一种生产效率高的螺纹产品注塑模具的制作方法
1.本实用新型涉及注塑模具领域,尤其涉及的是一种生产效率高的螺纹产品注塑模具。
背景技术:
2.注塑模具又称注射模塑成型,它是一种注射兼模塑的成型装置。注塑模具的优点是生产速度快、效率高,操作可实现自动化,花色品种多,形状可以由简到繁,尺寸可以由大到小,而且制品尺寸精确,产品易更新换代,能成形状复杂的制件,注塑模具适用于大量生产与形状复杂产品等成型加工领域。
3.现有技术中,用于生产螺纹产品的注塑模具均需要配合抽芯机构将螺纹产品推出,这种注塑模具的结构较为复杂,难以实现螺纹产品的快速脱模,出模过程较为困难,在脱模过程中,也容易对螺纹产品的加工精度造成较大的影响,从而降低螺纹产品的生产效率。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种结构简单、出模快速,加工精准的生产效率高的螺纹产品注塑模具。
6.本实用新型的技术方案如下:一种生产效率高的螺纹产品注塑模具,包括前模固定板、前模、后模、后模固定板、浇灌嘴、水口钩针、斜导柱抽芯机构以及油缸抽芯机构,所述前模设于前模固定板底部,所述后模设于后模固定板顶部,所述前模设于后模上方,所述浇灌嘴设于前模固定板中部,所述水口钩针设于浇灌嘴侧端的前模内,所述斜导柱抽芯机构位于前模左侧,所述油缸抽芯机构位于前模右侧;
7.其中,所述油缸抽芯机构包括第一行位、油缸行镶针、第一行位座、油缸、两个t型铲基及两个第二行位,所述第一行位设于前模与后模之间,所述第一行位顶部设有凹槽,所述第二行位分别设于凹槽两侧,所述第二行位靠近凹槽侧壁的一端设有倾斜槽,所述t型铲基侧端设有与倾斜槽适配的倾斜凸台,所述t型铲基顶部与前模连接,所述第一行位设有横向贯穿的通孔,所述油缸行镶针设于通孔内,所述第一行位通过第一行位座与油缸连接。
8.采用上述技术方案,所述的生产效率高的螺纹产品注塑模具中,所述斜导柱抽芯机构包括斜导柱压块、斜导柱、第三行位、第二行位座以及行位压条,所述第三行位设于前模与后模之间,所述第三行位侧端与第二行位座连接,所述第二行位座上设有贯通的倾斜孔,所述斜导柱压块设于前模固定板底部,所述后模固定板顶部设有柱形孔,所述斜导柱顶部与斜导柱压块连接,所述斜导柱底部穿过倾斜孔抵接在柱形孔内,所述行位压条分别设于第二行位座两侧。
9.采用上述各个技术方案,所述的生产效率高的螺纹产品注塑模具中,还包括有司筒针压块及若干司筒针,所述司筒针压块设于后模固定板底部,所述司筒针底部与司筒针
压块连接,所述司筒针顶端由下至上穿过后模固定板设于后模内。
10.采用上述各个技术方案,所述的生产效率高的螺纹产品注塑模具中,所述前模中部设有便于浇灌嘴灌注原料的浇灌口,所述浇灌口顶部设有隔水片。
11.采用上述各个技术方案,所述的生产效率高的螺纹产品注塑模具中,所述前模固定板与后模固定板之间分别设有若干平衡块。
12.采用上述各个技术方案,所述的生产效率高的螺纹产品注塑模具中,所述油缸抽芯机构还包括有第一耐磨块,所述第一耐磨块设于第一第二行位座底部的后模固定板上。
13.采用上述各个技术方案,所述的生产效率高的螺纹产品注塑模具中,所述斜导柱抽芯机构还包括有第二耐磨块,所述第二耐磨块设于第二行位座底部的后模固定板上。
14.采用上述各个技术方案,本实用新型通过在前模与后模之间设置油缸抽芯机构,开模时,油缸抽芯机构上的前模先开模,t型铲基可带动两第二行位相互分离,使第二行位从螺纹产品的螺纹部内脱离,然后在油缸的作用下带动第一行位移动,实现螺纹产品的完全脱模,在司筒针的作用下,可自动将螺纹产品顶出,有效提高注塑螺纹产品的生产效率;在合模时,油缸带动第一行位先行复位,然后前模与后模再进行合模,防止合模操作时,t型铲基与两个第二行位合不准,导致撞模,有效提高螺纹产品的注塑加工稳定性;整体结构简单、出模快速,加工精准、生产效率高,可推广使用。
附图说明
15.图1为本实用新型的剖视结构示意图一;
16.图2为本实用新型的剖视结构示意图二;
17.图3为本实用新型的油缸抽芯机构结构示意图;
18.图4为本实用新型的油缸抽芯机构局部爆炸图;
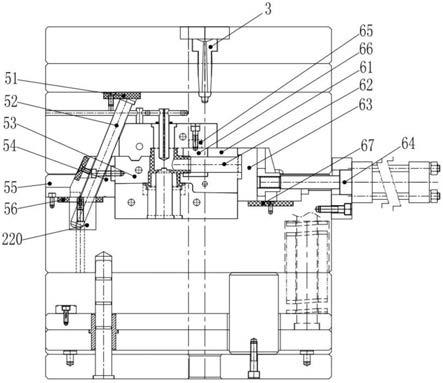
19.图5为本实用新型的斜导柱抽芯机构结构示意图。
具体实施方式
20.以下结合附图和具体实施例,对本实用新型进行详细说明。
21.如图1所示,一种生产效率高的螺纹产品注塑模具,包括前模固定板11、前模12、后模21、后模固定板22、浇灌嘴3、水口钩针4、斜导柱抽芯机构5 以及油缸抽芯机构6,所述前模12设于前模固定板11底部,所述后模21设于后模固定板22顶部,所述前模12设于后模21上方,所述浇灌嘴3设于前模固定板11中部,所述水口钩针4设于浇灌嘴3侧端的前模12内,所述斜导柱抽芯机构5位于前模12左侧,所述油缸抽芯机构6位于前模12右侧。本实施例中,待注塑成型的塑料熔体可从浇灌嘴3中注入至模具中,塑料熔体流至前模12与后模22之中再冷却硬化成型,经过脱模以得到成型的螺纹产品。在前模12与后模22之间设置油缸抽芯机构6,开模时,油缸抽芯机构6上的前模 12先开模,使螺纹产品的螺纹部先行脱离,然后螺纹产品进行二次完全全脱模,有效提高注塑螺纹产品的脱模效率及加工稳定性。水口钩针4的设置,使得在开模时,塑料冷凝料可在水口钩针4的作用下从前模12中推出,防止冷凝料进入前模12而影响螺纹产品的加工质量。
22.如图2至图4所示,所述油缸抽芯机构6包括第一行位61、油缸行镶针62、第一行位座63、油缸64、两个t型铲基65及两个第二行位66,所述第一行位 61设于前模12与后模21之
间,所述第一行位61顶部设有凹槽610,所述第二行位66分别设于凹槽610两侧,所述第二行位66靠近凹槽610侧壁的一端设有倾斜槽660,所述t型铲基65侧端设有与倾斜槽660适配的倾斜凸台650,所述t型铲基65顶部与前模12连接,所述第一行位61设有横向贯穿的通孔611,所述油缸行镶针62设于通孔611内,所述第一行位61通过第一行位座63与油缸64连接。本实施例中,当塑料熔体经过冷却硬化成型后,前模12先行开模,由于t型铲基65顶部与前模12连接,且t型铲基65通过凸台650与第二行位 66的倾斜槽660滑动连接,使得t型铲基65在向上运动时,可带动第二行位 66沿着凹槽610两侧相互分离移动,实现第二行位66与螺纹产品的螺纹部与发生脱模,然后在油缸64的作用下,带动第一行位61与螺纹产品实现完全脱离。合模时,油缸64先行带动第一行位61实现复位,然后前模12与后模22再合模,进而实现t型铲基65与第二行位66的复位,如此设置,有效提高t型铲基65与第二行位66之间的合模精准度,避免发生撞模的情况。
23.如图2及图5所示,进一步的,所述斜导柱抽芯机构5包括斜导柱压块51、斜导柱52、第三行位53、第二行位座54以及行位压条55,所述第三行位53设于前模12与后模21之间,所述第三行位53侧端与第二行位座54连接,所述第二行位座54上设有贯通的倾斜孔540,所述斜导柱压块51设于前模固定板 11底部,所述后模固定板22顶部设有柱形孔220,所述斜导柱52顶部与斜导柱压块51连接,所述斜导柱52底部穿过倾斜孔540抵接在柱形孔220内,所述行位压条55分别设于第二行位座54两侧。本实施例中,当前模12在脱模过程中,由于斜导柱52倾斜设于第二行位座54的倾斜孔540内,使得斜导柱52 在向上运动的过程中,可带动第二行位座54朝着远离螺纹产品一侧的方向移动,进而带动第三行位53与螺纹产品发生脱离,便于顶出螺纹产品。行位压条55 的设置,可提高第三行位53在移动过程中的稳定性,防止第三行位53在移动过程中发生松脱。
24.如图1所示,进一步的,本注塑模具还包括有司筒针压块71及若干司筒针 72,所述司筒针压块71设于后模固定板22底部,所述司筒针72底部与司筒针压块71连接,所述司筒针72顶端由下至上穿过后模固定板22设于后模21内。本实施例中,当螺纹产品完全脱模后,在司筒针72向上顶,可将螺纹产品自动顶出,实现螺纹产品的快速推出。
25.如图1所示,进一步的,所述前模12中部设有便于浇灌嘴灌3注原料的浇灌口120,所述浇灌口120顶部设有隔水片8。本实施例中,隔水片8的设置,可增强塑料熔体的冷却效果,提高本实用新型的注塑质量及效率。
26.如图1所示,进一步的,所述前模固定板11与后模固定板22之间分别设有若干平衡块9。本实施例中,平衡块9的设置,可降低前模固定板11对后模固定板22之间的冲击力,减少直接对碰时产生的磨损,提高本实用新型的使用寿命。
27.如图2及图3所示,进一步的,所述油缸抽芯机构6还包括有第一耐磨块 67,所述第一耐磨块67设于第一行位座63底部的后模固定板22上。本实施例中,第一耐磨块67的设置,可防止第一行位座63在移动过程中对后模固定板 22表面造成磨损。
28.如图2及图5所示,进一步的,所述斜导柱抽芯机构5还包括有第二耐磨块56,所述第二耐磨块56设于第二行位座54底部的后模固定板22上。本实施例中,第二耐磨块56的设置,可防止第二行位座54在移动过程中对后模固定板22表面造成磨损。
29.采用上述各个技术方案,本实用新型通过在前模与后模之间设置油缸抽芯机构,开模时,油缸抽芯机构上的前模先开模,t型铲基可带动两第二行位相互分离,使第二行位
从螺纹产品的螺纹部内脱离,然后在油缸的作用下带动第一行位移动,实现螺纹产品的完全脱模,在司筒针的作用下,可自动将螺纹产品顶出,有效提高注塑螺纹产品的生产效率;在合模时,油缸带动第一行位先行复位,然后前模与后模再进行合模,防止合模操作时,t型铲基与两个第二行位合不准,导致撞模,有效提高螺纹产品的注塑加工稳定性;整体结构简单、出模快速,加工精准、生产效率高,可推广使用。
30.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1