一种包装线用自动上内衬机的工作方法与流程
本发明涉及包装,具体涉及一种包装线用自动上内衬机的工作方法。
背景技术:
1、很多包装箱内通过设置内衬实现小包产品的分包或对易碎产品进行保护,而对于硅片这种易碎产品,为了确保硅片在包装和运输过程的可靠性,有些会通过人工的方式先放入内衬然后放置硅片从而避免硅片之间的碰撞。
2、如中国专利申请号为202223138252.x,公告日为2023.05.16的专利文献中公开了一种立式装盒机驱动装置,具体通过同一个驱动电机以及驱动主轴带动输送组件工作对包装盒进行自动输送,同时通过开盒机构取下并打开包装盒然后自动放置到输送组件中,再由关页机构对包装盒的上页和下页进行自动关闭,还能带动内衬给料机构向包装盒中放置内衬,实用性强。
3、但是,如以上结构的现有技术,其是通过驱动电机以及驱动主轴配合实现内衬的撑开然后将其放入包装箱,其需要复杂的联动机构实现内衬的打开与吸附,同时被吸附的内衬只能进行水平方向和垂直方向的移动,并不能在内衬所在平面内调整角度,从而无法将内衬可靠地放入包装箱内,另外在将内衬放入包装箱内时没有考虑封盖的阻挡作用,从而使得封盖的阻挡使得内衬无法可靠地且高效地放入到包装箱内。
技术实现思路
1、本发明提供一种包装线用自动上内衬机的工作方法,能够自动将内衬装入包装箱内,工作效率高,操作简单且可靠。
2、为达到上述目的,本发明的技术方案是:一种包装线用自动上内衬机的工作方法,通过自动上内衬机实现将内衬放入包装箱内,
3、所述自动上内衬机包括第一机架,在第一机架上设有内衬上料机构、内衬输送机构和内衬出料模块,所述内衬上料机构设置在第一机架的一端,在第一机架的另一端设有内衬输送机构,所述内衬出料模块设置在内衬输送机构一侧的第一机架上,在第一机架的一侧还设有第一撑开装置,第一撑开装置用于撑开包装箱上的封盖,所述内衬输送机构用于将位于内衬上料机构上的内衬输送至位于内衬出料模块上且被第一撑开装置撑开的包装箱内。
4、所述内衬输送机构包括内衬输送基座、内衬输送移动模块、内衬输送升降模块和内衬抓取装置;所述内衬输送基座设置在第一机架的上方,在内衬输送基座上设有内衬输送移动模块,所述内衬输送升降模块设置在内衬输送移动模块上,在内衬输送升降模块上设有内衬抓取装置。
5、所述内衬抓取装置包括内衬抓取移动模块、内衬摆动电机、内衬摆动基座、内衬连接板、内衬抓取基座和内衬抓取吸盘,所述内衬抓取移动模块设置在内衬输送升降模块上,在内衬抓取移动模块上设有内衬摆动基座,所述内衬抓取移动模块驱动内衬摆动基座移动设置,在内衬摆动基座上设有内衬摆动电机,在内衬摆动电机的驱动轴上设有内衬连接板,所述内衬抓取基座设置在内衬连接板上,在内衬抓取基座上设有内衬抓取吸盘。
6、具体步骤包括:
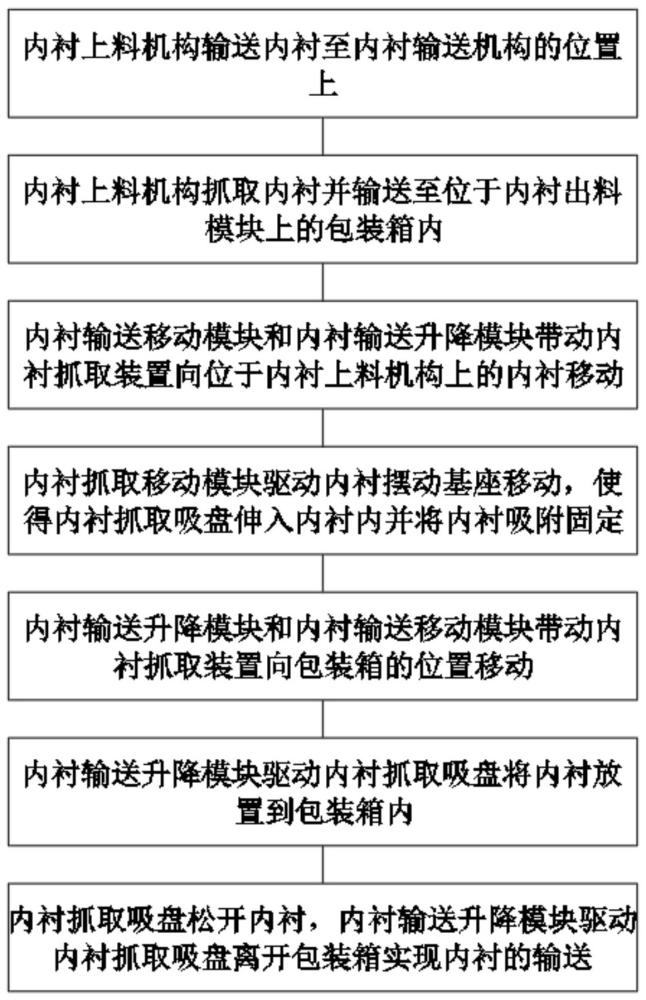
7、(01)内衬上料机构输送内衬至内衬输送机构的位置上。
8、(1)内衬输送移动模块和内衬输送升降模块带动内衬抓取装置向位于内衬上料机构上的内衬移动。
9、(2)内衬摆动电机驱动内衬抓取吸盘摆动,使得内衬抓取吸盘的吸附位置与内衬对应。
10、(3)内衬抓取移动模块驱动内衬摆动基座移动,使得内衬抓取吸盘伸入内衬内并将内衬的底部吸附固定,同时内衬摆动基座的侧壁与内衬的内侧壁相抵接。
11、(4)内衬输送升降模块和内衬输送移动模块带动内衬抓取装置向包装箱的位置移动。
12、(5)内衬摆动电机驱动内衬抓取吸盘摆动,使得内衬与包装箱的位置相对应,第一撑开装置移动到包装箱的上方将封盖撑开,同时内衬输送升降模块驱动内衬抓取吸盘将内衬从第一撑开装置中放置到包装箱内。
13、(6)内衬抓取吸盘松开内衬,内衬输送升降模块驱动内衬抓取吸盘离开包装箱实现内衬的输送。
14、进一步的,所述第一撑开装置包括第一撑开基座、第一撑开气缸、第一撑开连接板、第一撑开滑板和第一撑开框架,所述第一撑开基座设置在第一机架上,在第一撑开基座的一侧面设有第一撑开气缸,在第一撑开基座的另一侧面设有第一撑开导轨,所述第一撑开滑板滑动地设置在第一撑开导轨上,第一撑开滑板还通过第一撑开连接板连接第一撑开气缸的活塞杆,在第一撑开滑板上设有第一撑开框架,所述内衬抓取吸盘伸入第一撑开框架内,内衬出料模块设置在第一撑开框架的下方。
15、步骤(5)具体包括:
16、(51)第一撑开气缸驱动第一撑开框架向下移动。
17、(52)第一撑开框架将包装箱的封盖撑开。
18、(53)内衬输送升降模块驱动内衬抓取吸盘向第一撑开框架内移动并将内衬放置到包装箱内。
19、以上设置,由于包装箱的封盖是能够在包装箱的内外两侧摆动的,因此,封盖在包装时可能会阻挡内衬无法放入包装箱内,通过第一撑开框架的设置,能够将包装箱的封盖撑开,由此使得当内衬抓取吸盘将内衬放置到包装箱内时不会被封盖阻挡,使得内衬能够流畅地放入到包装箱内。
20、进一步的,在第一撑开框架上设有向第一撑开框架的中心倾斜向下延伸设置的第一撑开板,步骤(53)具体包括内衬抓取吸盘在向下移动时撑开第一撑开板。
21、以上设置,通过第一撑开板与封盖对应设置实现阻挡封盖,从而便于内衬更好地放入包装箱。
22、进一步的,所述第一撑开板为弹性材质制成的板材。
23、以上设置,由于第一撑开板是弹性材质的板材,由此使得内衬抓取吸盘能够挤压推动第一撑开板向外移动,从而既能够方便内衬放入包装箱,且也能阻挡封盖,结构简单且有效。
24、进一步的,所述内衬抓取移动模块包括内衬移动电机、内衬移动基板、内衬移动丝杆和内衬移动滑块,所述内衬移动基板设置在内衬输送升降模块上,在内衬移动基板的一端设有内衬移动电机,所述内衬移动丝杆的一端连接内衬移动电机的驱动轴,内衬移动丝杆的另一端通过内衬移动轴承设置在内衬移动基板的另一端,在内衬移动丝杆上设有内衬移动滑块,内衬摆动基座设置在内衬移动滑块上。
25、以上设置,通过内衬移动电机驱动内衬移动丝杆转动,进而可带动内衬摆动基座进行移动,从而可以对内衬抓取吸盘的位置进行小幅度调节,从而更便于内衬的输送。
26、进一步的,所述内衬上料机构包括内衬上料基座、内衬上料电机、内衬上料驱动带、内衬上料连接轴、内衬上料主动带轮、内衬上料从动带轮和内衬上料皮带,所述内衬上料基座设置在第一机架上,在内衬上料基座的一端下方设有内衬上料电机,在内衬上料电机的驱动轴上设有第一内衬上料驱动轮,所述内衬上料主动带轮通过内衬上料主动轮轴承转动的设置在内衬上料基座一端的两侧,在内衬上料基座两侧的内衬上料主动带轮之间设有内衬上料连接轴,在内衬上料连接轴上设有第一内衬上料从动轮,在第一内衬上料驱动轮和第一内衬上料从动轮之间缠绕有内衬上料驱动带,所述内衬上料从动带轮通过内衬从动带轮轴承设置在内衬上料基座的另一端,在内衬上料从动带轮和内衬上料主动带轮之间缠绕有内衬上料皮带。
27、以上设置,通过内衬上料电机驱动内衬上料驱动带转动,由此带动内衬上料连接轴转动,从而即可驱动内衬上料主动带轮转动从而驱动内衬上料皮带移动,由此即可使得放置在内衬上料皮带上的内衬移动至内衬输送机构的位置上,结构简单且可靠。
28、进一步的,在内衬上料基座的两侧还设有内衬上料挡板,在内衬上料基座两侧的内衬上料挡板之间形成内衬上料区间,内衬放置在位于内衬上料区间内的内衬上料皮带上。
29、以上设置,通过内衬上料挡板的设置,使得能够保证内衬被限制在内衬上料区间内,从而便于内衬输送机构抓取内衬并进行输送。
30、进一步的,位于内衬上料基座另一端的内衬上料区间内设有限位挡板,在限位挡板上设有触发开关,所述触发开关与内衬上料电机电连接设置。
31、以上设置,当内衬移动到触发开关的位置时,触发开关接收到靠近信号进而将信号发送至内衬上料电机,从而控制内衬上料电机停止工作,使得内衬能够准确停留在内衬输送机构的位置上,通过设置触发开关从而可以根据内衬的位置来控制内衬上料电机是否进行动作,结构简单且有效。
32、本发明的有益效果:通过设置自动上内衬机由此使得内衬的组装过程能够实现自动化,从而使得包装效率高;在进行包装时,通过内衬上料机构输送内衬至内衬输送机构,然后通过内衬上料机构抓取内衬并放置到包装箱内,通过内衬输送移动模块和内衬输送升降模块带动内衬抓取吸盘移动,从而便于内衬抓取吸盘吸取内衬并放置到包装箱内,同时,通过内衬摆动电机能够驱动内衬抓取吸盘摆动,使得被吸附的内衬既能在水平方向和垂直方向移动还能够调节内衬抓取吸盘的角度,由此便于将竖直放置在内衬上料机构上的内衬能够放在包装箱内,结构简单且可靠;另外通过第一撑开装置将包装箱上封盖进行撑开,从而方便内衬放入到包装箱内,并且被吸附的吸盘是从第一撑开装置中间进入到包装箱内,通过第一撑开装置也能对被吸附的内衬进行进一步调整位置,确保内衬输送的可靠性,内衬输送过程实现自动化,无需人工进行操作,能够大大减少包装时间,提高包装效率。
- 还没有人留言评论。精彩留言会获得点赞!