一种超高分子量聚合物的快速成型装置的制作方法
[0001]
本发明属于高分子材料成型技术领域,具体地说,涉及一种超高分子量聚合物的快速成型装置。
背景技术:
[0002]
3d打印是一个通俗的概念,是快速成型技术的一种,产生于20世纪80年代后期。该技术集机械工程,材料工程,数控技术,激光技术等多项技术一体,采用材料累加法制造零件原型。其原理是先通过计算机辅助设计(cad)或计算机动画建模软件建模,形成数字化模型,然后将三维模型分解为逐层的二维截面,通过软件与数控系统将打印材料逐层堆积固化,制造出实体产品。比较主流的方法包括光固化立体成形(stereo lithography apparatus,sla)、分层实体制造(laminated object manufacturing,lom)、选择性激光烧结(selective laser sintering,ls)、熔积成形(fused deposition modeling,fdm)等。相较于传统的制造方法,3d打印技术可以忽略产品部件的外形复杂程度;制造快速,可实现产品设计与模具生产的同步进行,提高研发效率,缩短设计周期;原材料利用率极高,接近100%。基于上述优点,该技术在汽车、家电、通讯、航空、工业造型、医疗、考古等行业得到日益广泛的应用。
[0003]
3d打印使用的材料从光敏树脂、abs、类abs、蜡型、玻璃纤维等塑料类材料,到不锈钢、铝合金、铁镍合金、钴铬钼合金等金属类材料,种类相比过去已有所丰富,但是与传统制造所使用的材料相比仍有差距,作为新一代工程塑料,超高分子量聚合物具有比强度高、韧性好、耐磨损、耐腐蚀、耐低温、耐应力开裂、抗冲击、抗粘附以及自润滑等诸多优异性能,因此在工农业生产、医药以及国防建设等方面发挥着越来越重要的作用。然而,这类材料具有极高的分子量,以及超长、缠结的分子链,熔体呈高弹态,熔融指数近似为零;成型温度范围窄,易氧化降解;临界剪切速率低、摩擦系数小,因此不易成型加工。
[0004]
近些年,激光技术因具有精度高、速度快、周期短、无需模具等优点,因此在材料加工领域中尤其是在高分子材料的快速成型中的应用发展迅猛,但在实际应用和研究中发现,超高分子量聚合物的激光快速成型存在如下问题:
[0005]
第一、超高分子量聚合物在成型前处于离散堆积的粉末状态,粉末颗粒之间存在大量空隙。由于空气是热的不良导体,因此会影响成型过程中热量的传导。此外,聚合物熔融状态下流动性极差,颗粒间的相对位置变化小,成型件内部存在大量气孔,致密度低,严重影响成型质量。
[0006]
第二、超高分子量聚合物的加工温度范围较窄,对激光能量密度、烧结位置温度更为敏感。当激光能量密度较高时,烧结位置的温度过高,使得聚合物氧化分解,发生断链反应而形成双键、自由基等。分子键的断裂,会导致成型件性能下降。同时,分子链与结晶度也密切相关,结晶度又会影响到制品的刚度、拉伸强度、硬度、耐热性、抗溶性、气密性以及耐化学腐蚀性等,有时甚至直接导致成型件作废。
[0007]
申请号为cn201410181568.8的中国专利公开了一种用于精确控温的高分子材料
紫外激光3d打印方法及装置。其装置包括:恒温箱,激光头,非接触式温度监测装置,扫描振镜,加工平台,铺粉装置,加工材料,计算机控制系统。其中激光头采用双管芯结构,内管与外管同轴固定,并在两管之间固定一片或多片渐变中性滤波片,所述滤波片激光透过率由内管到外观的径向降低。
[0008]
申请号为cn201510428966.x的中国专利公开了一种实现超高分子量聚合物激光快速成型的装置及方法,该装置包括:激光发射端,出射用于辐照超高分子量聚合物粉末并使其熔化的激光束;压辊,用于对激光束烧结位置的超高分子量聚合物进行压实;红外测温仪,用于监测所述烧结位置的温度变化;信号处理装置,用于根据温度信号反馈工艺参数调整信号给主控制系统;主控制系统,根据工艺参数调整信号控制激光发射端和压辊。
[0009]
上述现有技术虽然提出了关于超高分子量聚合物的快速成型方法,但在实际应用中依然存在着诸多的问题,例如上述现有技术均采用了激光烧结粉床的方式实现超高分子量聚合物的快速成型,该方法的激光只能提供20-30度的温度差,无法打印大跨度温差的材料,同时铺粉的方式浪费过多的材料,且多数情况下是新旧粉混合使用,对成型工件的质量存在影响,此外激光烧结粉床的方式对环境温度要求较为严格,需要在温室或封闭空间内才能实现打印,并且铺粉的方法无法打印封闭结构,应用场合有限。
[0010]
因此,有必要对现有技术的不足和缺陷进行改进,提供一种超高分子量聚合物的快速成型装置,采用高温熔融的方式,将超高分子量聚合物加热至熔融状态并挤出成型,具有适应温度区间跨度大,对环境适应性强,节省材料,且打印成型结构灵活多变等特点,通过将料仓设置为三个送料腔,实现了料仓内的固体或粉末状超高分子量聚合物的预热、收缩升温和小孔收缩加速挤出等;此外通过设置呈梯度变化的加热区域,避免了在熔融状态的超高分子量聚合物膨胀变形,无法挤出的问题;并且通过增设滚压组件,将超高分子量聚合物碾压粘实,避免了超高分子量聚合物粘性较差,层与层之间粘接性不强的问题;同时通过设置加热罩,保证了喷头附近的空间内温度的稳定,避免了挤出的超高分子量聚合物热量损失较大,粘连性不好,成型质量差的问题。
[0011]
有鉴于此特提出本发明。
技术实现要素:
[0012]
本发明要解决的技术问题在于克服现有技术的不足,提供一种可以克服上述问题或者至少部分地解决上述问题的超高分子量聚合物的快速成型装置。
[0013]
为解决上述技术问题,本发明采用技术方案的基本构思是:一种超高分子量聚合物的快速成型装置,包括
[0014]
料仓,以及设置于所述料仓底部的喷头;
[0015]
加热模块,形成自所述料仓的顶部向底部所述喷头一侧,温度逐渐递增的加热区;
[0016]
加热罩,至少覆盖所述喷头,在所述喷头的外部形成加热腔室。
[0017]
其中,所述加热罩的运动轨迹与所述喷头的运动轨迹同步;
[0018]
在一个实施方案中,所述加热罩为周壁密封、底部开口的加热腔室;
[0019]
所述喷头自所述加热罩的顶部伸入加热腔室内;
[0020]
在一个实施方案中,所述加热罩的顶部内侧,间隔设置有若干加热部;
[0021]
所述加热罩的顶部外侧,对应所述加热部设置有送风风扇;
[0022]
在一个实施方案中,所述加热部的加热温度为25℃至300℃之间;
[0023]
在一个实施方案中,所述加热罩与所述快速成型装置的连接,为可拆卸连接。
[0024]
此外,还包括
[0025]
滚压组件,用于对所述喷头挤出的超高分子量聚合物进行压实;
[0026]
在一个实施方案中,所述滚压组件包括
[0027]
第一固定座,与所述料仓,和/或,所述喷头连接;
[0028]
第二固定座,与所述第一固定座连接;
[0029]
压辊,设置于所述第二固定座内部;
[0030]
在一个实施方案中,所述压辊,通过在所述喷头挤出的超高分子量聚合物表面滚动,实现对超高分子量聚合物的压实;
[0031]
在一个实施方案中,所述第一固定座为,与所述料仓,和/或,所述喷头连接的,呈平面展开设置的固定结构;
[0032]
所述第二固定座为,至少一个设置于所述第一固定座上的圆柱形中空结构;
[0033]
所述压辊为,能够在所述第二固定座内滚动的滚珠;
[0034]
在一个实施方案中,所述第二固定座在所述第一固定座上,设置的数量为4至32个;
[0035]
在一个实施方案中,所述第二固定座与所述第一固定座的连接为可拆卸连接。
[0036]
同时,对应所述加热区,在所述料仓内部形成,自所述料仓向所述喷头一侧,送料横截面变化的送料腔室;
[0037]
在一个实施方案中,所述送料腔室包括第一送料腔、第二送料腔和第三送料腔;
[0038]
所述第一送料腔、所述第二送料腔和所述第三送料腔,沿所述料仓的送料横截面积逐渐减小。
[0039]
进一步地,至少一个所述第二送料腔与所述第一送料腔连通;
[0040]
至少一个所述第三送料腔与所述第二送料腔连通。
[0041]
更进一步地,所述第一送料腔、所述第二送料腔和所述第三送料腔为圆柱形结构;
[0042]
在一个实施方案中,所述第一送料腔的直径介于20至30mm之间,长度介于100至200mm之间;
[0043]
所述第二送料腔的直径介于4至10m之间,长度介于15至45mm之间;
[0044]
所述第三送料腔的直径介于2.5至6mm之间,长度介于50至90mm之间。
[0045]
并且,还包括送料杆,与所述料仓配合,沿所述送料杆的轴向,在所述料仓内往复运动;
[0046]
在一个实施方案中,所述料仓为中空结构,所述第一送料腔、所述第二送料腔和所述第三送料腔设置于所述料仓的中空结构内;
[0047]
所述送料杆,为杆状结构,与所述料仓的所述第一送料腔形状相配合;
[0048]
所述喷头设置于中空结构的底部;
[0049]
所述加热模块,环置于所述料仓的外部;
[0050]
在一个实施方案中,所述送料杆上设置有限位装置;
[0051]
所述限位装置限定的所述推料杆的行程不大于所述第一送料腔的长度;
[0052]
在一个实施方案中,所述限位装置与所述送料杆为可拆卸连接,能够沿所述送料
杆的长度方向调整安装位置;
[0053]
在一个实施方案中,所述限位装置与所述送料杆的连接为螺纹连接;
[0054]
在一个实施方案中,所述送料杆为柱塞式杆状结构或螺纹式杆状结构。
[0055]
而且,还包括送料杆,与所述料仓配合,沿所述送料杆的轴向,在所述料仓内往复运动;
[0056]
在一个实施方案中,所述料仓包括第一环形部和套置于所述第一环形部外侧的第二环形部;
[0057]
所述第一送料腔、所述第二送料腔和所述第三送料腔,设置于所述第一环形部与所述第二环形部之间的间隙;
[0058]
在一个实施方案中,所述送料杆为杆状结构,与所述第一送料腔的形状相配合;
[0059]
所述喷头与所述第二环形部连接;
[0060]
所述加热模块,设置于所述料仓的所述第一环形部的内部;
[0061]
在一个实施方案中,所述送料杆上设置有限位装置;
[0062]
所述限位装置限定的所述推料杆的行程不大于所述第一送料腔的长度;
[0063]
在一个实施方案中,所述限位装置与所述送料杆为可拆卸连接,能够沿所述送料杆的长度方向调整安装位置;
[0064]
在一个实施方案中,所述限位装置与所述送料杆的连接为螺纹连接;
[0065]
在一个实施方案中,所述送料杆为柱塞式杆状结构或螺纹式杆状结构。
[0066]
进一步地,所述喷头的内部设置有与所述第三送料腔连通的出料腔;
[0067]
所述出料腔前端设置有将熔融状态的超高分子量聚合物挤出的出料口;
[0068]
在一个实施方案中,所述出料腔的直径为1.5至2.5mm;
[0069]
所述出料口的直径为0.3至1.2mm;
[0070]
在一个实施方案中,所述喷头与所述料仓为可拆卸连接;
[0071]
在一个实施方案中,所述喷头的外部设置有与所述料仓配合的螺纹。
[0072]
更进一步地,所述加热区,自所述料仓的顶部向底部一侧,依次至少分为第一加热区、第二加热区和第三加热区;
[0073]
所述第一加热区、所述第二加热区和所述第三加热区的加热温度依次递增;
[0074]
在一个实施方案中,所述第一加热区对应所述第一送料腔;
[0075]
所述第二加热区对应所述第二送料腔;
[0076]
所述第三加热区对应所述第三送料腔;
[0077]
在一个实施方案中,在所述第一加热区、所述第二加热区和所述第三加热区中任意加热区内,对超高分子量聚合物的加热为均匀加热;
[0078]
在一个实施方案中,在所述第三加热区内,超高分子量聚合物处于熔融状态;
[0079]
在一个实施方案中,所述加热模块的加热温度为100℃至450℃之间;
[0080]
在一个实施方案中,所述加热模块为加热丝。
[0081]
采用上述技术方案后,本发明与现有技术相比具有以下有益效果:本发明采用高温熔融的方式,将超高分子量聚合物加热至熔融状态并挤出成型,具有适应温度区间跨度大,对环境适应性强,节省材料,且打印成型结构灵活多变等特点,通过将料仓设置为三个送料腔,实现了料仓内的固体或粉末状超高分子量聚合物的预热、收缩升温和小孔收缩加
速挤出等;此外通过设置呈梯度变化的加热区域,避免了在熔融状态的超高分子量聚合物膨胀变形,无法挤出的问题;并且通过增设滚压组件,将超高分子量聚合物碾压粘实,避免了超高分子量聚合物粘性较差,层与层之间粘接性不强的问题;同时通过设置加热罩,保证了喷头附近的空间内温度的稳定,避免了挤出的超高分子量聚合物热量损失较大,粘连性不好,成型质量差的问题。
[0082]
下面结合附图对本发明的具体实施方式作进一步详细的描述。
附图说明
[0083]
附图作为本发明的一部分,用来提供对本发明的进一步的理解,本发明的示意性实施例及其说明用于解释本发明,但不构成对本发明的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
[0084]
在附图中:
[0085]
图1是本发明超高分子量聚合物的快速成型装置第一装配示意图;
[0086]
图2是本发明超高分子量聚合物的快速成型装置第二装配示意图;
[0087]
图3是本发明超高分子量聚合物的快速成型装置第三装配示意图;
[0088]
图4是本发明快速成型装置的料仓第一示意图;
[0089]
图5是本发明快速成型装置的料仓第二示意图;
[0090]
图6是本发明快速成型装置组合装配第一示意图;
[0091]
图7是本发明快速成型装置组合装配第二示意图。
[0092]
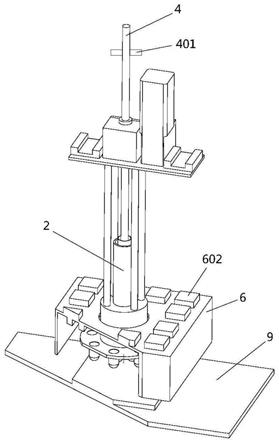
图中:1、快速成型装置;2、料仓;201、第一送料腔;202、第二送料腔;203、第三送料腔;204、第一环形部;205、第二环形部;3、喷头;301、出料腔;302、出料口;4、送料杆;401、限位装置;5、加热模块;501、第一加热区;502、第二加热区;503、第三加热区;6、加热罩;601、加热部;602、送风风扇;7、滚压组件;701、压辊;702、第一固定座;703、第二固定座;9、工作台;10、传动系统;11、控制系统。
[0093]
需要说明的是,这些附图和文字描述并不旨在以任何方式限制本发明的构思范围,而是通过参考特定实施例为本领域技术人员说明本发明的概念。
具体实施方式
[0094]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
[0095]
在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0096]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本
领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0097]
图1至图3为本发明超高分子量聚合物的快速成型装置1第一、第二和第三示意图,从图1中可以看出,控制系统11、传动系统10、工作台9和快速成型装置1组成了超高分子量聚合物的成型装置,本发明所述的控制系统11包括了计算机,以及通过数据线或者无线网络装置与设备连接时所需的电器元件及相关设备,为了便于观察到快速成型装置1的结构以及相对位置关系,在图1中省略了加热罩6;同时由于在本领域中,3d打印等相关控制已较为成熟,因此本发明未做详细的描述,本领域技术人员可以理解为,通过控制系统11实现成型工件的分层切割以及向传动系统10中的数据传输和相应的控制等,在传动系统10中,包括伺服电机或者步进电机等动力元件,以及皮带、带轮、齿轮等传动部件,这些在3d打印机上也较为常见,因此本发明未做详细描述,本发明所述的传动系统10,其主要功能在于实现快速成型装置1与工作台9在三维空间内的移动,进而实现成型工件的打印成型,而在实际应用中,工作台9和快速成型装置1的具体传动方案并不影响本发明功能的实现,但凡能实现在三维空间内的成型打印即可。
[0098]
进一步地,在图2和图3对快速成型装置1进行了细节展示,为了便于看到快速成型装置1中的细节结构,图2和图3做了剖视处理,在图2和图3中可以看到,本发明设置有加热罩6,其中加热罩6的设置,保证了喷头3附近空间内温度的稳定,避免了挤出的超高分子量聚合物热量损失较大,粘连性不好,成型质量差的问题,加热罩6呈底部开口的结构设置,料仓2穿过加热罩6的顶部,伸入到加热罩6的内部,加热罩6的周壁为透明的材料制成,便于从外部观察加热罩6的内部情况,此外加热罩6的顶部内侧还设置有加热部601,顶部外侧对应加热部601设置有送风风扇602,在加热罩6的顶部设置有便于送风风扇602的风进入加热罩6内部的进气孔,送风风扇602送出的风通过进气孔进入加热罩6内部后,带动加热部601附近的热空气,在加热罩6内部形成热回路,加热后的空气将加热罩6内部原本的冷空气,自加热罩6底部的开口顶出,保证了加热罩6内部的空气温度,而加热部601的加热温度为25℃至300℃之间,保证喷头3挤出的熔融状态的超高分子量聚合物与外界的热交换在一定范围内,避免温度过快下降而难以成型的问题,进一步地,加热罩6与喷头3的出料端有一定的高度差,在工作台9上对应加热罩6与喷头3的高度差设置了相应高度的凸起,在实际应用中,加热罩6可以与快速成型装置1连接,也可以单独与其他传动装置连接,无论何种连接方式,只要保证加热罩6与喷头3同步移动即可,同时为了便于打印,加热罩6和喷头3可以主要在x、y轴范围内移动,而工作台9则在z轴的范围内移动。
[0099]
还进一步地,由于超高分子量聚合物的物理性质,其不同打印层之间的超高分子量聚合物粘结度较差,在设置加热罩6的同时,如图2和图3所示,在喷头3和料仓2之间还设置了滚压组件7,滚压组件7包括压辊701、第一固定座702和第二固定座703,压辊701为能够在打印层上滚动,进而实现喷头3挤出的超高分子量聚合物与上一层的超高分子量聚合物的压紧粘合,使之打印出的结构更加稳固。
[0100]
图4和图5为本发明快速成型装置1的料仓2第一和第二示意图,主要展示料仓2的内部结构,从图4和图5中可以看出,本发明所述料仓2分为两种结构,主要以加热模块5的安装位置进行区分,图4中为加热模块5安装于料仓2的外部,图5中为加热模块5安装于料仓2的内部,图中还可以看到,在所述料仓2内部,对应所述加热区,设置有第一送料腔201、第二送料腔202和第三送料腔203;
[0101]
所述第一送料腔201、所述第二送料腔202和所述第三送料腔203,沿所述料仓2径向的横截面积逐渐减小;此外,所述第一送料腔201,设置于所述料仓2的内部;所述第二送料腔202,至少两个设置于所述料仓2的内部,并与所述第一送料腔201连通;所述第三送料腔203,至少两个设置于所述料仓2的内部,并与所述第二送料腔202连通;同时,所述第一送料腔201、所述第二送料腔202和所述第三送料腔203为圆柱形结构,通过将料仓2设置为三个送料腔,实现了料仓2内的固体或粉末状超高分子量聚合物的预热、收缩升温和小孔收缩加速挤出;加热模块5在料仓2的高度方向上形成有三段加热区,分别为第一加热区501、第二加热区502和第三加热区503,所述第一加热区501对应所述第一送料腔201;所述第二加热区502对应所述第二送料腔202;所述第三加热区503对应所述第三送料腔203;每个加热区的温度不同,由于超高分子量聚合物加热到熔融状态后,易膨胀,且挤出强力较大,常规的挤出机无法实现熔融状态的超高分子量聚合物的挤出,而本发明通过将料仓2的加热区设置为三个,使超高分子量聚合物添加到料仓2后,得到预热的过程,避免温度突然升高带来超高分子量聚合物膨胀、挤出压力变大的同时,超高分子量聚合物在料仓2内依然可以获得很好的加热环境,在第三加热区503内,超高分子量聚合物被加热至熔融状态,在第二加热区502和第一加热区501的超高分子量聚合物将处在第三加热区503的熔融状态的超高分子量聚合物从喷头3挤出,熔融状态的超高分子量聚合物所占料仓2的比例小,且有足够的预热空间,保证了挤出的同时,避免了熔融状态的超高分子量聚合物膨胀的问题。
[0102]
图6和图7为本发明快速成型装置1组合装配第一和第二示意图,主要展示快速成型装置1切换过程中的组合情况,当其中一个所述快速成型装置1中的超高分子量聚合物消耗完毕后,所述控制系统11启动其他还盛放有超高分子量聚合物的所述快速成型装置1,从图中可以看出,每个所述快速成型装置1至少具有高度位移和水平位移两种模式,高度位移传动系统10实现,而水平位移通过快速成型装置1的内部组合方式实现,图6的水平位移主要通过平移的方式实现,图7的水平位移主要通过转动实现,超高分子量聚合物消耗完毕后的所述快速成型装置1,先执行高度位移,后执行水平位移,进而实现从所述工作位置的离开,盛放有超高分子量聚合物的所述快速成型装置1,先执行水平位移,达到所述工作位置后,执行高度位移,在图6和图7中,仅仅对快速成型装置1的设置位置进行了展示,由于驱动装置以及如何实现传动,在传动领域均属较为常见,也不是本发明的发明点,因此没有做出过多的赘述。
[0103]
本发明采用高温熔融的方式,将超高分子量聚合物加热至熔融状态并挤出成型,具有适应温度区间跨度大,对环境适应性强,节省材料,且打印成型结构灵活多变等特点,通过将料仓设置为三个送料腔,实现了料仓内的固体或粉末状超高分子量聚合物的预热、收缩升温和小孔收缩加速挤出等;此外通过设置呈梯度变化的加热区域,避免了在熔融状态的超高分子量聚合物膨胀变形,无法挤出的问题;并且通过增设滚压组件,将超高分子量聚合物碾压粘实,避免了超高分子量聚合物粘性较差,层与层之间粘接性不强的问题;同时通过设置加热罩,保证了喷头附近的空间内温度的稳定,避免了挤出的超高分子量聚合物热量损失较大,粘连性不好,成型质量差的问题。
[0104]
实施例一
[0105]
如图1至图3所示,本实施例所述的一种超高分子量聚合物的快速成型装置1,包括料仓2,以及设置于所述料仓2底部的喷头3;加热模块5,形成自所述料仓的顶部向底部所述
喷头3一侧,温度逐渐递增的加热区;送料杆4,与所述料仓配合,沿所述送料杆4的轴向,在所述料仓2内往复运动;加热罩6,至少覆盖所述喷3头,在所述喷头3的外部形成加热腔室。
[0106]
其中,所述加热罩6的运动轨迹与所述喷头3的运动轨迹同步;所述加热罩6为周壁密封、底部开口的加热腔室;所述喷头3自所述加热罩6的顶部伸入加热腔室内;所述加热罩6的顶部内侧,间隔设置有若干加热部601;所述加热罩6的顶部外侧,对应所述加热部601设置有送风风扇602;所述加热部601的加热温度为25℃至300℃之间,所述加热罩6与所述快速成型装置1的连接,为可拆卸连接,例如所述加热罩6可以与所述传动系统10连接,即与传动系统11中的框架通过螺栓进行连接,进一步地,所述加热罩6与所述传动系统10中,控制所述快速成型装置1xy轴移动的框架进行连接,并且随所述快速成型装置1在xy轴范围内进行移动。
[0107]
图1至图3为本发明超高分子量聚合物的快速成型装置1第一、第二和第三示意图,从图1中可以看出,控制系统11、传动系统10、工作台9和快速成型装置1组成了超高分子量聚合物的成型装置,本发明所述的控制系统11包括了计算机,以及通过数据线或者无线网络装置与设备连接时所需的电器元件及相关设备,为了便于观察到快速成型装置1的结构以及相对位置关系,在图1中省略了加热罩6;同时由于在本领域中,3d打印等相关控制已较为成熟,因此本发明未做详细的描述,本领域技术人员可以理解为,通过控制系统11实现成型工件的分层切割以及向传动系统10中的数据传输和相应的控制等,在传动系统10中,包括伺服电机或者步进电机等动力元件,以及皮带、带轮、齿轮等传动部件,这些在3d打印机上也较为常见,因此本发明未做详细描述,本发明所述的传动系统10,其主要功能在于实现快速成型装置1与工作台9在三维空间内的移动,进而实现成型工件的打印成型,而在实际应用中,工作台9和快速成型装置1的具体传动方案并不影响本发明功能的实现,但凡能实现在三维空间内的成型打印即可。
[0108]
进一步地,在图2和图3对快速成型装置1进行了细节展示,为了便于看到快速成型装置1中的细节结构,图2和图3做了剖视处理,在图2和图3中可以看到,本发明还设置有加热罩6,其中加热罩6的设置,保证了喷头3附近空间内温度的稳定,避免了挤出的超高分子量聚合物热量损失较大,粘连性不好,成型质量差的问题,加热罩6呈底部开口的结构设置,料仓2穿过加热罩6的顶部,伸入到加热罩6的内部,加热罩6的周壁为透明的材料制成,便于从外部观察加热罩6的内部情况,此外加热罩6的顶部内侧还设置有加热部601,顶部外侧对应加热部601设置有送风风扇602,在加热罩6的顶部设置有便于送风风扇602的风进入加热罩6内部的进气孔,送风风扇602送出的风通过进气孔进入加热罩6内部后,带动加热部601附近的热空气,在加热罩6内部形成热回路,加热后的空气将加热罩6内部原本的冷空气,自加热罩6底部的开口顶出,保证了加热罩6内部的空气温度,而加热部601的加热温度为25℃至300℃之间,保证喷头3挤出的熔融状态的超高分子量聚合物与外界的热交换在一定范围内,避免温度过快下降而难以成型的问题,进一步地,加热罩6与喷头3的出料端有一定的高度差,在工作台9上对应加热罩6与喷头3的高度差设置了相应高度的凸起,在实际应用中,加热罩6可以与快速成型装置1连接,也可以单独与其他传动装置连接,无论何种连接方式,只要保证加热罩6与喷头3同步移动即可,同时为了便于打印,加热罩6和喷头3可以主要在x、y轴范围内移动,而工作台9则在z轴的范围内移动。
[0109]
实施例二
[0110]
如图1至图3所示,本实施例所述一种超高分子量聚合物的快速成型装置1,包括滚压组件7,用于对所述喷头3挤出的超高分子量聚合物进行压实;所述滚压组件7包括第一固定座702,与所述料仓2,和/或,所述喷头3连接;第二固定座703,与所述第一固定座702连接;压辊701,设置于所述第二固定座703内部;所述压辊701,通过在所述喷头3挤出的超高分子量聚合物表面滚动,实现对超高分子量聚合物的压实;所述第一固定座702为,与所述料仓2,和/或,所述喷头3连接的,呈平面展开设置的固定结构;所述第二固定座703为,至少一个设置于所述第一固定座702上的圆柱形中空结构;所述压辊701为,能够在所述第二固定座703内滚动的滚珠;所述第二固定座703在所述第一固定座702上,设置的数量为4至32个;所述第二固定座703与所述第一固定座702的连接为可拆卸连接。
[0111]
具体来说,本领域技术人员通过拆卸第一固定座702和第二固定座703,实现对不同数量的压辊701的调整,还可以调整不同直径尺寸的压辊701,满足不同快速成型工件的压紧需求,而第一固定座702和第二固定座703之间的拆卸,可以通过过盈或间隙配合实现,或者通过卡接、螺纹连接等技术手段实现。
[0112]
进一步地,由于超高分子量聚合物的物理性质,其不同打印层之间的超高分子量聚合物粘结度较差,如图2和图3所示,在喷头3和料仓2之间还设置了滚压组件7,滚压组件7包括压辊701、第一固定座702和第二固定座703,压辊701为能够在打印层上滚动,进而实现喷头3挤出的超高分子量聚合物与上一层的超高分子量聚合物的压紧粘合,使之打印出的结构更加稳固。
[0113]
实施例三
[0114]
如图1至图5所示,本实施例所述一种超高分子量聚合物的快速成型装置1,包括在所述料仓2内部,对应所述加热区,设置有第一送料腔201、第二送料腔202和第三送料腔203;所述第一送料腔201、所述第二送料腔202和所述第三送料腔203,沿所述料仓2径向的横截面积逐渐减小。
[0115]
所述第一送料腔201,设置于所述料仓2的内部;所述第二送料腔202,至少两个设置于所述料仓2的内部,并与所述第一送料腔201连通;所述第三送料腔203,至少两个设置于所述料仓2的内部,并与所述第二送料腔202连通。
[0116]
优选地,所述第一送料腔201、所述第二送料腔202和所述第三送料腔203为圆柱形结构;
[0117]
更优选地,所述第一送料腔201的直径介于20至30mm之间,长度介于100至200mm之间;所述第二送料腔202的直径介于4至10m之间,长度介于15至45mm之间;所述第三送料腔203的直径介于2.5至6mm之间,长度介于50至90mm之间。
[0118]
图4和图5为本发明快速成型装置1的料仓2第一和第二示意图,主要展示料仓2的内部结构,从图4和图5中可以看出,本发明所述料仓2分为两种结构,主要以加热模块5的安装位置进行区分,图4中为加热模块5安装于料仓2的外部,图5中为加热模块5安装于料仓2的内部,图中还可以看到,在所述料仓2内部,对应所述加热区,设置有第一送料腔201、第二送料腔202和第三送料腔203;
[0119]
所述第一送料腔201、所述第二送料腔202和所述第三送料腔203,沿所述料仓2径向的横截面积逐渐减小;此外,所述第一送料腔201,设置于所述料仓2的内部;所述第二送料腔202,至少两个设置于所述料仓2的内部,并与所述第一送料腔201连通;所述第三送料
腔203,至少两个设置于所述料仓2的内部,并与所述第二送料腔202连通;同时,所述第一送料腔201、所述第二送料腔202和所述第三送料腔203为圆柱形结构,通过将料仓2设置为三个送料腔,实现了料仓2内的固体或粉末状超高分子量聚合物的预热、收缩升温和小孔收缩加速挤出。
[0120]
实施例四
[0121]
如图1至图5所示,本实施例以上述实施例三为基础,本实施例所述料仓2为中空结构,所述第一送料腔201、所述第二送料腔202和所述第三送料腔203设置于所述料仓2的中空结构内;所述送料杆4,为杆状结构,与所述料仓2的所述第一送料腔201形状相配合;所述喷头3设置于中空结构的底部;所述加热模块5,环置于所述料仓2的外部。
[0122]
或者,所述料仓2包括第一环形部204和套置于所述第一环形部204外侧的第二环形部205;所述第一送料腔201、所述第二送料腔202和所述第三送料腔203,设置于所述第一环形部204与所述第二环形部205之间的间隙;所述送料杆4为杆状结构,与所述料仓2的所述第一送料腔201形状相配合;所述喷头3与所述第二环形部205连接;所述加热模块5,设置于所述料仓2的所述第一环形部204的内部。
[0123]
进一步地,所述送料杆4上设置有限位装置401;所述限位装置401限定的所述推料杆的行程不大于所述第一送料腔201的长度;所述限位装置401与所述送料杆4为可拆卸连接,能够沿所述送料杆4的长度方向调整安装位置;所述限位装置401与所述送料杆4的连接为螺纹连接。
[0124]
更进一步地,所述送料杆4为柱塞式杆状结构或螺纹式杆状结构。
[0125]
实施例五
[0126]
如图1至图5所示,本实施例所述喷头3的内部设置有与所述第三送料腔203连通的出料腔301;所述出料腔301前端设置有将熔融状态的超高分子量聚合物挤出的出料口302;所述出料腔301的直径为1.5至2.5mm;所述出料口302的直径为0.3至1.2mm;所述喷头3与所述料仓2为可拆卸连接;所述喷头3的外部设置有与所述料仓2配合的螺纹。
[0127]
具体来说,所述喷头3的出料口302通过数控电火花打孔,而所述喷头3的外部可以与所述出料腔301通过氩弧焊实现焊接,也可通过一体成型,而在使用中,如果喷头3堵塞或者某些原因造成出料不畅通,可通过更换喷头3的方式保证持续出料,也可通过线切割将出料口302部分切割掉,再通过氩弧焊的方式焊接成新的喷头3。此种设置是由于毫米级的出料口302加工的难易程度要小于直接更换整个喷头3的难易程度。
[0128]
实施例六
[0129]
如图1至图5所示,本实施例所述加热区,自所述料仓2的顶部向底部一侧,依次至少分为第一加热区501、第二加热区502和第三加热区503;所述第一加热区501、所述第二加热区502和所述第三加热区503的加热温度依次递增;所述第一加热区501对应所述第一送料腔201;所述第二加热区502对应所述第二送料腔202;所述第三加热区503对应所述第三送料腔203;在所述第一加热区501、所述第二加热区502和所述第三加热区503中任意加热区内,对超高分子量聚合物的加热为均匀加热;在所述第三加热区503内,超高分子量聚合物处于熔融状态;所述加热模块5的加热温度为100℃至450℃之间;所述加热模块5为加热丝。
[0130]
其中,所述加热区,自所述料仓2的顶部向底部一侧,依次分为第一加热区501、第
二加热区502和第三加热区503;所述第一加热区501内的超高分子量聚合物,处于放入所述料仓2时的原始状态;所述第二加热区502内的超高分子量聚合物,处于原始状态向熔融状态的过渡状态;所述第三加热区503内的超高分子量聚合物,处于熔融状态。
[0131]
加热模块5在料仓2的高度方向上形成有三段加热区,分别为第一加热区501、第二加热区502和第三加热区503,所述第一加热区501对应所述第一送料腔201;所述第二加热区502对应所述第二送料腔202;所述第三加热区503对应所述第三送料腔203;每个加热区的温度不同,由于超高分子量聚合物加热到熔融状态后,易膨胀,且挤出强力较大,常规的挤出机无法实现熔融状态的超高分子量聚合物的挤出,而本发明通过将料仓2的加热区设置为三个,使超高分子量聚合物添加到料仓2后,得到预热的过程,避免温度突然升高带来超高分子量聚合物膨胀、挤出压力变大的同时,超高分子量聚合物在料仓2内依然可以获得很好的加热环境,在第三加热区503内,超高分子量聚合物被加热至熔融状态,在第二加热区502和第一加热区501的超高分子量聚合物将处在第三加热区503的熔融状态的超高分子量聚合物从喷头3挤出,熔融状态的超高分子量聚合物所占料仓2的比例小,且有足够的预热空间,保证了挤出的同时,避免了熔融状态的超高分子量聚合物膨胀的问题。
[0132]
实施例七
[0133]
本实施例还包括温度检测装置,设置于所述加热模块5的所述第三加热区503内,用于检测所述加热模块5的温度;所述喷头3通过所述加热模块5的热传递或者设置于所述喷头3的加热装置实现所述喷头3的加热。
[0134]
实施例八
[0135]
本实施例所述一种超高分子量聚合物的快速成型方法,包括,
[0136]
工作台9,用于盛放所述快速成型装置1挤出的超高分子量聚合物;
[0137]
传动系统10,驱动所述快速成型装置1和所述工作台9在三维空间内移动;
[0138]
控制系统11,分别与所述快速成型装置1、所述工作台9和所述传动系统10连接,并存储成型工件的三维形体信息;
[0139]
还包括
[0140]
步骤101,将超高分子量聚合物填充至所述快速成型装置1的料仓2内后,将所述快速成型装置1放置于工作位置,并与所述传动系统10连接;
[0141]
步骤102,在所述控制系统11内选择所需的成型工件,并设置打印参数;
[0142]
步骤103,通过所述控制系统11,将所需成型工件的三维形体切片化处理,转化为二维分层横截面信息,并得到沿高度方向逐层扫描的运动轨迹;
[0143]
步骤104,启动所述快速成型装置1的加热模块5,温度检测装置实时检测所述加热模块5的温度,并将数据传输至所述控制系统11;
[0144]
步骤105,所述加热模块5的温度达到预设温度时,所述控制系统11将成型工件的二维分层横截面的运动轨迹传输至所述传动系统10,所述传动系统10将所述快速成型装置1移动至初始位置;
[0145]
步骤106,送料杆4自所述料仓2的顶部向底部移动,推动所述料仓2内的超高分子量聚合物,熔融状态的超高分子量聚合物自喷头3挤出;
[0146]
步骤1061,所述控制系统11启动加热罩6内的加热部601和送风风扇602,所述加热罩6对喷头3挤出的超高分子量聚合物进行二次加热;
[0147]
步骤107,所述传动系统10按照成型工件的二维分层横截面的运动轨迹完成本层的打印;
[0148]
步骤1071,滚压组件7随着所述快速成型装置1的移动,将所述喷头3挤出的超高分子量聚合物压实;
[0149]
步骤108,打印完本层后,所述传动系统10将所述快速成型装置1移动至所述初始位置,并沿高度方向移动所述快速成型装置1或所述工作台9至下一层;
[0150]
步骤109,重复步骤106至步骤108,直至成型工件的整体打印完成;
[0151]
步骤110:取出工件,得到最终的成型工件。
[0152]
实施例九
[0153]
本实施例以上述实施例八为基础,本实施例所述步骤104中,所述加热模块5对应所述快速成型装置1的所述料仓2,形成有加热区;所述加热区自所述料仓2的顶部向底部一侧,依次至少分为第一加热区501、第二加热区502和第三加热区503;所述第一加热区501内的超高分子量聚合物,处于放入所述料仓2时的原始状态;所述第二加热区502内的超高分子量聚合物,处于原始状态向熔融状态的过渡状态;所述第三加热区503内的超高分子量聚合物,处于熔融状态。
[0154]
实施例十
[0155]
本实施例以上述实施例八或实施例十为基础,本实施例所述步骤104还包括步骤1041,对所述工作台9进行加热,直至设定温度;所述工作台9的所述设定温度为20℃至100℃。
[0156]
实施例十一
[0157]
本实施例以上述实施例八至实施例十任一所述实施例为基础,本实施例所述步骤105中的所述预设温度范围在100℃至450℃之间;超高分子量聚合物为丝材、粉体、粒料中的一种或几种的组合。
[0158]
实施例十二
[0159]
本实施例以上述实施例八至实施例十一任一所述实施例为基础,本实施例所述步骤1061中,所述加热罩6的运动轨迹与所述喷头3的运动轨迹同步;所述加热罩6为周壁密封、底部开口的加热腔室;所述喷头3自所述加热罩6的顶部伸入加热腔室内;所述加热罩6的顶部内侧,间隔设置有若干加热部601;所述加热罩6的顶部外侧,对应所述加热部601设置有送风风扇602;所述加热部601的加热温度为25℃至300℃之间。
[0160]
图1至图3为本发明超高分子量聚合物的快速成型装置1第一、第二和第三示意图,从图1中可以看出,控制系统11、传动系统10、工作台9和快速成型装置1组成了超高分子量聚合物的成型装置,本发明所述的控制系统11包括了计算机,以及通过数据线或者无线网络装置与设备连接时所需的电器元件及相关设备,为了便于观察到快速成型装置1的结构以及相对位置关系,在图1中省略了加热罩6;同时由于在本领域中,3d打印等相关控制已较为成熟,因此本发明未做详细的描述,本领域技术人员可以理解为,通过控制系统11实现成型工件的分层切割以及向传动系统10中的数据传输和相应的控制等,在传动系统10中,包括伺服电机或者步进电机等动力元件,以及皮带、带轮、齿轮等传动部件,这些在3d打印机上也较为常见,因此本发明未做详细描述,本发明所述的传动系统10,其主要功能在于实现快速成型装置1与工作台9在三维空间内的移动,进而实现成型工件的打印成型,而在实际
应用中,工作台9和快速成型装置1的具体传动方案并不影响本发明功能的实现,但凡能实现在三维空间内的成型打印即可。
[0161]
进一步地,在图2和图3对快速成型装置1进行了细节展示,为了便于看到快速成型装置1中的细节结构,图2和图3做了剖视处理,在图2和图3中可以看到,本发明还设置有加热罩6,其中加热罩6的设置,保证了喷头3附近空间内温度的稳定,避免了挤出的超高分子量聚合物热量损失较大,粘连性不好,成型质量差的问题,加热罩6呈底部开口的结构设置,料仓2穿过加热罩6的顶部,伸入到加热罩6的内部,加热罩6的周壁为透明的材料制成,便于从外部观察加热罩6的内部情况,此外加热罩6的顶部内侧还设置有加热部601,顶部外侧对应加热部601设置有送风风扇602,在加热罩6的顶部设置有便于送风风扇602的风进入加热罩6内部的进气孔,送风风扇602送出的风通过进气孔进入加热罩6内部后,带动加热部601附近的热空气,在加热罩6内部形成热回路,加热后的空气将加热罩6内部原本的冷空气,自加热罩6底部的开口顶出,保证了加热罩6内部的空气温度,而加热部601的加热温度为25℃至300℃之间,保证喷头3挤出的熔融状态的超高分子量聚合物与外界的热交换在一定范围内,避免温度过快下降而难以成型的问题,进一步地,加热罩6与喷头3的出料端有一定的高度差,在工作台9上对应加热罩6与喷头3的高度差设置了相应高度的凸起,在实际应用中,加热罩6可以与快速成型装置1连接,也可以单独与其他传动装置连接,无论何种连接方式,只要保证加热罩6与喷头3同步移动即可,同时为了便于打印,加热罩6和喷头3可以主要在x、y轴范围内移动,而工作台9则在z轴的范围内移动。
[0162]
实施例十三
[0163]
本实施例以上述实施例八至实施例十二任一所述实施例为基础,本实施例所述步骤108还包括步骤1081,用于盛放超高分子量聚合物的所述快速成型装置1为至少两个;当其中一个所述快速成型装置1中的超高分子量聚合物消耗完毕后,所述控制系统11启动其他还盛放有超高分子量聚合物的所述快速成型装置1,并跳转回步骤104开始执行。
[0164]
实施例十四
[0165]
本实施例以上述实施例十三为基础,本实施例所述在步骤1081的所述快速成型装置1切换过程中,每个所述快速成型装置1至少具有高度位移和水平位移两种模式;超高分子量聚合物消耗完毕后的所述快速成型装置1,先执行高度位移,后执行水平位移,进而实现从所述工作位置的离开;盛放有超高分子量聚合物的所述快速成型装置1,先执行水平位移,达到所述工作位置后,执行高度位移。
[0166]
图6和图7为本发明快速成型装置1组合装配第一和第二示意图,主要展示快速成型装置1切换过程中的组合情况,当其中一个所述快速成型装置1中的超高分子量聚合物消耗完毕后,所述控制系统11启动其他还盛放有超高分子量聚合物的所述快速成型装置1,从图中可以看出,每个所述快速成型装置1至少具有高度位移和水平位移两种模式,高度位移传动系统10实现,而水平位移通过快速成型装置1的内部组合方式实现,图6的水平位移主要通过平移的方式实现,图7的水平位移主要通过转动实现,超高分子量聚合物消耗完毕后的所述快速成型装置1,先执行高度位移,后执行水平位移,进而实现从所述工作位置的离开,盛放有超高分子量聚合物的所述快速成型装置1,先执行水平位移,达到所述工作位置后,执行高度位移,在图6和图7中,仅仅对快速成型装置1的设置位置进行了展示,由于驱动装置以及如何实现传动,在传动领域均属较为常见,也不是本发明的发明点,因此没有做出
过多的赘述。
[0167]
此外,本领域的技术人员能够理解,尽管在此所述的一些实施例包括其它实施例中所包含的某些特征而不是其它特征,但是不同实施例的特征的组合同样意味着处于本发明的保护范围之内并且形成不同的实施例。例如,在上面的实施例中,本领域技术人员能够根据获知的技术方案和本申请所要解决的技术问题,以组合的方式来使用。
[0168]
以上所述仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专利的技术人员在不脱离本发明技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1