磁粉张力器;所述的绞体固定座的一端插入磁粉张力器内并通过锁紧螺丝固定;
6、优选地,所述的一体式绞盘上连接有一组轴对称的定制张力传感器;所述的定制张力传感器上连接有防跳线过线轮。
7、优选地,所述的支撑空心轴设有用于传输定制张力传感器电信号的电信号传输模块。优选地,所述的精密张力控制绞放线单元包括还包括绞线电机、传动轴,所述传动轴的一端连接有皮带轮,另一端通过支撑轴承座固定在主支撑架上并穿过主支撑架通过电子离合器与绞线电机的主轴连接;所述的皮带轮通过同步带与一体式绞盘传动连接。
8、优选地,所述的绞线电机安装在电机支撑板上,且绞线电机连接有控制电机速度的变频器。
9、优选地,所述的真空除粉单元安装在真空除粉单元支架上,其包括负压吸嘴、粉屑过滤器、负压发生器、压缩空气电磁阀,所述的压缩空气电磁阀的出气口通过传输气管与负压发生器的进气口相连,压缩空气电磁阀的进气口通过传输气管连接至压缩空气气源;所述的负压发生器的负压口通过传输气管与粉屑过滤器的出气口相连,粉屑过滤器的进气口通过传输气管与负压吸嘴相连。
10、优选地,所述的电控系统安装在设备推把支架上,其包括工控屏、plc控制模块,所述的工控屏与plc控制模块电信号连接;所述的plc控制模块与磁粉张力器、电子离合器电信号连接。
11、一种线缆成缆用多功能精密张力控制绞线系统的工作方法,其特征在于:包括以下步骤:
12、(1)当设备选择被动绞线模式时:
13、步骤1、工控屏将被动绞线电信号传输至plc控制模块,plc控制模块将关闭电子离合器电信号传输至电子离合器,电子离合器的关闭保障了精密张力控制绞放线单元的传动轴处于空挂状态(切断电机阻力),实现被动绞线模式,该模式下,设备只调整放线张力;
14、步骤2、被动绞线模式下该系统具体步骤如下:
15、 2.1 用户将绞体安装到对应的绞体固定座上,并将绞体外露的一端线头穿过任意一侧的防跳线导轮,并拉到主生产线需要绞合的缆芯上采用胶带固定好;
16、2.2真空除粉单元启动,设备通电后,plc控制模块将开启电信号传输到真空除粉单元的压缩空气电磁阀,将压缩空气气源通过传输气管导入到真空发生器进气口,产生负压,负压发生器的负压口通过传输气管与粉屑过滤器的出气口相连,粉屑过滤器的进气口通过传输气管与负压吸嘴相连与保证设备一开机真空除粉单元就处工作状态;
17、2.3精密张力控制绞放线单元启动,设备通电后,定制的张力传感器将实时监测绞线张力电信号通过电信号传输模块传输至plc控制模块,plc控制模块先将计算过的实时绞线张力值通过实时绞线张力电信号传输到工控屏,实现绞线张力的实时显示,此时人工在工控屏上设定张力设定值,此时人工在工控屏上输入设定的绞线张力,工控屏将设定的绞线张力电信号发送到plc控制模块,并通过plc控制模块内部校准实际绞线张力值与设定值时,实时调整张力电信号发送至张力控制器,张力控制器向磁粉张力器输出调整后的电源,实现线性张力控制;当实际张力大于设定张力时,plc控制模块控制张力控制器输出电源电压降低,磁粉张力器提供的张力降低,当实际张力小于设定张力时,plc控制模块控制张力控制器输出电源电压加大,磁粉张力器提供的张力加大;绞体的绞合动作由主生产线设备的牵引力驱动;
18、(2)当设备需要选择主动动绞线模式时:
19、步骤1、设备通电后,在工控屏上选择对应的主动绞线模式,工控屏将主动绞线电信号传输至plc控制模块,plc控制模块将开启电信号传输至电子离合器,保证绞线电机可驱动传动轴;
20、步骤2、主动绞线模式下该系统具体步骤如下:
21、 2.1 用户将绞体安装到对应的绞体固定座上,并将绞体外露的一端线头穿过任意一侧的防跳线导轮,并拉到主生产线需要绞合的缆芯上采用胶带固定好;
22、 2.2真空除粉单元启动,设备通电后,plc控制模块将开启电信号传输到真空除粉单元的电磁阀,将压缩空气气源通过传输气管导入到真空发生器进气口,产生负压,负压发生器的负压口通过传输气管与粉屑过滤器的出气口相连,粉屑过滤器的进气口通过传输气管与负压吸嘴相连与保证设备一开机真空除粉单元就处工作状态;
23、2.3精密张力控制绞放线单元启动,设备通电后,定制的张力传感器将实时检测绞线张力电信号通过电信号传输模块传输至plc控制模块,plc控制模块先将计算过的实时绞线张力值通过实时绞线张力电信号传输到工控屏,实现绞线张力的实时显示,此时人工在工控屏上输入设定的绞线张力,工控屏将设定的绞线张力电信号3发送到plc,再通过plc内部校准实际绞线张力值与设定值时,将实时调整张力电信号发送至张力控制器,张力控制器向磁粉张力器输出调整后的电源,实现线性张力控制;同时主生产线将产线实时生产速度电信号传输到本系统的plc控制模块,plc控制模块将生产线实时生产速度电信号传输到工控屏,工控屏通过内部计算核对,将实时设定的绞合速度信号发送至plc控制模块,plc控制模块将实时设定的绞合速度电信号发送到控制绞线电机的变频器,变频器向绞线电机输出电源,通过变频器的可变化频率的电源输出精确控制绞线电机转动,绞线电机转动从而带动传动轴旋转,在通过同步带传动驱动一体式绞盘,从而实现绞体的绞合动作。
24、与现有技术相比,具备以下有益效果:
25、精密张力控制绞放线单元采用了高精度的磁粉张力器,控制稳定精度高,且由于定制绞线张力传感器的使用,通过实时绞线张力的监控实现了本单元张力的闭环控制,真正保证了精密张力的控制。
26、便携式机架单元设备结构小巧,底部安装有双模式的福马轮结构(可固定,可移动),并配备了设备推把,设备间临时外挂十分方便,轻松实现借调安装。
27、真空除粉单元设备结构新颖,通过负压吸嘴的吸附,并将粉屑传输到粉屑过滤包,粉屑过滤包可定期拆卸清洁(粉屑定置定位排放),单元各部件结构简单,性能可靠。
28、电控系统分布合理,设计先进,功能丰富,交互清晰,完好的实现各单元的电控动作,具备主生产线的智能化的接口开放。
29、本系统可实现主动绞线和被动绞线无损切换,本系统首次在日常使用中加入了粉屑吸附功能,提高了设备的环保性。
- 还没有人留言评论。精彩留言会获得点赞!