一种两模腔的吹瓶设备的制作方法
[0001]
本发明涉及吹瓶设备技术领域。
背景技术:
[0002]
市场差异化竞争日趋激烈,企业为了满足市场需求的同时又不得不考虑生产成本,因此小批量、低投入的吹瓶设备需求日益增加。传统的旋转式吹瓶机,产量高但整台设备成本高,不适合小批量生产。因此为更好地满足小批量生产需要,本公司研发了全新的两模腔吹瓶设备。
技术实现要素:
[0003]
本发明的目的是:提供全新结构的一种两模腔的吹瓶设备,该设备空间占用小,成本低,符合客户差异化、小批量生产的需求。
[0004]
为实现上述目的,本发明采用的技术方案是:一种两模腔的吹瓶设备,包括两套吹瓶组件,每套吹瓶组件均包括:模组进坯夹手机构、吹瓶模组、模组输出夹手机构,模组进坯夹手机构用于将瓶坯输送至吹瓶模组中,在吹瓶模组中吹制成型的空瓶由模组输出夹手机构取出后输出;两套吹瓶组件中的吹瓶模组共用一个开合模驱动机构,所述的开合模驱动机构设置在两个吹瓶模组之间,开合模驱动机构能分别驱动两个吹瓶模组开模和合模。
[0005]
进一步地,前述的一种两模腔的吹瓶设备,其中,开合模驱动机构包括:能绕凸轮轴不断转动的凸轮,凸轮上设置一圈凸轮槽,凸轮槽分为休止段凸轮槽和驱动段凸轮槽;每个吹瓶组件中的吹瓶模组均包括:铰连接在安装轴上的两个模架,两个模架上分别连接有一根连杆,两根连杆铰连在驱动轴上,所述的驱动轴设置在凸轮槽中,并且驱动轴设置在摆杆的一端,摆杆的另一端活动连接在摆杆支座上,所述的摆杆能绕摆杆支座来回摆动;凸轮转动能使得两根驱动轴交替着位于休止段凸轮槽和驱动段凸轮槽中;每根驱动轴由休止段凸轮槽进入至驱动段凸轮槽,在驱动段凸轮槽的驱动下,驱动轴绕对应的摆杆支座摆动、且向远离对应模架的安装轴方向运动,从而使得对应吹瓶模组的两个模架相互打开而开模,然后驱动轴绕对应的摆杆支座反向摆动、且向靠近对应的模架的安装轴方向运动,从而使得对应吹瓶模组的两个模架相互合拢而合模;驱动轴由驱动段凸轮槽进入休止段凸轮槽中,对应的吹瓶组件的两个模架始终保持合模状态。
[0006]
进一步地,前述的一种两模腔的吹瓶设备,其中,每套吹瓶组件中的模组进坯夹手机构的结构包括:支撑臂和夹持臂,夹持臂上设置有进坯夹手,支撑臂活动设置在进坯安装座上,进坯安装座上设置有支撑伺服电机,在支撑伺服电机的驱动下,支撑臂能在进坯安装座上来回转动;夹持臂活动设置在支撑臂上,夹持臂上设置有夹持伺服电机,在夹持伺服电机的驱动下,夹持臂能在支撑臂上来回转动。
[0007]
进一步地,前述的一种两模腔的吹瓶设备,其中,每套吹瓶组件中的模组输出夹手机构的结构包括:出瓶转动杆,出瓶转动杆的外端设置有出模瓶夹,出瓶转动杆的里端活动设置在出瓶支座上,出瓶支座上设置有出瓶伺服电机,在出瓶伺服电机的驱动下,出瓶转动
杆能在出瓶支座上来回转动,出模瓶夹通过伸缩驱动机构安装在出瓶转动杆的外端,伸缩驱动机构能驱动出模瓶夹沿出瓶转动杆的轴向向外或轴向向内运动。
[0008]
进一步地,前述的一种两模腔的吹瓶设备,其中,每套吹瓶组件中的模组输出夹手机构的结构包括:出瓶支撑臂和出瓶夹持臂,出瓶夹持臂上设置有出瓶夹手,出瓶支撑臂活动设置在出瓶安装座上,出瓶安装座上设置有支撑臂伺服电机,在支撑臂伺服电机的驱动下,出瓶支撑臂能在出瓶安装座上来回转动;出瓶夹持臂活动设置在出瓶支撑臂上,出瓶支撑臂上设置有夹持臂伺服电机,在夹持臂伺服电机的驱动下,出瓶夹持臂能在出瓶支撑臂上来回转动。
[0009]
进一步地,前述的一种两模腔的吹瓶设备,其中,两套吹瓶组件分列于中轴两侧,两套两套吹瓶组件中的两个模组进坯夹手机构、两个吹瓶模组、两个模组输出夹手机构均对称设置在中轴两侧。
[0010]
更进一步地,前述的一种两模腔的吹瓶设备,其中,两套吹瓶组件的模组进坯夹手机构交替着在同一个取坯工位抓取瓶坯,所述的取坯工位设置在位于模组进坯夹手机构一侧的中轴上。
[0011]
更进一步地,前述的一种两模腔的吹瓶设备,其中,两套吹瓶组件位于取坯工位的一端设置有瓶坯加热输送机构,瓶坯加热输送机构包括:加温炉和瓶坯输送链条,瓶坯输送链条回转运行通过加温炉和取坯工位,瓶坯输送链条不断将需要加热的瓶坯输送进入至加温炉中加热,然后不断将加热完成后的瓶坯送至取坯工位。
[0012]
更进一步地,前述的一种两模腔的吹瓶设备,其中,每套吹瓶组件的模组输出夹手机构的外侧均设置有输送星轮,输送星轮的周向上间隔设置若干夹持工位,每个模组输出夹手机构均能将从对应吹瓶模组中取出的每个空瓶送入至对应的输送星轮上的一个夹持工位中;两个输送星轮对称设置在中轴两侧,两个输送星轮的旋转方向相互相反,其中一个输送星轮的外侧设置有空瓶输出星轮,该输送星轮与空瓶输出星轮相衔接,两个输送星轮在中轴位置相切从而能进行空瓶传递,其中一个输送星轮能将其上的空瓶传递至与空瓶输出星轮相衔接的另一个输送星轮的夹持工位上;与空瓶输送星轮相衔接的输送星轮将其上的空瓶不断输送至空瓶输送星轮的夹持工位中。
[0013]
本发明的优点是:研发了一种新型的两模腔的吹瓶设备,该两模腔吹瓶设备结构紧凑,衔接顺畅,空间占用小,设备成本低,符合差异化、小批量生产的需求。
附图说明
[0014]
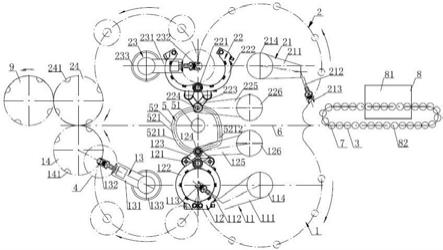
图1是实施例1中所述的一种两模腔的吹瓶设备的布置结构示意。
[0015]
图2是实施例2中所述的一种两模腔的吹瓶设备的布置结构示意。
具体实施方式
[0016]
下面结合附图和优选实施例对本发明作进一步的详细说明。
[0017]
实施例1。如图1所示,一种两模腔的吹瓶设备,包括两套吹瓶组件——第一吹瓶组件1和第二吹瓶组件2。第一吹瓶组件1包括:第一模组进坯夹手机构11、第一吹瓶模组12、第一模组输出夹手机构13。第一模组进坯夹手机构11用于将瓶坯3输送至第一吹瓶模组12中,在第一吹瓶模组12中吹制成型的空瓶4由第一模组输出夹手机构13取出后向外输出。第二
吹瓶组件2包括:第二模组进坯夹手机构21、第二吹瓶模组22、第二模组输出夹手机构23。第二模组进坯夹手机构21用于将瓶坯3输送至第二吹瓶模组22中,在第二吹瓶模组22中吹制成型的空瓶4由第二模组输出夹手机构23取出后向外输出。
[0018]
为了便于制作、安装和自动控制,两套吹瓶组件分列于中轴6的两侧,两套吹瓶组件中的两个模组进坯夹手机构、两个吹瓶模组、两个模组输出夹手机构均对称设置在中轴6的两侧。两套吹瓶组件的模组进坯夹手机构交替着在同一个取坯工位7抓取瓶坯3,所述的取坯工位7设置在位于模组进坯夹手机构一侧的中轴6上。
[0019]
两套吹瓶组件位于取坯工位6的一端设置有瓶坯加热输送机构8,瓶坯加热输送机构8包括:加温炉81和瓶坯输送链条82,瓶坯输送链条82回转运行通过加温炉81和取坯工位7,瓶坯输送链条82不断将需要加热的瓶坯输送进入至加温炉81中加热,然后不断将加热完成后的瓶坯3送至取坯工位7。
[0020]
本实施例中两套吹瓶组件中的第一吹瓶模组12与第二吹瓶模组22共用一个开合模驱动机构5,所述的开合模驱动机构5设置在两个吹瓶模组之间,开合模驱动机构5能分别驱动两个吹瓶模组开模和合模。
[0021]
具体地,本实施例中开合模驱动机构5包括:能绕凸轮轴51不断转动的凸轮52,凸轮52上设置一圈凸轮槽521,凸轮槽521分为休止段凸轮槽5211和驱动段凸轮槽5212,休止段凸轮槽5211和驱动段凸轮槽5212首尾相连。第一吹瓶组件1中的吹瓶模组12包括:铰连接在第一安装轴121上的两个第一模架122,两个第一模架122上分别连接有一根第一连杆123,两根第一连杆123铰连在第一驱动轴124上,第一驱动轴124设置在凸轮槽521中,并且第一驱动轴124设置在第一摆杆125的一端,第一摆杆125的另一端活动连接在第一摆杆支座126上,第一摆杆125能绕第一摆杆支座126来回摆动。第二吹瓶组件2中的吹瓶模组22包括:铰连接在第二安装轴221上的两个第二模架222,两个第二模架222上分别连接有一根第二连杆223,两根第二连杆223铰连在第二驱动轴224上,第二驱动轴224设置在凸轮槽521中,并且第二驱动轴224设置在第二摆杆225的一端,第二摆杆225的另一端活动连接在第二摆杆支座226上,第二摆杆225能绕第二摆杆支座226来回摆动。
[0022]
凸轮52转动能使得第一驱动轴124和第二驱动轴224交替着位于休止段凸轮槽5211和驱动段凸轮槽5212中。每根驱动轴由休止段凸轮槽5211进入至驱动段凸轮槽5212,在驱动段凸轮槽5212的驱动下,驱动轴绕对应的摆杆支座摆动、且向远离对应模架的安装轴方向运动,从而使得对应吹瓶模组的两个模架相互打开而开模,然后驱动轴绕对应的摆杆支座反向摆动、且向靠近对应的模架的安装轴方向运动,从而使得对应吹瓶模组的两个模架相互合拢而合模;驱动轴由驱动段凸轮槽5212进入休止段凸轮槽5211中,对应的吹瓶组件的两个模架始终保持合模状态。
[0023]
第一吹瓶模组12与第二吹瓶模组22共用一个开合模驱动机构5,通过凸轮52转动,实现两个吹瓶模组的交替开模和合模。这样的开合模驱动机构5大大的节省了设备成本,并且有效节约了设备的占用空间。
[0024]
本实施例中,第一吹瓶组件1中的第一模组进坯夹手机构11的结构包括:第一支撑臂111和第二夹持臂112,第一夹持臂112上设置有第一进坯夹手113,第一支撑臂111活动设置在第一进坯安装座114上,第一进坯安装座114上设置有第一支撑伺服电机,在第一支撑伺服电机的驱动下,第一支撑臂111能在第一进坯安装座114上来回转动。第一夹持臂112活
动设置在第一支撑臂111上,第一支撑臂111上设置有第一夹持伺服电机,在第一夹持伺服电机的驱动下,第一夹持臂112能在第一支撑臂111上来回转动。
[0025]
本实施例中,第二吹瓶组件2中的第二模组进坯夹手机构21的结构包括:第二支撑臂211和第二夹持臂212,第二夹持臂212上设置有第二进坯夹手213,第二支撑臂211活动设置在第二进坯安装座214上,第二进坯安装座214上设置有第二支撑伺服电机,在第二支撑伺服电机的驱动下,第二支撑臂211能在第二进坯安装座214上来回转动。第二夹持臂212活动设置在第二支撑臂211上,第二支撑臂211上设置有第二夹持伺服电机,在第二夹持伺服电机的驱动下,第二夹持臂212能在第二支撑臂211上来回转动。
[0026]
第一模组进坯夹手机构11和第二模组进坯夹手机构21采用上述结构,其目的在于:实现在取坯工位7瓶坯的抓取,然后能顺利放入至吹瓶模组中,由于吹瓶模组位置不变化,因此夹持臂转动就能与吹瓶模组顺利脱离。
[0027]
本实施例中,第一吹瓶组件1中的第一模组输出夹手机构13的结构包括:第一出瓶转动杆131,第一出瓶转动杆131的外端设置有第一出模瓶夹132,第一出瓶转动杆131的里端活动设置在第一出瓶支座133上,第一出瓶支座133上设置有第一出瓶伺服电机,在第一出瓶伺服电机的驱动下,第一出瓶转动杆131能在第一出瓶支座133上来回转动,第一出模瓶夹132通过伸缩驱动机构安装在第一出瓶转动杆131的外端,伸缩驱动机构能驱动第一出模瓶夹132沿第一出瓶转动杆131的轴向向外或向内运动,所述的伸缩驱动机构可以是气缸,气缸的活塞杆向外伸出则能驱动第一出模瓶夹132沿第一出瓶转动杆131的轴向向外运动,气缸的活塞杆向内缩回则能驱动第一出模瓶夹132沿第一出瓶转动杆131的轴向向里运动。
[0028]
第二吹瓶组件2中的第二模组输出夹手机构23的结构包括:第二出瓶转动杆231,第二出瓶转动杆231的外端设置有第二出模瓶夹232,第二出瓶转动杆231的里端活动设置在第二出瓶支座233上,第二出瓶支座233上设置有第二出瓶伺服电机,在第二出瓶伺服电机的驱动下,第二出瓶转动杆231能在第二出瓶支座233上来回转动,第二出模瓶夹232通过伸缩驱动机构安装在第二出瓶转动杆231的外端,伸缩驱动机构能驱动第二出模瓶夹232沿第二出瓶转动杆231的轴向向外或向内运动,所述的伸缩驱动机构可以是气缸,气缸的活塞杆向外伸出则能驱动第二出模瓶夹232沿第二出瓶转动杆231的轴向向外运动,气缸的活塞杆向内缩回则能驱动第二出模瓶夹232沿第二出瓶转动杆231的轴向向里运动。
[0029]
第一模组输出夹手机构13与第二模组输出夹手机构23采用上述结构,其目的在于:实现从吹瓶模组中抓取成型的空瓶,然后将抓取的空瓶向外传递。
[0030]
第一模组输出夹手机构13的外侧均设置有第一输送星轮14,第一输送星轮14的周向上间隔设置若干第一夹持工位141,第一模组输出夹手机构13能将从第一吹瓶模组12中取出的每个空瓶送入至第一输送星轮14上的一个第一夹持工位141中。第一模组输出夹手机构13中的第一出瓶转动杆131转动使得第一出模瓶夹132进入第一吹瓶模组12中,第一出瓶转动杆131上的第一出模瓶夹132向外伸出抓取第一吹瓶模组12中成型的空瓶,接着第一出瓶转动杆131转动使得抓有空瓶的第一出模瓶夹132从第一吹瓶模组12中脱离,第一出瓶转动杆131继续转动使得第一出模瓶夹132将空瓶传递给第一输送星轮14,然后第一出模瓶夹132向内缩回,从而与第一输送星轮14快速脱离,这能有效缩短空瓶传递时间。
[0031]
第二模组输出夹手机构23的外侧设置有第二输送星轮24,第二输送星轮24的周向
上间隔设置若干第二夹持工位241,第二模组输出夹手机构23能将从第二吹瓶模组22中取出的每个空瓶送入至第二输送星轮24上的一个第二夹持工位241中。第二模组输出夹手机构23中的第二出瓶转动杆231转动使得第二出模瓶夹232进入第二吹瓶模组22中,第二出瓶转动杆231上的第二出模瓶夹232向外伸出抓取第二吹瓶模组22中成型的空瓶,接着第二出瓶转动杆231转动使得抓有空瓶的第二出模瓶夹232从第二吹瓶模组22中脱离,第二出瓶转动杆231继续转动使得第二出模瓶夹232将空瓶传递给第二输送星轮24,然后第二出模瓶夹232向内缩回,从而与第二输送星轮24快速脱离,这能有效缩短空瓶传递时间。
[0032]
第一输送星轮14和第二输送星轮24对称设置在中轴6的两侧,两个输送星轮的旋转方向相互相反,本实施例中第二输送星轮24的外侧设置有空瓶输出星轮9,第二输送星轮24与空瓶输出星轮9相衔接,第一输送星轮14和第二输送星轮24在中轴6位置处相切从而能进行空瓶传递,本实施例中第一输送星轮14能将其上的空瓶传递至与空瓶输出星轮9相衔接的第二输送星轮24的第二夹持工位241上,与空瓶输送星轮9相衔接的第二输送星轮24能将其上的空瓶不断输送至空瓶输送星轮9的夹持工位中。第一输送星轮14与第二输送星轮之间相差一个夹持工位的相位差,第一输送星轮14将空瓶传递给第二输送星轮24,第二星轮再将空瓶依次传递给空瓶输送星轮9,从而连续不断。
[0033]
实施例2,如图2所示。本实施例与实施例1的不同之处在于:第一模组进坯夹手机构11、第一模组输出夹手机构13、第二模组进坯夹手机构21以及第二模组输出夹手机构23均采用相同的结构。为了文字的简洁起见,本实施例中只对第一模组输出夹手机构13与第二模组输出夹手机构23的结构展开具体描述。第一模组输出夹手机构13的结构包括:第一出瓶支撑臂131和第一出瓶夹持臂133,第一出瓶夹持臂133上设置有第一出瓶夹手132,第一出瓶支撑臂131活动设置在第一出瓶安装座134上,第一出瓶安装座134上设置有第一支撑臂伺服电机,在第一支撑臂伺服电机的驱动下,第一出瓶支撑臂131能在第一出瓶安装座134上来回转动。第一出瓶夹持臂133活动设置在第一出瓶支撑臂131上,第一出瓶支撑臂131上设置有第一夹持臂伺服电机,在第一夹持臂伺服电机的驱动下,第一出瓶夹持臂能在第一出瓶支撑臂上来回转动。通过第一出瓶支撑臂131和第一出瓶夹持臂133分别转动,实现使得第一出瓶夹手132进入第一吹瓶模组12中取瓶后与第一吹瓶模组12相脱离,然后使得第一出瓶夹手132将瓶子传递至第一输送星轮14中后能与第一输送星轮14快递速脱离。第一支撑臂伺服电机、第一夹持臂伺服电机为常用驱动机构,在图2中未表示。
[0034]
第二模组输出夹手机构23的结构包括:第二出瓶支撑臂231和第二出瓶夹持臂233,第二出瓶夹持臂233上设置有第二出瓶夹手232,第二出瓶支撑臂231活动设置在第二出瓶安装座234上,第二出瓶安装座234上设置有第二支撑臂伺服电机,在第二支撑臂伺服电机的驱动下,第二出瓶支撑臂231能在第二出瓶安装座234上来回转动。第二出瓶夹持臂233活动设置在第二出瓶支撑臂231上,第二出瓶支撑臂231上设置有第二夹持臂伺服电机,在第二夹持臂伺服电机的驱动下,第二出瓶夹持臂233能在第二出瓶支撑臂231上来回转动。通过第二出瓶支撑臂231和第二出瓶夹持臂233分别转动,实现使得第二出瓶夹手232进入第二吹瓶模组22中取瓶后与第二吹瓶模组22相脱离,然后使得第二出瓶夹手232将瓶子传递至第二输送星轮24中后能与第二输送星轮24快递速脱离。第二支撑臂伺服电机、第二夹持臂伺服电机为常用驱动机构,在图2中未表示。
[0035]
本发明的优点在于:研发了一种新型的两模腔的吹瓶设备,该两模腔吹瓶设备结
构紧凑,空间占用小,设备成本低,符合差异化、小批量生产的需求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1