一种模仁冷却结构的制作方法
1.本实用新型涉及了一种模仁冷却结构,属于模具冷却技术领域。
背景技术:
2.在模具加工过程中,为了能够提高生产效率,对于模具的冷却是必须的。现有的模具冷却通常是采用循环水路进行水冷的方式进行。但是对于那些凸出于底板,且壁厚很薄的模仁,无法在其内部设置水路,只能等注塑完成后,等其自行冷却或者利用外部冷却系统对其进行冷却,不仅效率低下,而且相对较为繁琐。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种模仁冷却结构,通过在模仁下方的底板上设置多个吹气孔,在注塑完成并开模后,通过吹气孔对模仁组件进行吹气,使其快速冷却降温,便于下一次的作业,提高了设备的生产效率。
4.为了解决上述技术问题,本实用新型所采用的技术方案是:
5.一种模仁冷却结构,包括底板和设置在所述底板上的、至少一个凸出于所述底板的模仁组件,所述底板上设置有多个位于所述模仁组件外围的吹气孔,所述底板内设置有至少一条与所述吹气孔连通的气路,所述底板的边缘处设置有与所述气路数量一致的、对应连接的进气孔,所述进气孔与外部气源相连接。
6.前述的一种模仁冷却结构,其特征在于:所述吹气孔为向所述模仁组件方向倾斜的倾斜孔。
7.前述的一种模仁冷却结构,其特征在于:所述模仁组件的高度为80mm,所述吹气孔设置在位于所述模仁组件底部边缘外围20mm处,且所述吹气孔的倾斜角度为45
°
。
8.前述的一种模仁冷却结构,其特征在于:所述模仁组件为长方体、正方体或圆柱体中的一种。
9.前述的一种模仁冷却结构,其特征在于:所述吹气孔等间距设置在所述模仁组件的外围。
10.前述的一种模仁冷却结构,其特征在于:所述模仁组件为长方体结构,在其外围设置有两条独立的直角型气路,每条气路均对应连接有进气孔。
11.本实用新型的有益效果是:通过在模仁下方的底板上设置多个吹气孔,在注塑完成并开模后,通过吹气孔对模仁组件进行吹气,使其快速冷却降温,便于下一次的作业,提高了设备的生产效率。
附图说明
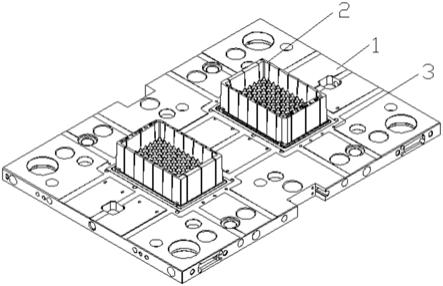
12.图1是本实用新型一种模仁冷却结构的结构示意图;
13.图2是本实用新型一种模仁冷却结构的俯视图。
具体实施方式
14.下面将结合说明书附图,对本实用新型作进一步说明。
15.如图1和图2所示,一种模仁冷却结构,包括底板1和设置在所述底板1上的、至少一个凸出于所述底板1的模仁组件2,所述底板1上设置有多个位于所述模仁组件2外围的吹气孔3,所述底板1内设置有至少一条与所述吹气孔3连通的气路4,所述底板1的边缘处设置有与所述气路4数量一致的、对应连接的进气孔5,所述进气孔5与外部气源相连接。
16.通过在模仁组件的外围设置吹气孔,在注塑完成后,控制外部气源从进气孔5进行吹气,然后利用每一个吹气孔对模仁组件表明进行吹风冷却,使其快速冷却降温,便于下一次的作业,提高了设备的生产效率。本实施例中,注塑机上设置有与外部气源电气连接的电磁阀,当注塑机打开后,即触发外部气源对进气孔5进行充气,当注塑机合模时,外部气源自动停止吹气,从而实现了自动化作业,无需人工操作。
17.所述吹气孔3为向所述模仁组件2方向倾斜的倾斜孔,通过倾斜的角度向模仁组件2表面进行吹气,进一步提高了冷却效率。本实施例中,模仁组件2的高度为80mm,所述吹气孔3设置在位于所述模仁组件2底部边缘外围20mm处,且所述吹气孔3的倾斜角度为45
°
,经过多次试验,可以得到最佳的冷却效果。
18.所述模仁组件2为长方体、正方体或圆柱体中的一种,本实施例中,所述模仁组件2为长方体结构,在其外围设置有两条独立的直角型气路4,每条气路4均对应连接有进气孔5,避免了采用同一气路的情况下,因气压不够而影响冷却效果。
19.所述吹气孔3等间距设置在所述模仁组件2的外围,保证对模仁组件2的冷却均匀而快速。
20.综上所述,本实用新型提供的一种模仁冷却结构,通过在模仁下方的底板上设置多个吹气孔,在注塑完成并开模后,通过吹气孔对模仁组件进行吹气,使其快速冷却降温,便于下一次的作业,提高了设备的生产效率。
21.以上显示和描述了本实用新型的基本原理、主要特征及优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1