注射成型品的制作方法
1.本公开涉及一种注射成型品。
背景技术:
2.树脂结构体由于与金属相比为轻量,因此被广泛用作车辆用结构部件、车辆搭载用具、电子设备的外壳等。树脂结构体中特别是树脂成型品为轻量,如果用于汽车等车辆的部件,则可期待燃料效率的提高。
3.作为用作汽车的内饰基材等的树脂成型品的注射发泡成型方法,例如已知专利文献1中记载的方法。专利文献1中,将熔融树脂注入至由移动模(可动侧模具)和固定模(固定侧模具)形成的成型用模具的腔内后,在使可动侧模具微开移动(退芯)的状态下进行发泡处理,从而获得了树脂成型品。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2005-238726号公报
技术实现要素:
7.发明要解决的课题
8.在将熔融树脂注入至腔内的情况下,与成型用模具接触的部分被冷却固化而形成膜状的表皮层。如果在该状态下使可动侧模具相对于固定侧模具退芯以扩大腔内的容积,则被表皮层覆盖的熔融树脂会发泡而形成发泡层,从而制造树脂性的注射成型品。
9.在腔内流动的熔融树脂的流动速度受形成腔的可动侧模具与固定侧模具之间的宽度影响。存在可动侧模具与固定侧模具之间的宽度越宽,熔融树脂的流动速度越高的倾向。
10.为了确保注射成型品的弯曲刚性等强度,有时在注射成型品的主体部的周缘部设置突出部(以下,有时称为凸缘。)。在腔的与主体部对应的部分的可动侧模具与固定侧模具之间的宽度比腔的与凸缘对应的部分的可动侧模具与固定侧模具之间的宽度窄的情况下,腔的与凸缘对应的部分中的熔融树脂的流动速度高于腔的与主体部对应的部分中的熔融树脂的流动速度。那么一来,在腔的与凸缘对应的部分中流动的熔融树脂先于在腔的与主体部对应的部分中流动的熔融树脂。其结果是,在腔的与凸缘对应的部分中流动的熔融树脂会在腔的与主体部对应的部分合流,有时在熔融树脂的合流处产生条纹状的不良状况(以下,有时称为结合线(weld line)。)。如果在注射成型品的设计面上出现结合线,则有可能成为注射成型品外观上的不良状况。
11.本公开是鉴于上述以往的情况而作出的发明,目的在于提供一种抑制了设计面上的结合线产生的注射成型品。
12.用于解决课题的方法
13.用于实现上述课题的具体方法如下所述。
14.<1>一种注射成型品,其具有主体部和突出部,
15.所述主体部具有设计面和相反面,
16.所述突出部设置于上述主体部的周缘部,且在上述主体部的厚度方向上朝着与上述设计面相反的一侧突出,
17.上述主体部的厚度a与上述突出部的厚度b满足下述式(1)的关系。
18.a≥b 式(1)
19.<2>根据<1>所述的注射成型品,经过包含如下工序的制造工序来制造,即:从浇口将树脂材料注射至模具的腔内,上述模具具备固定侧模具和可动侧模具,上述固定侧模具具备注射树脂材料的上述浇口,上述可动侧模具能够相对于上述固定侧模具沿开闭方向移动,且在其与上述固定侧模具之间形成作为空隙的上述腔,
20.上述树脂材料在上述腔内的流动距离小于或等于600mm。
21.<3>根据<2>所述的注射成型品,上述制造工序进一步包含如下工序,即:在上述注射的工序中在以上述树脂材料填充上述腔内后,使上述可动侧模具从上述固定侧模具沿打开方向移动,以扩大上述腔内的容积,
22.上述主体部在内部具有发泡层。
23.发明效果
24.根据本公开,可提供抑制了设计面上的结合线产生的注射成型品。
附图说明
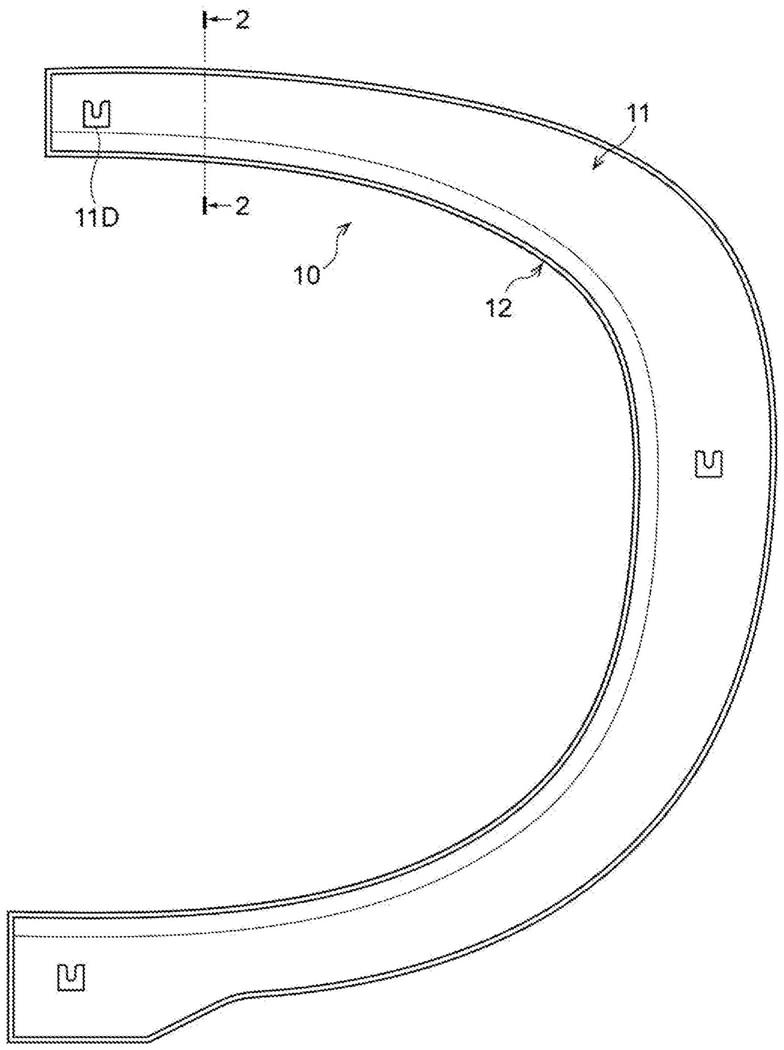
25.图1是本实施方式的注射成型品的后视图。
26.图2是图1的注射成型品的纵截面图(图1中的2-2线截面图)。
27.图3是用于说明由可动侧模具和固定侧模具形成的腔22的形状的平面图。
28.图4是用于说明由可动侧模具和固定侧模具形成的腔22的形状的截面图(图3中的a-a线截面图),表示腔22a的宽度a与腔22b的宽度b处于a=b的关系的情况。
29.图5是用于说明在腔22内流动的树脂材料的状态的示意图。
30.图6是用于说明由可动侧模具和固定侧模具形成的腔22的形状的截面图(图3中的a-a线截面图),表示腔22a的宽度a与腔22b的宽度b处于a<b的关系的情况。
31.图7是用于说明在腔22内流动的树脂材料的状态的示意图。
32.图8是用于说明在腔22内流动的树脂材料的状态的示意图,是表示向腔22a流动的来自腔22b的树脂合流的部位的图。
33.图9是模具的概略截面图。
具体实施方式
34.以下,对用于实施本公开的方式进行详细说明。但是,本公开不限于以下的实施方式。在以下的实施方式中,其构成要素(也包含要素步骤等)除了特别明示的情况以外都不是必须的。关于数值及其范围也同样,不限制本公开。
35.本公开中,关于“工序”一词,除了独立于其他工序的工序以外,即使在与其他工序不能明确区分的情况下,如果能够实现该工序的目的,则也包含该工序。
36.本公开中,使用“~”表示的数值范围包含“~”前后所记载的数值分别作为最小值
和最大值。
37.在本公开中阶段性记载的数值范围中,一个数值范围所记载的上限值或下限值可以替换为其他阶段性记载的数值范围的上限值或下限值。另外,在本公开中记载的数值范围中,其数值范围的上限值或下限值也可以替换为实施例所示的值。
38.本公开中,各成分也可以包含多种相当于各成分的物质。
39.本公开中,关于“层”或“膜”一词,除了在观察存在该层或膜的区域时形成于该区域整体的情况以外,也包含仅形成于该区域的一部分的情况。
40.首先,对本实施方式的注射成型品进行说明。接着,对用于制造本实施方式的注射成型品的制造装置(模具)和制造方法进行说明。
41.<注射成型品>
42.本公开的注射成型品具有主体部和突出部,所述主体部具有设计面和相反面,所述突出部设置于上述主体部的周缘部,且沿上述主体部的厚度方向朝着与上述设计面相反的一侧突出,上述主体部的厚度a与上述突出部的厚度b满足下述式(1)的关系。
43.a≥b 式(1)
44.设置于主体部的周缘部的突出部也可以是用于提高注射成型品的强度的凸缘。
45.在主体部的厚度不固定的情况下,主体部的厚度a是指主体部的任意5点的厚度的算术平均值。另外,在突出部的厚度不固定的情况下,突出部的厚度b是指突出部的任意5点的厚度的算术平均值。
46.一边参照附图一边说明注射成型品的具体例,但本公开不限于此。另外,各图中的各部位大小是概念性的,各部位间大小的相对关系不限于此。
47.本实施方式的注射成型品例如可以用作汽车用部件。但是,注射成型品的用途不限定于汽车用部件。
48.图1所示的注射成型品10为汽车用部件,安装于车身30(参照图2)。需要说明的是,作为汽车部件,例如可列举保险杠、侧挡泥板、挡泥板、后门装饰件、扰流板和散热器格栅。
49.如图2所示,注射成型品10由树脂材料构成,具有主体部11和突出部12,主体部11具有设计面11a和相反面11b,突出部12设置于主体部11的周缘部11c,且在主体部11的厚度方向(图2中箭头t所示的方向)上朝着与设计面11a相反的一侧突出。主体部11为在弯曲部11e弯曲的板状,在相反面11b上形成有多个车身安装部11d(参照图1)。该车身安装部11d是用于使用未图示的安装构件将主体部11(注射成型品10)安装于车身30的部位。
50.如图1所示,在观察主体部11的背面时,突出部12沿着主体部11的周缘部11c(主体部11的外周)设有一圈。需要说明的是,本公开不限于上述构成,突出部12可以为沿着主体部11的周缘部11c断续地设置的构成,也可以为设置于主体部11的周缘部11c的一部分的构成。
51.如图2所示,在本公开中,在观察主体部11的截面时突出部12存在于主体部11的末端。另外,突出部12中的从主体部11的设计面11a连续的一侧的面可以是设计面,也可以不是设计面。另外,突出部12中的从主体部11的相反面11b连续的一侧的面也可以不是设计面。
52.注射成型品10是通过将熔融树脂注入至由可动侧模具和固定侧模具形成的成型用模具的腔内,并根据需要使可动侧模具稍微退芯而形成的。
53.图3和图4是用于说明由可动侧模具和固定侧模具形成的腔22的形状的示意图,图3是腔22的平面图,图4是表示图3所示的腔22的a-a线截面的图。图3和图4中,为了容易理解腔22的形状,形成腔22的可动侧模具和固定侧模具并未图示。
54.如图4所示,腔22具有作为与注射成型品的主体部对应的部分的腔22a和作为与注射成型品的凸缘对应的部分的腔22b。图4中,腔22a的宽度a与腔22b的宽度b满足a=b的关系。
55.从图3的浇口38注射至腔22内的树脂材料在腔22内沿着图3的箭头q方向和箭头r方向到达腔22的端部。
56.图5是用于说明在腔22内流动的树脂材料的状态的示意图。腔22a的宽度a与腔22b的宽度b满足a=b的关系,在腔22a内流动的树脂材料的流动速度与在腔22b内流动的树脂材料的流动速度大致相等。那么一来,在腔22b内流动的树脂材料不会先于在腔22a内流动的树脂材料(参照图7。),在腔22b内流动的树脂材料不会在腔22a中合流。其结果是,可抑制在腔22a中产生结合线。因此,可抑制在注射成型品的设计面上产生结合线。
57.另一方面,如图6所示,如果腔22a的宽度a与腔22b的宽度b处于a<b的关系,则在腔22a内流动的树脂材料的流动速度低于在腔22b内流动的树脂材料的流动速度。那么一来,由于在腔22b内流动的树脂材料先于在腔22a内流动的树脂材料(参照图7。),因此在腔22b内流动的树脂材料的一部分向腔22a流动(参照图8。)。向腔22a流动的来自腔22b的树脂在图8的虚线所示的区域合流。有时在树脂的合流部位产生结合线。
58.在本公开的注射成型品是不使模具退芯而通过注射成型法来成型的情况下,腔22a的宽度a相当于注射成型品的主体部的厚度,腔22b的宽度b相当于注射成型品的凸缘的厚度。
59.另一方面,在本公开的注射成型品是使可动侧模具退芯而成型的情况下,虽然腔22b的宽度b与注射成型品的凸缘的厚度大致一致,但腔22a的宽度a与注射成型品的主体部的厚度不一致,主体部的厚度比腔22a的宽度a厚。在本公开的注射成型品是使可动侧模具退芯而成型的情况下,为了确保腔22a中的树脂材料的流动性,优选主体部的厚度a与突出部的厚度b满足下述式(1’)的关系。
60.a>b式(1’)
61.如果使可动侧模具退芯而成型的注射成型品中的主体部的厚度a与突出部的厚度b满足式(1’)的关系,则腔22a的宽度a与腔22b的宽度b容易满足a≥b的关系,容易抑制注射成型品的设计面上的结合线产生。
62.另外,在本公开的注射成型品是使可动侧模具退芯而成型的情况下,优选退芯前的腔22a的宽度a与腔22b的宽度b满足式(1)的关系。
63.关于形成本实施方式的注射成型品10的树脂材料,在后面描述。
64.<模具>
65.用于成型本实施方式的注射成型品的模具具备固定侧模具和可动侧模具,可动侧模具能够相对于上述固定侧模具沿开闭方向移动,且在其与上述固定侧模具之间形成作为空隙的腔。
66.模具可以用于注射成型,可以适合用于发泡成型的用途,可以更适合用于注射发泡形成的用途。但是,不限定于这些用途。
67.以下,一边参照附图一边说明模具的具体例,但本公开不限于此。另外,各图中的构件大小是概念性的,构件间大小的相对关系不限于此。
68.如图9所示,成型装置18具备固定侧模具20和可动侧模具24,可动侧模具24能够相对于固定侧模具20沿开闭方向移动,且在其与固定侧模具20之间形成作为空隙的腔22。需要说明的是,以下有时将固定侧模具20和可动侧模具24统称为“模具26”。
69.腔22与注射成型品10的形状对应。另外,固定侧模具20与可动侧模具24的接合线(分模线,p.l.)位于腔22中的相当于突出部12的前端的部位。
70.本实施方式中,由形成于固定侧模具20的腔面20a形成注射成型品10的主体部11的表面(设计面11a)和突出部12的从主体部11的设计面11a连续的面。另外,由可动侧模具24的腔面24a形成注射成型品10的主体部11的背面(相反面11b)和突出部12的从主体部11的相反面11b连续的面。需要说明的是,腔22是在将固定侧模具20和可动侧模具24闭模的状态下的腔面20a与腔面24a之间的空隙。
71.另外,成型装置18具备贯通固定侧模具20直至腔22的浇口38、和通过浇口38将熔融状态的树脂材料r注射填充至腔22的注射机40。注射机40具备未图示的料斗(供给部)和未图示的料筒。在该注射机40中,将含有树脂、发泡剂、添加剂等的混合物从料斗(供给部)供给至料筒,在料筒内使用螺杆等进行搅拌而调制成树脂材料r,在预定的压力下通过浇口38将树脂材料r注射填充至腔22内。需要说明的是,注射机40只要能够通过浇口38将熔融状态的树脂材料r注射填充至腔22就不限于上述构成。
72.<注射成型品的制造方法>
73.本实施方式的注射成型品可以经过包含如下工序的制造工序来制造,即:从浇口将树脂材料注射至模具的腔内,所述模具具备固定侧模具和可动侧模具,所述固定侧模具具备注射树脂材料的上述浇口,所述可动侧模具能够相对于上述固定侧模具沿开闭方向移动,且在其与上述固定侧模具之间形成作为空隙的上述腔。
74.在注射成型品为发泡成型品的情况下,发泡成型品可以经过如下工序来制造,即:从浇口将树脂材料注射至模具的腔内的工序,所述模具具备固定侧模具和可动侧模具,所述固定侧模具具备注射树脂材料的上述浇口,所述可动侧模具能够相对于上述固定侧模具沿开闭方向移动,且在其与上述固定侧模具之间形成作为空隙的上述腔;以及在上述注射的工序中在以树脂材料填充上述腔内后,使上述可动侧模具从上述固定侧模具沿打开方向移动以扩大上述腔内的容积的工序,但发泡成型品的制造工序不限于上述方法。发泡成型品的主体部在内部具有发泡层。
75.如图9所示,从注射机40通过浇口38将含有发泡剂的树脂材料r注射填充至腔22内。在树脂材料r由热塑性树脂构成的情况下,树脂材料r因加热而流动化,并被供给至腔22内。
76.这里,优选将从树脂材料r的注射机40的料斗出口到料筒总长的1/3~1/2为止的区域的料筒温度设定为小于或等于250℃。但是,上述区域是不包括料斗出口的温度。通过将上述区域的料筒温度设为小于或等于250℃,能够抑制发泡气体从料斗出口侧逸出,容易获得成型时的发泡性改善、稳定化等的效果。
77.本实施方式中使用的树脂材料没有特别限制。例如,注射发泡成型中使用的树脂材料通常含有树脂和发泡剂。作为树脂材料r中使用的树脂,可列举选自由聚乙烯系树脂、
聚丙烯系树脂(pp)、复合聚丙烯系树脂(ppc)、聚苯乙烯系树脂、聚对苯二甲酸乙二醇酯系树脂、聚乙烯醇系树脂、氯乙烯系树脂、离聚物系树脂、聚酰胺系树脂、丙烯腈/丁二烯/苯乙烯共聚系树脂(abs)和聚碳酸酯系树脂组成的组中的至少一种。其中,优选为选自由聚丙烯系树脂(pp)、复合聚丙烯系树脂(ppc)和丙烯腈/丁二烯/苯乙烯共聚系树脂(abs)组成的组中的至少一种。
78.另外,作为发泡剂,可列举偶氮二甲酰胺等有机发泡剂、碳酸氢钠(另称为重碳酸钠、小苏打)等无机发泡剂等。目前在汽车用内饰部件的发泡成型中,作为发泡剂主要使用的是无机系的碳酸氢钠,但从提高涂膜性能(耐温水性等)的观点考虑,优选为有机发泡剂。
79.作为有机发泡剂,可列举偶氮二甲酰胺(adca)、n,n-二亚硝基五亚甲基四胺(dpt)、4,4-氧代双苯磺酰肼(obsh)、亚肼基二甲酰胺(hdca)等,优选为偶氮二甲酰胺(adca)。
80.另外,模具26通常为比所供给的树脂材料r低的温度。因此,通过将树脂材料r填充至腔22内,从而树脂材料r的固化会从与模具接触的部分开始。
81.需要说明的是,在将树脂材料r注射至腔22内之前,优选预先向腔22内填充氮气,更优选预先将氮气加热并填充。通过将填充的氮气加热,能够抑制腔22内(模具)的温度急剧降低,能够使树脂材料r的发泡性稳定。另外,通过将填充的氮气加热,能够在不受环境温度影响的情况下抑制树脂材料r的发泡力的环境温度依赖性,能够使树脂材料r的发泡性稳定。
82.腔22内的树脂材料r的流动距离没有特别限制,优选小于或等于600mm,更优选小于或等于400mm。如果树脂材料r的流动距离小于或等于600mm,则通过缩短从浇口38到腔22的末端的距离,能够防止树脂材料r的温度降低,容易抑制腔22内的压力损失。其结果是,存在可抑制设计面上的凹坑和漩涡的产生的倾向。
83.接着,使可动侧模具24相对于固定侧模具20沿打开方向(开模方向)打开预定量(退芯),使未固化的树脂材料r发泡而在发泡成型品内形成发泡层。然后,将固定侧模具20和可动侧模具24开模,将发泡成型品从固定侧模具20拆下,从而获得发泡成型品。
84.需要说明的是,本公开不限于如上所述的实施方式的具体构成,可以在不脱离本公开的主旨的范围内进行各种变形。
85.在2019年10月10日申请的日本专利申请2019-187076号的公开内容整体通过参照而被引入本说明书中。
86.另外,本说明书所记载的全部文献、专利申请和技术标准,与具体且分别记载了通过参照而引入各个文献、专利申请和技术标准的情况相同程度地,通过参照而引入本说明书中。
87.符号说明
88.10 注射成型品
89.11 主体部
90.12 突出部
91.18 成型装置
92.20 固定侧模具
93.22 腔
94.24 可动侧模具
95.26 模具
96.30 车身
97.38 浇口
98.40 注射机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1