具有在内部冷却的轴向安装的电动致动器的热流道组件的制作方法
具有在内部冷却的轴向安装的电动致动器的热流道组件
1.相关申请的交叉引用
2.本技术要求于2019年10月11日提交的美国申请号16/599,564的优先权,该申请的全部内容通过引用并入本文。
技术领域
3.本公开涉及具有电动致动器的热流道注射模制设备,该电动致动器被构造成用于使冷却剂流体在致动器的本体内循环以有利于将致动器安装成紧邻热流道歧管,同时防止致动器的电动马达过热,以及更具体地,本公开涉及这样的设备:在该设备中,致动器可以轴向组装在热流道歧管上而没有明显的侧向间隙,从而允许多个致动器以彼此非常紧邻的方式组装到歧管上。
4.现有技术的讨论
5.美国专利号9,492,960和9,937,648公开了一种用于对流向模具的流体进行控制的设备,该设备包括歧管、具有销轴线的阀销、销连接件以及茎状件,阀销可被驱动进入和离开相对于浇口的打开位置和关闭位置。电动致动器包括:电动马达,该电动马达包括对具有驱动齿轮和驱动轴线的驱动轴进行容纳的马达壳体;传动装置,该传动装置包括齿轮轴,驱动齿轮和传动装置齿轮以可驱动的方式互连并且布置成使得驱动轴线和齿轮轴线相对于彼此非同轴地安装或布置,其中马达壳体或传动装置壳体中的一者或另一者以可拆卸的方式附接到顶部夹持板或顶部安装板,该顶部夹持板或顶部安装板安装在歧管上游并且与模具固定地互连。
6.美国专利号6,294,122公开了一种注射模制机器,该注射模制机器包括用于对销的移动进行控制的设备,该销包括塑料熔体流动通道,该塑料熔体流动通道具有用于在压力下将注射到通道中的熔融塑料输送到模制型腔的输出端部,其中销包括具有轴线和端部的长形杆,销以可滑动的方式安装在通道内以沿销的轴线在通道内移动,电驱动马达与致动机构以可驱动的方式互连,其中致动机构与销的端部以可驱动的方式互连,马达被以可控制的方式驱动以通过沿马达的轴线在通道内移动来对销进行驱动。
7.ep 2679374a1公开了一种用于对塑料材料进行注射模制的设备,该设备包括热流道、至少一个喷射器,喷射器包括可移动的喷嘴,在该喷嘴内是由旋转电动马达驱动的阀销和包括螺杆螺母组件的相关传动装置,以用于将电动马达的轴的旋转转换为阀销的平移。阀销、旋转电动马达和螺杆螺母组件中的至少两者彼此平行地设置。
背景技术:
8.在热流道注射模制设备中,液态树脂(熔融塑料)在经加热的歧管中限定的通道内保持处于熔融状态。通道将熔融塑料材料从注射模制机器输送到一个或更多个喷嘴,一个或更多个喷嘴将熔融塑料经由限定在喷嘴与模制型腔之间的接合部处的浇口来输送到至少一个模制型腔。填充模制型腔后,仅将模制型腔冷却以允许取出实心模制部件。歧管通道和喷嘴中的树脂保持处于足以使塑料保持液态的温度,因此与冷流道注射模制设备相比减
少了循环时间和浪费,其中树脂输送通道被限定在模制板内。
9.由于电动致动器在暴露于热流道歧管处所需的高温时容易退化和失效,因此在热流道注射模制设备中通常采用液压或气动致动器来对熔融树脂到模具型腔(或多个型腔)中的流动进行控制。在这些采用电动致动器的热流道注射模制设备中,电动致动器远离歧管定位和/或设置有外部冷却装置(例如,位于歧管与致动器之间的冷却板),从而与使用更传统的气动或液压致动器相比,增加了相当多的复杂性和费用。
10.尽管电动致动器存在这些普遍公认的缺点,但电动致动器也具有优点,所述优点包括对阀销移动和定位进行更精确地控制的能力,这又可以具有与零件质量和生产效率有关的相关优点。
技术实现要素:
11.本公开解决了使用电动致动器来对热流道注射模制设备中的阀销位置和运动进行控制,同时保护致动器免于过热并且提供不使用单独的冷却板或需要远程安装致动器的更紧凑的设备的需要。该设备包括;热流道歧管,该热流道歧管具有用于将液态树脂从注射模制机器朝向模制型腔输送的树脂通道;喷嘴,该喷嘴用于将液态树脂从树脂通道的出口端部输送到模制型腔的入口;阀销,该阀销被构造成用于沿喷嘴的纵向轴线线性地移动,以对液态树脂穿过喷嘴并且进入到模制型腔内的流动进行控制;以及直接冷却的电动致动器,该直接冷却的电动致动器具有电动马达和线性驱动轴,其中,电动马达和线性驱动轴两者均被容纳在电动致动器的本体内,以及其中,阀销直接或间接地联接到驱动轴,使得驱动轴的线性运动产生阀销的共线运动。
12.直接冷却的电动致动器可以安装在热流道歧管与上部安装板之间的空间中。
13.在本公开的某些方面中,直接冷却的电动致动器直接地且以可释放的方式附接到具有相对高的传导热传递阻力的支撑件(例如,不锈钢或钛)。
14.在特定实施方式中,直接冷却的电动致动器在致动器的本体内具有线性驱动轴和将电动马达的旋转运动转换成驱动轴的平移运动的传动机构。
15.在本公开的特定方面中,线性驱动轴具有沿轴的长度延伸的带内螺纹的孔,并且致动器的本体和/或壳体具有在相反两端(例如,顶部和底部)处的开口,以允许触及带螺纹的孔的相反两端。这种布置允许阀销的上端部向上延伸到带内螺纹的孔中以与带外螺纹的阀销螺母接合。可以将带外螺纹的锁定螺母旋拧抵靠阀销的相对侧上的阀销螺母,以对阀销相对于线性驱动轴的位置进行锁定。
16.所公开的布置允许致动器沿喷嘴和阀销的纵向轴线并且与喷嘴和阀销的纵向轴线重合地组装到歧管上,而不需要致动器从轴线侧向(即,径向)移动,从而使得可以设计:热流道注射模制系统(即设备)具有比其他方式更接近彼此的致动器、阀销和多个喷嘴。
17.该布置允许阀销(或阀销延伸部)的上端部定位在驱动轴内并且因此定位在致动器的本体内,从而有利于竖向紧凑的设计。
附图说明
18.图1是根据本公开的设备的正视截面图。
19.图2是致动器和支撑有致动器的热流道歧管的一部分的放大图。
20.图3是致动器支撑件和用于将阀销固定到线性驱动轴的机构的立体图。
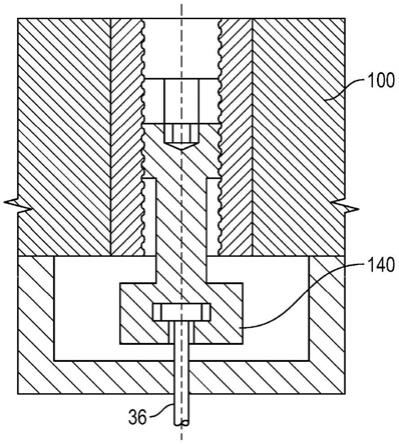
21.图4是替代实施方式的放大横截面图,在替代实施方式中,阀销通过阀销延伸部间接地联接到致动器驱动轴。
具体实施方式
22.图1中所示的是热流道组件10,该热流道组件10用于将液态树脂(通常为熔融热塑性组合物)从注射模制机器(未示出)输送到由模制板14、16限定的模制型腔12。树脂从注射模制机器流动到通道18中,通道18设置在由电阻式加热元件22加热的浇口衬套20中,并且通道18通过限定在经加热的(或可加热的)歧管26中的歧管通道24分布。经加热的歧管设置有电阻式加热元件28,电阻式加热元件28能够将树脂保持处于有利于流动的所需温度。树脂从歧管通道24流动到限定在喷嘴34的内壁32与阀销36之间的环形空间30中,阀销36可在喷嘴34内沿喷嘴的竖向纵向轴线在打开位置(针对喷嘴而言在图1的左侧示出的)与关闭位置(针对喷嘴而言在图1的右侧示出的)之间线性移动。当阀销36处于打开位置时,液态树脂流动到模制型腔12中。喷嘴34保持处于足以通过电阻式加热元件38将树脂保持在液体(可流动)状态的温度。喷嘴34可以设置有位于喷嘴的入口端部上的外螺纹40,该外螺纹40与穿过歧管26底部的孔的内螺纹接合以提供流体密封。模具可以限定单个型腔或多个型腔,并且每个型腔可以从单个喷嘴或多个喷嘴供应有树脂。
23.阀销36的位置和运动速率由致动器100控制。致动器100包括用于电动马达101的本体和/或壳体,并且致动器100将电动马达的旋转运动转换成驱动轴102的线性运动(在图2中上下),在图示的示例中,驱动轴102具有长形的带内螺纹的孔104。马达101大致围绕轴线105的旋转可以连接到驱动轴102的线性运动,例如通过在电动马达101的转子上设置与驱动轴102上的外螺纹接合的带螺纹的结构来使马达101大致围绕轴线105的旋转连接到驱动轴102的线性运动。驱动轴102的行进范围可以限制在致动器100的本体的范围内。孔104具有与销36和喷嘴34的中心轴线重合的中心轴线105。致动器100的本体和/或壳体具有底部开口107和顶部开口109,顶部开口109允许触及带螺纹的孔104,以允许带外螺纹的阀销螺母106被旋拧到孔104中。锁定螺母108可以从顶部开口旋拧到孔104中,以在将锁定螺母108调节后对螺母106和阀销36的位置进行锁定。螺母106的下端部具有向内突出的半周向边缘111,该半周向边缘111与位于阀销36上端部处的周向凹槽112接合以将阀销36固定至螺母106。边缘中的开口允许阀销36被插入到螺母106中。阀销螺母106与驱动轴102之间的螺纹连接可以用轴102与螺母106之间的固定连接或其他连接代替,但是这将消除手动调节阀销位置的可能性(如以下所述)。
24.螺母106具有工具头接合结构114,该工具头接合结构114可以由工具、例如六角扳手接合,以允许手动调节螺母106和销36的位置。类似地,锁定螺母108具有工具头接合结构116以允许使用诸如六角扳手之类的工具来将锁定螺母108紧固抵靠阀销螺母106。在所示实施方式中,接合结构114和116是六角插口。然而,其他形状或工具接合装置也是可能的。顶部板64可以设置有开口或孔117以允许触及工具接合结构(例如,插口114、116),从而允许手动调节阀销位置而无需移除板64或拆卸热流道组件10。
25.提供电连接件118、120以用于为电动马达供电和对电动马达进行控制,以及为对驱动轴位置进行追踪的编码器供电和接收来自该编码器的信号。
26.提供冷却剂入口端口122和冷却剂出口端口124以允许冷却剂(例如,冷冻水或油)被循环通过致动器的本体和/或壳体,以保护马达免受由过热而引起的退化或故障。
27.致动器100可以支撑在绝缘支撑构件126上。支撑件126可以并且优选地具有相对低的热导率。用于构件126的优选材料是不锈钢和钛或具有与钛的热导率相等或比钛的热导率低的热导率的其他材料。支撑件126可以以可释放的方式固定到歧管26,例如,支撑件126可以用螺钉或螺栓(未示出)来以可释放的方式固定到歧管26。
28.当组装时,阀销36的上端部通过歧管26、支撑件126和致动器100的本体或壳体中的开口延伸到孔104中,从而为设备10提供竖向紧凑的设计。
29.防旋转板或引导件130可以用螺栓132以可释放的方式固定到支撑件126。板130具有用于使阀销36穿过的孔口134。孔口134具有构造成与阀销36的具有非圆形轮廓的一部分接合的形状,以防止销围绕销36和喷嘴34的纵向轴线旋转。在所示实施方式中,非圆形轮廓包括相反的两个平坦或平面的表面136(两个平坦或平面的表面136中的一个表面在图3中示出)。虽然在所示实施方式中平坦的表面136由孔口134的直线边缘接合,但可以提供其他防旋转装置,例如花键、凹槽和可以防止阀销36旋转的其他结构。
30.歧管26和致动器100位于通常由顶部模制板64和中间模制板66界定的空间中。
31.组件10还可以包括各种下部支撑元件68、销钉70和上部支撑元件72,以有利于组件的各部件的正确对齐和间隔。
32.销密封件138防止液态树脂从歧管26的通道24向上泄漏。
33.所公开的设备允许使用专用工具/扳手等从致动器的后侧(与阀销或阀销伸长侧相反)来调节阀销。
34.所公开的设备可以允许经冷却的致动器与阀销轴向地联接和断开联接。
35.阀销可以悬置在致动器的高度内。
36.所公开的设备还可以允许将经冷却的致动器轴向地安装到与热流道歧管直接接触的绝热支撑件上的阀销;其中支撑件可以沿着致动器角部突出。
37.图4中所示的是一种替代布置,其中阀销36通过阀销延伸部140间接联接到驱动轴102(而不是如图1和图2中所示的直接联接到驱动轴102)。
38.致动器100可以轴向地安装和联接到阀销36,即,不会使致动器侧向地移动远离轴线105。这可以通过首先将阀销定位成穿过歧管并且进入相关联的喷嘴中、并且阀销的上端部从歧管的顶部(即与喷嘴延伸的表面相反的表面)向上突出而完成。此后,支撑件126可以附接到歧管(例如用螺钉附接到歧管),并且防旋转板130可以定位成围绕阀销36并且用螺栓132固定至支撑件。接下来,螺母106可以定位到阀销36的头部(顶端部)上。然后将致动器100定位成使驱动轴110的孔与阀销轴向对齐。然后可以使用工具经由致动器100的顶部开口109来触及螺母106的工具接合结构,以将螺母106和螺纹螺母108旋转到驱动轴102的带螺纹的孔104中。
39.以上描述旨在说明性而非限制性的。本发明的范围应参照所附权利要求连同等效物的全部范围来确定。预期并且计划的是,在本领域中将发生未来的发展,并且所公开的装置、套件和方法将被结合到这些未来的实施方式中。因此,本发明能够进行修改和改变并且仅由以下权利要求限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1