一种药用PVC硬片生产用冷却定型装置的制作方法
一种药用pvc硬片生产用冷却定型装置
技术领域
1.本实用新型属于药用pvc硬片生产技术领域,具体地说,涉及一种药用pvc硬片生产用冷却定型装置。
背景技术:
2.药品的铝塑料泡罩包装又称水包眼包装,英文名为"press throughpackage”,简称”ptp”包装。ptp包装是先将塑料薄片输送到电热器上使之软化,再将薄片置于模具内,然后从上模内向薄片充入压缩空气或在下模内抽真空,薄片形成泡罩或空穴,成型后冷却,将药品置入泡罩内,药用铝箔涂有粘合剂的一面在生定的温度、压力、时间条件下与已装有药品的塑料薄片热封,形成泡罩,药用pvc)片主要由聚氯乙烯树脂添加一定的加工助剂,通过挤出、压延等加工方法,生产出来的符合药用要求的一种新颖包装材料。它独立地分离每颗药片、丸剂和胶襄,使之成为最小包装单位,使用药的准确性、安全性得到较大的提高,并且由于该加工方法简单,投资小,易成型加工等,使药厂的生产成本大幅度下降,生产效率大大提高。
3.现有的药用pvc硬片生产过程中对挤压成型后的片状材料的冷却方式大多为风冷,其效率较低,不利于流水线的高效生产加工。
4.有鉴于此特提出本实用新型。
技术实现要素:
5.本实用新型要解决的技术问题在于克服现有技术的不足,提供一种药用pvc硬片生产用冷却定型装置,为解决上述技术问题,本实用新型采用技术方案的基本构思是:
6.一种药用pvc硬片生产用冷却定型装置,包括冷却箱、压辊和循环管道,所述冷却箱内顶部设置有进料传送组件,所述进料传送组件正下方设置有出料传送组件,所述进料传送组件和所述出料传送组件上均设置有所述压辊,所述进料传送组件和所述出料传送组件内均设置有冷却板,所述冷却板内设置有循环管道。
7.所述进料传送组件和所述出料传送组件均与所述冷却箱通过螺栓固定连接,所述冷却箱内一侧壁上焊接有中间隔板,所述冷却箱内顶部和所述中间隔板上均通过螺栓固定有升降推杆。
8.所述升降推杆底部通过卡槽固定有升降板,所述升降板底部焊接有支撑轴,所述压辊与所述支撑轴转动连接,所述进料传送组件和所述出料传送组件一端均通过卡槽固定有导料斜板,所述导料斜板之间成型有导料槽。
9.所述压辊一端嵌套有链轮,所述链轮有五组,所述链轮之间嵌套有传动链带,所述冷却板与所述冷却箱通过卡槽固定。
10.所述冷却板与所述进料传送组件和所述出料传送组件上的传送结构均接触连接,所述循环管道内嵌在所述冷却板中。
11.所述链轮远离所述压辊一侧通过键连接有驱动电机,所述驱动电机底部通过卡槽
固定有滑行架,所述滑行架与所述冷却箱滑动连接。
12.所述冷却箱外部一侧壁上通过螺栓固定有冷却液循环箱,所述冷却液循环箱与所述循环管道连通,所述冷却箱顶端中部通过螺栓固定有冷却扇。
13.采用上述技术方案后,本实用新型与现有技术相比具有以下有益效果。
14.通过设置进料传送组件和在出料传送组件内设置冷却板,在冷却板内设置循环管道,循环管道外接冷却液循环箱,可实现对片状材料进行高效降温冷却,相较于传统设备的风冷结构,此方式可大大提高冷却效率,有利于流水线的高效率加工生产。
15.下面结合附图对本实用新型的具体实施方式作进一步详细的描述。
附图说明
16.附图作为本技术的一部分,用来提供对本实用新型的进一步的理解,本实用新型的示意性实施例及其说明用于解释本实用新型,但不构成对本实用新型的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
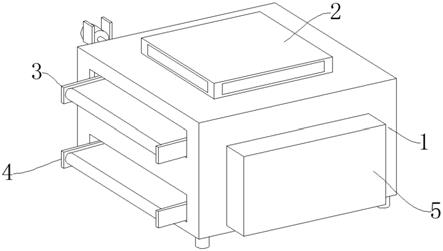
17.图1为本实用新型的结构示意图;
18.图2为本实用新型中冷却箱的后剖视图;
19.图3为本实用新型的左剖视图;
20.图4为本实用新型中驱动电机与滑行架的立体图。
21.图中:1
‑
冷却箱;2
‑
冷却扇;3
‑
进料传送组件;4
‑
出料传送组件;5
‑
冷却液循环箱;6
‑
冷却板;7
‑
导料槽;8
‑
导料斜板;9
‑
压辊;10
‑
传动链带;11
‑
链轮;12
‑
支撑轴;13
‑
升降推杆;14
‑
循环管道;15
‑
滑行架;16
‑
驱动电机;17
‑
升降板;18
‑
中间隔板。
22.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本实用新型的构思范围,而是通过参考特定实施例为本领域技术人员说明本实用新型的概念。
具体实施方式
23.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
24.实施例一
25.如图1
‑
图4所示,一种药用pvc硬片生产用冷却定型装置,包括冷却箱1、压辊9和循环管道14,冷却箱1内顶部设置有进料传送组件3,进料传送组件3正下方设置有出料传送组件4,进料传送组件3和出料传送组件4上均设置有压辊9,进料传送组件3和出料传送组件4内均设置有冷却板6,冷却板6内设置有循环管道14。
26.如图1、图2以及图3所示,进料传送组件3和出料传送组件4均与冷却箱1通过螺栓固定连接,冷却箱1内一侧壁上焊接有中间隔板18,冷却箱1内顶部和中间隔板18上均通过螺栓固定有升降推杆13。升降推杆13底部通过卡槽固定有升降板17,升降板17底部焊接有支撑轴12,压辊9与支撑轴12转动连接,进料传送组件3和出料传送组件4一端均通过卡槽固定有导料斜板8,导料斜板8之间成型有导料槽7,压辊9一端嵌套有链轮11,链轮11有五组,链轮11之间嵌套有传动链带10,冷却板6与冷却箱1通过卡槽固定。
27.本例中,进料传送组件3和出料传送组件4均有传送带和传送边框组件,且接入外部的驱动设备,进料传送组件3将片状材料送入到冷却箱1后,进料传送组件3顶部的升降推杆13下放压辊9将片状材料压紧在进料传送组件3上并且与冷却板6接触,随着进料传送组件3的送料,片状材料沿着导料斜板8进入到导料槽7,在进入到出料传送组件4上,此时出料传送组件4顶部的升降推杆13下放压辊9将片状材料压紧在出料传送组件4上并且与冷却板6接触,其中,压辊9由外部驱动电机16带动链轮11转动,链轮11驱动传动链带10即可驱动五个压辊9组同时转动,支撑轴12起到支持压辊9同步升降的作用。
28.如图2、图3以及图4所示,冷却板6与进料传送组件3和出料传送组件4上的传送结构均接触连接,循环管道14内嵌在冷却板6中,链轮11远离压辊9一侧通过键连接有驱动电机16,驱动电机16底部通过卡槽固定有滑行架15,滑行架15与冷却箱1滑动连接,冷却箱1外部一侧壁上通过螺栓固定有冷却液循环箱5,冷却液循环箱5与循环管道14连通,冷却箱1顶端中部通过螺栓固定有冷却扇2。
29.本例中,循环管道14从冷却液循环箱5内循环冷却液给冷却板6降温,进而使得接触到的片状材料能够有效的进行换热降温,配合冷却扇2的风冷作用,可大大提高片状材料的冷却速度,有利于流水线的高效率加工生产。
30.以上所述仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专利的技术人员在不脱离本实用新型技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1