一种3D打印系统和3D打印方法与流程
一种3d打印系统和3d打印方法
技术领域
[0001]
本发明涉及3d打印技术领域,具体地,涉及一种3d打印系统和3d打印方法。
背景技术:
[0002]
三维打印机即3d打印机,是一种基于三维物体的数字模型,利用熔融挤压成型技术、选择性激光烧结成型技术及光固化成型技术等快速成型技术,使用塑料、粉末状金属或光固化树脂等材料,通过逐层打印的方式构造三维物体的设备。随着3d打印技术逐渐普及,3d打印机开始进入社会生活的各个领域。为了让用户在3d打印过程中充分享受高精度打印的乐趣,开发者大多关注在打印的成型材料和打印头的打印精度上,以及打印机的材料和打印机成像研发上。
[0003]
现有技术中的3d打印的方式较为单一,都是将打印文件输入至控制系统中,以控制打印喷头进行打印工作,对于实物无法对其进行3d打印工作,限制了打印的范围,无法满足更多的用户需求。
[0004]
因此,提供一种在使用过程中可以对实物和打印文件都可以进行3d打印工作,方式丰富,以满足更多的用户需求的3d打印系统和3d打印方法是本发明亟需解决的问题。
技术实现要素:
[0005]
针对上述技术问题,本发明的目的是克服现有技术中的3d打印的方式较为单一,都是将打印文件输入至控制系统中,以控制打印喷头进行打印工作,对于实物无法对其进行3d打印工作,限制了打印的范围,无法满足更多的用户需求的问题,从而提供一种在使用过程中可以对实物和打印文件都可以进行3d打印工作,方式丰富,以满足更多的用户需求的3d打印系统和3d打印方法。
[0006]
为了实现上述目的,本发明提供了一种3d打印系统,所述3d打印系统包括:
[0007]
3d扫描仪,用于对待打印物品进行模型扫描;
[0008]
模型构建模块,用于根据所述3d扫描仪的模型扫描数据构建待打印物品对应的三维立体模型;
[0009]
模型处理模块,用于将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储;
[0010]
轨迹生成模块,用于将每个所述平面模型生成与其相对应的运动轨迹数据;
[0011]
控制打印模块,控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印。
[0012]
有选地,所述系统还包括:打印喷头出料厚度计算模块,用于计算所述打印喷头出料的厚度;其中,所述计算公式为:
[0013]
q
×
t=v
1
×
t
×
h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0014]
q=s
×
v
2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0015]
根据所述公式(1)和公式(2)获得:其中,
[0016]
所述q为所述打印喷头的流量体积;h为打印喷头出料的厚度;s为打印喷头出料口截面积;v
2
为打印喷头出料速度;v
1
为打印喷头匀速移动速度;
[0017]
每片所述平面模型的厚度与所述打印喷头出料的厚度相等。
[0018]
有选地,所述系统还包括:打印平台检测模块,用于对打印平台的水平度以及打印平台的温度进行检测;
[0019]
打印平台调节模块,用于根据所述打印平台检测模块的检测结果将所述打印平台调节至水平状态,而打印平台的温度达到阈值范围内。
[0020]
有选地,所述系统还包括:打印原料检测模块,用于检测3d打印所需的原料线束的状态;其中,
[0021]
所述原料线束的状态包括:原料余料重量以及原料线束断裂状态。
[0022]
本发明还提供了一种3d打印方法,所述方法包括:
[0023]
对待打印物品进行模型扫描;
[0024]
根据所述3d扫描仪的模型扫描数据构建待打印物品对应的三维立体模型;
[0025]
将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储;
[0026]
将每个所述平面模型生成与其相对应的运动轨迹数据;
[0027]
控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印。
[0028]
有选地,所述将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型之前,所述方法还包括:计算所述打印喷头出料的厚度;其中,所述计算公式为:
[0029]
q
×
t=v
1
×
t
×
h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0030]
q=s
×
v
2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0031]
根据所述公式(3)和公式(4)获得:其中,
[0032]
所述q为所述打印喷头的流量体积;h为打印喷头出料的厚度;s为打印喷头出料口截面积;v
2
为打印喷头出料速度;v
1
为打印喷头匀速移动速度;
[0033]
每片所述平面模型的厚度与所述打印喷头出料的厚度相等。
[0034]
有选地,所述控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印之前,所述方法还还包括:
[0035]
对打印平台的水平度以及打印平台的温度进行检测;
[0036]
根据所述打印平台检测模块的检测结果将所述打印平台调节至水平状态,而打印平台的温度达到阈值范围内。
[0037]
有选地,所述控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印时,所述方法还包括:
[0038]
对所述原料线束的状态进行检测;其中,所述原料线束的状态包括:原料余料重量以及原料线束断裂状态;
[0039]
根据所述原料线束的状态执行以下步骤:
[0040]
当所述原料余料重量检测的重量小于第一重量阈值,且大于第二重量阈值时,控
制3d打印机中的报警模块启动一级报警指令,所述第一重量阈值大于所述第二重量阈值;
[0041]
当所述原料余料重量检测的重量小于第二重要阈值,且所述原料线束断裂状态为正常时,控制报警模块启动二级报警指令;
[0042]
当所述原料线束断裂状态为断裂时,控制报警模块启动三级报警指令;其中,
[0043]
所述一级报警指令为进行声光报警;所述二级报警指令为声光报警和发送远程无线报警指令;所述三级报警指令为声光报警、发送远程无线报警指令以及制动所述原料线束和所述打印喷头的打印工作。
[0044]
本发明还提供了一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现3d打印方法。
[0045]
本发明还提供了一种机器可读存储介质,其上存储有程序,该程序被执行时3d打印方法。
[0046]
根据上述技术方案,本发明提供的3d打印系统和3d打印方法在使用时的有益效果为:利用所述3d扫描仪将待打印物品的模型数据扫描出现,再构建待打印物品对应的三维立体模型,根据所述三维立体模型获得打印数据,获取的原理为:将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储,将每个所述平面模型生成与其相对应的运动轨迹数据,这样就可以准确且有效地获取打印数据,根据所述打印数据控制打印喷头进行打印工作即可实现对待打印物品的3d打印工作。克服现有技术中的3d打印的方式较为单一,都是将打印文件输入至控制系统中,以控制打印喷头进行打印工作,对于实物无法对其进行3d打印工作,限制了打印的范围,无法满足更多的用户需求的问题。
[0047]
本发明的其他特征和优点将在随后的具体实施方式部分予以详细说明;而且本发明中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
[0048]
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
[0049]
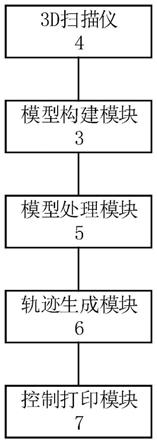
图1是本发明的一种优选的实施方式中提供的3d打印系统的结构示意图;
[0050]
图2是本发明的一种优选的实施方式中提供的3d打印系统;
[0051]
图3是本发明的一种优选的实施方式中提供的模型处理模块切分的三维立体模型的结构示意图;
[0052]
图4是本发明的一种优选的实施方式中提供的3d打印方法的流程图;
[0053]
图5是本发明的一种优选的实施方式中提供的3d打印方法的流程图;
[0054]
图6根据原料线束的状态执行步骤的流程图;
[0055]
图7是本发明的一种优选的实施方式中提供的电子设备的结构示意图。
[0056]
附图标记说明
[0057]
3模型构建模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43d扫描仪
[0058]
5模型处理模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6轨迹生成模块
[0059]
7控制打印模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8打印喷头出料厚度计算模块
[0060]
9打印平台检测模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10打印平台调节模块
[0061]
11打印原料检测模块
ꢀꢀꢀꢀꢀꢀꢀꢀ
501处理器
[0062]
502存储器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
503通信接口
[0063]
504总线
具体实施方式
[0064]
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
[0065]
如图1-3所示,本发明提供了一种3d打印系统,所述3d打印系统包括:
[0066]
3d扫描仪4,用于对待打印物品进行模型扫描;
[0067]
模型构建模块3,用于根据所述3d扫描仪的模型扫描数据构建待打印物品对应的三维立体模型;
[0068]
模型处理模块5,用于将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储;
[0069]
轨迹生成模块6,用于将每个所述平面模型生成与其相对应的运动轨迹数据;
[0070]
控制打印模块7,控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印。
[0071]
在上述方案中,利用所述3d扫描仪4将待打印物品的模型数据扫描出现,再构建待打印物品对应的三维立体模型,根据所述三维立体模型获得打印数据,获取的原理为:将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储,将每个所述平面模型生成与其相对应的运动轨迹数据,这样就可以准确且有效地获取打印数据,根据所述打印数据控制打印喷头进行打印工作即可实现对待打印物品的3d打印工作。克服现有技术中的3d打印的方式较为单一,都是将打印文件输入至控制系统中,以控制打印喷头进行打印工作,对于实物无法对其进行3d打印工作,限制了打印的范围,无法满足更多的用户需求的问题。
[0072]
在本发明的一种优选的实施方式中,所述系统还包括:打印喷头出料厚度计算模块,用于计算所述打印喷头出料的厚度;其中,所述计算公式为:
[0073]
q
×
t=v
1
×
t
×
h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0074]
q=s
×
v
2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0075]
根据所述公式(1)和公式(2)获得:其中,
[0076]
所述q为所述打印喷头的流量体积;h为打印喷头出料的厚度;s为打印喷头出料口截面积;v
2
为打印喷头出料速度;v
1
为打印喷头匀速移动速度;
[0077]
每片所述平面模型的厚度与所述打印喷头出料的厚度相等。
[0078]
在上述方案中,本发明中将每片所述平面模型的厚度与所述打印喷头出料的厚度相等,这样根据每片所述平面模型获取对应的运动轨迹数据就是所述打印喷头每个周期运行的轨迹,可以通俗的理解为,所述将三维立体模型切分成n层,那对应的所述打印喷头运行轨迹为n个周期,每个周期对应一个层三维立体模型,这样当所述打印喷头完成n个周期的运行后,即可以实现三维立体模型的整体打印还原。
[0079]
在本发明的一种优选的实施方式中,所述系统还包括:打印平台检测模块9,用于
对打印平台的水平度以及打印平台的温度进行检测;
[0080]
打印平台调节模块10,用于根据所述打印平台检测模块的检测结果将所述打印平台调节至水平状态,而打印平台的温度达到阈值范围内。
[0081]
在上述方案中,所述打印平台的水平度关乎打印精度,因为打印喷头运行轨迹都是计算好的,如果所述打印平台的水平度达不到要求,整个打印喷头运行轨迹就会和打印产品无法配对,这样打印出来的产品也会无法满足要求,导致整个打印工作的失败。所述打印平台的温度影响着打印原料的凝固速度,如果平台上的打印原料无法及时地凝固,会造成打印产品的表面不齐,甚至整体结构不合格。因此,本发明中还设置所述打印平台调节模块配合所述打印平台检测模块将所述打印平台调节至水平状态,而打印平台的温度达到阈值范围内。
[0082]
在本发明的一种优选的实施方式中,所述系统还包括:打印原料检测模块11,用于检测3d打印所需的原料线束的状态;其中,所述原料线束的状态包括:原料余料重量以及原料线束断裂状态。
[0083]
在上述方案中,无论在打印工作进行前还是打印工作进行时,都要对原料线束的状态进行检测,防止出现余料不足和原料线束断裂的问题,影响打印工作的有序进行。
[0084]
根据上述内容,先举例说明所述3d打印系统的工作原理:利用3d扫描仪对待打印物品进行模型扫描,然后建议待打印物品对应的三维立体模型,再将将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储,如图3所示,三维立体模型被切分成多个平面模型;然后将每个所述平面模型生成与其相对应的运动轨迹数据,最后控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印。
[0085]
如图4和图5所示,本发明还提供了一种根据权利要求1-4所示的3d打印方法,所述方法包括:
[0086]
对待打印物品进行模型扫描;
[0087]
根据所述3d扫描仪的模型扫描数据构建待打印物品对应的三维立体模型;
[0088]
将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储;
[0089]
将每个所述平面模型生成与其相对应的运动轨迹数据;
[0090]
控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印。
[0091]
在上述方案中,利用所述3d扫描仪将待打印物品的模型数据扫描出现,再构建待打印物品对应的三维立体模型,根据所述三维立体模型获得打印数据,获取的原理为:将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型,并且将所述多个平面模型按照从下至上的顺序进行排列存储,将每个所述平面模型生成与其相对应的运动轨迹数据,这样就可以准确且有效地获取打印数据,根据所述打印数据控制打印喷头进行打印工作即可实现对待打印物品的3d打印工作。克服现有技术中的3d打印的方式较为单一,都是将打印文件输入至控制系统中,以控制打印喷头进行打印工作,对于实物无法对其进行3d打印工作,限制了打印的范围,无法满足更多的用户需求的问题。
[0092]
在本发明的一种优选的实施方式中,所述将所述三维立体模型按照竖直方向等间隔水平切分成多个平面模型之前,所述方法还包括:计算所述打印喷头出料的厚度;其中,
所述计算公式为:
[0093]
q
×
t=v
1
×
t
×
h
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0094]
q=s
×
v
2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0095]
根据所述公式(3)和公式(4)获得:其中,
[0096]
所述q为所述打印喷头的流量体积;h为打印喷头出料的厚度;s为打印喷头出料口截面积;v
2
为打印喷头出料速度;v
1
为打印喷头匀速移动速度;
[0097]
每片所述平面模型的厚度与所述打印喷头出料的厚度相等。
[0098]
在本发明的一种优选的实施方式中,所述控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印之前,所述方法还还包括:
[0099]
对打印平台的水平度以及打印平台的温度进行检测;
[0100]
根据所述打印平台检测模块的检测结果将所述打印平台调节至水平状态,而打印平台的温度达到阈值范围内
[0101]
如图6所示,在本发明的一种优选的实施方式中,所述控制打印喷头按照从下至上的顺序依次匀速运行所述运动轨迹数据进行打印时,所述方法还包括:
[0102]
对所述原料线束的状态进行检测;其中,所述原料线束的状态包括:原料余料重量以及原料线束断裂状态;
[0103]
根据所述原料线束的状态执行以下步骤:
[0104]
当所述原料余料重量检测的重量小于第一重量阈值,且大于第二重量阈值时,控制3d打印机中的报警模块启动一级报警指令,所述第一重量阈值大于所述第二重量阈值;
[0105]
当所述原料余料重量检测的重量小于第二重要阈值,且所述原料线束断裂状态为正常时,控制报警模块启动二级报警指令;
[0106]
当所述原料线束断裂状态为断裂时,控制报警模块启动三级报警指令;其中,
[0107]
所述一级报警指令为进行声光报警;所述二级报警指令为声光报警和发送远程无线报警指令;所述三级报警指令为声光报警、发送远程无线报警指令以及制动所述原料线束和所述打印喷头的打印工作。
[0108]
图7是本发明一实施例提供的电子设备的结构示意图,所述电子设备包括:处理器501、存储器502、通信接口503和总线504;其中,所述处理器501、存储器502、通信接口503通过所述总线504完成相互间的通信;所述通信接口503用于该电子设备和终端的通信设备之间的信息传输;所述处理器501用于调用所述存储器502中的程序指令,以执行上述3d打印方法。
[0109]
本发明实施例还提供一种机器可读存储介质,其上存储有程序,该程序被执行时实现上文所述的3d打印方法。
[0110]
以上结合附图详细描述了本发明实施例的可选实施方式,但是,本发明实施例并不限于上述实施方式中的具体细节,在本发明实施例的技术构思范围内,可以对本发明实施例的技术方案进行多种简单变型,这些简单变型均属于本发明实施例的保护范围。
[0111]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本发明实施例对各种可能的组合方式不再另行说明。
[0112]
本领域技术人员可以理解实现上述实施例方法中的全部或部分步骤是可以通过程序来指令相关的硬件来完成,该程序存储在一个存储介质中,包括若干指令用以使得单片机、芯片或处理器(processor)执行本申请各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:u盘、移动硬盘、只读存储器(rom,read-only memory)、随机存取存储器(ram,random access memory)、磁碟或者光盘等各种可以存储程序代码的介质。
[0113]
此外,本发明实施例的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明实施例的思想,其同样应当视为本发明实施例所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1