模具改良结构的制作方法
1.本发明与模具结构有关,尤其指一种针对成品形状、厚薄不均而于模穴内不同区域控制其压力值的结构。
背景技术:
2.一般成型模具成型不良的原因很多,其中成型稳定的关键,来自于原料流动阻力的大小与变化,也就是说原料由成型机进入成型模具的顺畅度,与原料的流动阻力有着密不可分的关系,而影响原料流动阻力的因素例如:料温太低、射速太慢、模温太低、排气不良或是流长比太长等等,料温太低、射速太慢可通过调整成型机数据来改善。
3.而模温太低则会导致如图1所示的问题,一般原料11是由成型机于料管t内以高温熔化后,通过料管t的射出口推进入模具1中,箭头a表示为入料方向,而为使原料11冷却固化,通常模穴12的壁面温度会低于料管温度,当高温的原料11由浇口进入接触到相对低温的模穴12壁面时,会瞬间一层薄薄的固化层13,而随着时间的增加固化层13会越来越厚,原料11可以流动的空间就会越来越小,原本的流动空间h1因固化层13的影响,而逐渐缩小流动空间h2,因此就会产生原料的流动阻力,流长比太长的模具也会有上述的情况产生,目前解决的方式大多是提高模具1温度来改善,然而此方式会大量消耗能源,并且影响原料11固化的时间。
4.再者,配合图2所示,当模穴12底壁邻近浇口14,成型过程中固化层13越来越厚会有阻碍浇口14的状况,导致原料无法进入模穴12末端,而有填充不全的问题产生。另外,当模内压力为均压的状态下,而成品形状不规则或是产品本身有厚薄不均之处,原料11注入模穴12后,会因成品较薄之处122的模穴12压力对原料11形成阻力,而先往对应成品较厚之处121的模穴12填充,箭头a表示为入料方向及流向,使得较厚之处121填充完全后,才往较薄之处122流动,导致较厚之处121的成品密度较高,较薄之处122的成品密度较低(图2以蜂巢状分布表示密度),造成产品会于密度低的部位产生变形。另外,流长比越长或是排气设计不良,原料11填充到成品末端的流动阻力越大,也比较不容易成型,虽然目前也有在模具中设置溢流槽来解决上述问题,但溢流槽产生的废料,也会导致材料成本的增加;因此,现有技术仍未趋于完善。
技术实现要素:
5.鉴于上述现有技术的缺点,本发明的主要目的在于解决目前成型模具的流动阻力,而导致成型不良的问题。
6.本发明的模具改良结构,该模具主要包括:一第一模座、一第二模座以及两个控制器,该第一模座及该第二模座可操作性对合,且该第一模座与该第二模座对合状态下共同框围出一模穴,还具有一第一气体通道、一第二气体通道、一第一模仁以及一第二模仁设于该模具。
7.该第一模座设有一流道,该流道一端可供连通一成型机的料管,另一端则连通该
模穴。
8.该第一模仁其中一侧为该模穴的一部分,该第一模仁内部设有一第一通气管路,其包含至少一第一主管路以及多个第一副管路,该第一主管路连通该第一气体通道,这些第一副管路呈间隔设置,且这些第一副管路两端分别连通该第一主管路及该模穴,该第一模仁为多孔性材质,而多孔性材质使该第一模仁充满多个孔隙。
9.该第二模仁其中一侧为该模穴的一部分,该第二模仁内部设有一第二通气管路,其包括至少一第二主管路以及多个第二副管路,该第二主管路连通该第二气体通道,这些第二副管路呈间隔设置,且这些第二副管路两端分别连通该第二主管路及该模穴,该第二模仁为多孔性材质,而多孔性材质使该第二模仁充满多个孔隙。以及该二控制器分别接设于该第一气体通道与该第二气体通道,借以控制气体由该第一气体通道、第二气体通道经该第一通气管路、第二通气管路进入该模穴内,或是控制该模穴内的气体由该第一通气管路、第二通气管路经该第一气体通道、第二气体通道排出该模具外,使该模穴内设有该第一模仁的区域以及该模穴内设有第二模仁的区域分别达到预设的压力值,且该料管的原料进入该模穴状态下,以该二控制器同步调整进气量或排气量使该模穴内各压力值随之变化,进而控制原料的流向。
10.进一步的,该第一模座或第二模座设有一第一凹槽及一第二凹槽,该第一模仁及该第二模仁分别设于该第一凹槽及该第二凹槽,该第一气体通道与该第二气体通道设于该第一模座或第二模座。
11.进一步的,该第一模座设有一第一凹槽,该第二模座设有一第二凹槽,该第一凹槽与该第二凹槽形成错位,该第一模仁与该第二模仁分别设于该第一凹槽及该第二凹槽,该第一气体通道与该第二气体通道分别设于该第一模座及该第二模座。
12.进一步的,该两个控制器分别控制的压力值为相同或相异。
13.进一步的,该第一模座对合于该第二模座的端面设有一垫圈槽及一垫圈,该垫圈设于该垫圈槽内,且该垫圈槽框围于该模穴的外缘。
14.进一步的,该第一主管路及该第二主管路呈环形或非环形。
15.进一步的,该第一主管路及该第二主管路沿着该模穴周围设置,且随该模穴的轮廓而变化该第一主管路及该第二主管路的路径形状。
16.进一步的,还包括两个感压元件间隔设于该模穴内,分别感测该模穴设有该第一模仁的区域以及设有第二模仁的区域的压力值。
17.进一步的,还设有一第三模仁及一第三气体通道于该模具,该第三模仁其中一侧为该模穴的一部分,且该第三模仁内部设有一第三通气管路,其包括至少一第三主管路以及多个第三副管路,该第三主管路连通该第三气体通道,这些第三副管路呈间隔设置,且这些第三副管路两端分别连通该第三主管路及该模穴,该第三模仁为多孔性材质,而多孔性材质使该第二模仁充满多个孔隙,还包括一控制器接设于该第三气体通道。
18.进一步的,该第一模仁及该第二模仁是由三维打印成型。
19.借以该两个控制器可控制不同区域的模内压力值,利用压力值不同,达到控制原料于该模穴内的流向,可使产品的密度达到平均,减少产品的不合格率以及成型后的变形情况发生。
附图说明
20.下面结合附图和具体实施方式对本发明作进一步详细的说明。
21.图1:现有技术的平面示意图。
22.图2:现有技术的平面示意图。
23.图3:本发明的平面示意图。
24.图4:本发明的压力与原料流向作动示意图。
25.图5:本发明的第二模座分解示意图。
26.图6:本发明的第二模座俯视图。
27.图7:本发明的模穴流长比较长的模具示意图。
28.图8:本发明的第一实施例平面示意图。
29.图9:本发明的第二实施例平面示意图。
30.图10:本发明的第三实施例平面示意图。
31.附图标记说明1模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11原料12模穴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121较厚之处122较薄之处
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13固化层14浇口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
h1、h2流动空间2模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3第一模座32第一模面
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33流道331浇口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
34垫圈槽35垫圈
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36第三气体通道4第二模座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41第二模面42第一气体通道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43第二气体通道44模型腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5控制器51感压元件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52逆止阀6第一模仁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61第一通气管路611第一主管路
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
612第一副管路7第二模仁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71第二通气管路711第二主管路
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
712第二副管路8第三模仁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81第三通气管路811第三主管路
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
812第三副管路a1箭头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
c1冷却通道g1第一凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
g2第二凹槽g3第三凹槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
m模穴m1厚区块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
m2薄区块m3第一区块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
m4第二区块t料管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
r阻力。
具体实施方式
32.以下通过特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所公开的内容轻易地了解本发明的其他优点及功效。
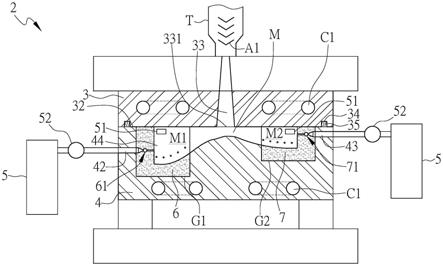
33.请参阅图3至图6所示,是本发明一较佳实施例的模具改良结构,该模具2主要包括:一第一模座3、一第二模座4以及两个控制器5,该第一模座3及该第二模座4可操作性对合,在本实施例中,该第二模座4设有一模型腔44,而该第一模座3与该第二模座4对合状态下共同框围出一模穴m,但非用于限制该模穴m的结构,其也可该第一模座3及该第二模座4各别设一模型腔,对合后形成该模穴m。
34.该第一模座3与该第二模座4对合的一侧形成一第一模面32,且该第一模座3设有一流道33,该流道33一端可供连通一成型机的料管t,另一端则形成一浇口331连通该模穴m,且于该第一模面32设有一垫圈槽34,还设一垫圈35容置于该垫圈槽34内,该垫圈槽34框围于该模穴m外缘。
35.该第二模座4设有一第二模面41,其对合于该第一模面32,在本实施例中,该模型腔44由该第二模面41朝该第二模座4底部凹设,该第二模面41还设有一第一凹槽g1及一第二凹槽g2,其呈间隔排列,而其间隔距离可视成品的形状或厚薄设置,本实施例的图式以成品的截面两侧分别形成厚区块及薄区块为例作说明,以下将该模穴m内设有第一模仁6的区域范围称为厚区块m1、将设有第二模仁7的区域范围称为薄区块m2表示之。其中,该第一凹槽g1对应于该模穴m的厚区块m1的范围,该第二凹槽g2对应于该模穴m的薄区块m2的范围,一第一模仁6设于该第一凹槽g1内,一第二模仁7设于该第二凹槽g2内,且该第二模座4还设有一第一气体通道42与一第二气体通道43。
36.该第一模仁6其中一侧为该模穴m的一部分,该第一模仁6内部设有一第一通气管路61,其包含至少一第一主管路611以及多个第一副管路612,该第一主管路611沿着该模穴m周围设置,且随该模穴m的轮廓而变化该第一主管路611的路径形状(例如:直线状、不规则状、连续曲线状、螺旋状等),该第一主管路611连通该第一气体通道42,这些第一副管路612呈间隔且沿该模穴m的轮廓设置,且这些第一副管路612两端分别连通该第一主管路611及该模穴m,该第一模仁6为多孔性材质,而多孔性材质使该第一模仁6充满多个孔隙,本发明的附图以多个点状来表示孔隙。
37.该第二模仁7其中一侧为该模穴m的一部分,该第二模仁7内部设有一第二通气管路71,其包含至少一第二主管路711以及多个第二副管路712,该第二主管路711沿着该模穴m周围设置,且随该模穴m的轮廓而变化该第二主管路711的路径形状(例如:直线状、不规则状、连续曲线状、螺旋状等),该第二主管路711连通该第二气体通道43,这些第二副管路412呈间隔且沿该模穴m的轮廓设置,且这些第二副管路712两端分别连通该第二主管路711及该模穴m,该第二模仁7为多孔性材质,而多孔性材质使该第二模仁7充满多个孔隙,本发明的附图以多个点状来表示孔隙。而该第一通气管路61及该第二通气管路71由三维打印形成或以透气钢材加工形成,其中透气钢材是一种由无数直径相同或相异的钢球体经高温烧结而成,使得内部各个方向均匀布满微小孔隙,故也叫多孔性材料或多孔金属,其适用于直线状路径加工成型;而三维打印的增材制造成型过程中也可使其布满微小孔隙,故本发明的附图未显示多个孔隙。再者,由于三维打印增材制造成型的堆栈特性,因此,可以成型出本发明的该第一通气管路61及该第二通气管路71的随模穴m轮廓变化的复杂路径结构。
38.再者,本发明不限制该第一主管路611、第二主管路711的形状,其可如图5所示的该第一通气管路61所设的非环形主管路或者环形主管路,该第一主管路611、第二主管路711的结构设计、数量以及这些第一副管路612、第二副管路712的数量分布主要视模穴m的形状、大小而定,本发明的附图仅为示意,非用以限制。由于图5、图6主要是显示该第一主管路611、第二主管路711的形状,因此多个孔隙没有显示在图中。
39.该两个控制器5分别接设于该第一气体通道42与该第二气体通道43,借以控制气体由该第一气体通道42、第二气体通道43经该第一通气管路61、第二通气管路71进入该模穴m内,或是控制该模穴m内的气体由该第一通气管路61、第二通气管路71经该第一气体通道42、第二气体通道43排出该模具2外,让该模穴m内厚区块m1以及薄区块m2分别达到预设的压力值,且该二控制器5除了控制气体的进气量、排气量之外,还可控制气体的进气、排气顺序,且该料管t的原料11进入该模穴m状态下,以该两个控制器5同步调整进气量或排气量使该模穴m内各压力值随之变化。而本发明不限制气体的来源,其可由一气体装置(未图式)产生。通过三维打印的复杂路径,配合这些控制器5所调节的压力值,可制造出厚薄不一、不规则形状等产品。
40.而为使该两个控制器5更精确地取得该模穴m内厚区块m1以及薄区块m2的压力值,本发明还包括两个感压元件51分别与该两个控制器5电性连接,该两个感压元件51分别设于该模穴m厚区块m1以及薄区块m2的范围内,借以感测其压力值。
41.再者,该第一模座3及该第二模座4分别设有冷却通道c1,该冷却通道c1内可供冷却剂循环,例如:水、冷媒等,而降低该模具2的温度,以利缩短原料11固化及让模具2恢复预设的温度,使下一个行程作动。而该第一气体通道42、该第二气体通道43与该二控制器5之间设有一逆止阀52,该逆止阀52与该控制器5电性连接,其主要是防止该模穴m内的气体由该第一气体通道42、该第二气体通道43溢出,或是防止气体由该第一气体通道42、该第二气体通道43进入,而使该模穴m内压力值产生变化,造成成型不良的问题产生。
42.于此,当该第一模座3与该第二模座4对合状态下,该垫圈35两侧分别贴合于该垫圈槽34底部以及该第二模面41,借以让该模穴m形成密封的状态,防止气体由该第一模面32及该第二模面41对合处外泄;且该两个控制器5控制气体进入或排出,视原料11特性使该模穴m呈反压或是真空状态,或是如图4所示,因应成品的形状、厚薄不均的程度,而利用该两个控制器5将该模穴m内厚区块m1的压力值设定为大于该薄区块m2的压力值,或者是将厚区块m1的该控制器5调整为进气,薄区块m2的该控制器5调整为排气,使该模穴m内形成一吸一排的状态,而让原料11由该流道33经该浇口331进入该模穴m内,如箭头a1方向所示,让压力对原料11形成阻力r,使原料11先往该薄区块m2填充,当填充至该薄区块m2的压力值达到预设值时,则以该控制器5调整该厚区块m1的压力值,让原料11的流向改为该厚区块m1的方向,平均地将该模穴m整个填满,从而控制原料11进入该模穴m内的流向,使成品密度达到平均,而提高成品的合格率,降低成品变形量,进而节省耗材及节能。
43.除上述将该模穴m的压力调整为一大一小之外,另外,本发明也可以依据模穴m的形状、流长比以及原料11的不同特性,而调整模穴m压力值;配合参阅图7所示,其显示为模穴m为均等高度但流长比较长的实施例,以下将该模穴m设有该第一模仁6的区域称为第一区块m3、设有该第二模仁7的区域称为第二区块m4表示。在本实施例中,借以该二控制器5将该模穴m的第一区块m3、第二区块m4的压力值设定为相同,而于原料11进入该模穴m后,使得
该模穴m之第一区块m3、第二区块m4的气体受到原料挤压,而往该第一模仁6及该第二模仁7的多个孔隙散出,同时以该两个控制器5控制该模穴m第一区块m3的气体由这些第一副管路612经该第一主管路611、该第一气体通道42排出该模穴m外,以及控制该第二区块m4的气体由这些第二副管路712经该第二主管路711、该第二气体通道43排出该模穴m外,上述排气的程序主要是释放该模穴m内的压力,并且借以气体排出时产生的引力,而将原料11吸引至该模穴m的末端,让其可以完整的填满该模穴m,使产品不会有末端填充不全的现象,即俗称的包风状态;因此,对于黏稠性较高的原料11,也可使用相同的方式,让原料11可以填充完全。
44.另外,为使原料11进入该模穴m后,不会因压力不同而使原料11产生变化(例如:发泡),可通过该两个控制器5将该模穴m压力值调整为与成型机料管t的压力值相同,以让含有空气的原料11进入该模穴m后,固化成型为轻量化的成品。本发明可以适用于各种原料的成型,例如:一般塑料、发泡材料、生质材料(环保材)、tpr、tpu、液态硅胶等,根据各种原料的特性以调整气体进气、排气量,使该模穴m的压力值符合成型的条件,并通过压力值的实时调整变化,而改变原料11的流向、流量。
45.续请配合参阅图8,其显示为本发明的第一实施例,由图中可清楚看出,本实施例是由上述实施例变化的态样,故相同结构不再详述,以下仅就不同之处说明。在本实施例中,该第一凹槽g1、该第二凹槽g2以及该第一气体通道42、该第二气体通道43设于该第一模座3,且该第一凹槽g1对应于该厚区块m1的范围,该第二凹槽g2对应于该薄区块m2的范围,该第一模仁6设于该第一凹槽g1内,该第二模仁7设于该第二凹槽g2内,该第一模仁6设有一第一通气管路61连通该第一气体通道42,该第二模仁7设有一第二通气管路71连通该第二气体通道43,两个控制器5分别接设于该第一气体通道42及该第二气体通道43。然而,该两个控制器5控制该模穴m内气体的进气、排气作动方式可通过上述而推得,故将不再赘述。
46.配合参阅图9,其显示为本发明的第二实施例,由图中可清楚看出,本实施例是由上述实施例变化的态样,因此,相同结构不再详述,以下仅就不同之处说明。在本实施例中,该第一凹槽g1及该第一气体通道42设于该第一模座3,该第二凹槽g2及该第二气体通道43设于该第二模座4,且该第一凹槽g1对应于该厚区块m1的范围,该第二凹槽g2对应于该薄区块m2的范围而形成错位的设置,该第一模仁6设于该第一凹槽g1内,该第二模仁7设于该第二凹槽g2内,该第一模仁6设有一第一通气管路61连通该第一气体通道42,该第二模仁7设有一第二通气管路71连通该第二气体通道43,两个控制器5分别接设于该第一气体通道42及该第二气体通道43。然而,该两个控制器5控制该模穴m内气体的进气、排气作动方式可通过上述而推得,故将不再赘述。
47.请继续配合参阅图10,其显示为本发明的第三实施例,由图中可清楚看出,本实施例为上述实施例变化的态样,因此,相同结构不再详述,仅就不同之处说明。在本实施例中,该第一凹槽g1、该第二凹槽g2以及该第一气体通道42及该第二气体通道43设于该第二模座4,该第一模仁6设于该第一凹槽g1,该第二模仁7设于该第二凹槽g2,其中,该第一模座3还设有一第三凹槽g3及一第三气体通道36,且还设有一第三模仁8于该第三凹槽g3内,该第三模仁8其中一侧为该模穴m的一部分,且该第三模仁8内部设有一第三通气管路81,其包含至少一第三主管路811以及多个第三副管路812,该第三主管路811连通该第三气体通道36,这些第三副管路812呈间隔设置,且这些第三副管路812两端分别连通该第三主管路811及该模穴m,该第三模仁8为多孔性材质,而多孔性材质使该第二模仁8充满多个孔隙,本发明的
附图以多个点状来表示孔隙;还包括一控制器5接设于该第三气体通道36,借以控制该模穴m内的气体由该第三通气管路81经该第三气体通道36排出,或是控制气体由该第三气体通道36经该第三通气管路81进入该模穴m,而调整设有该第三模仁8的区域范围的压力值。本发明不限制模仁、控制器的数量,其可视成品的形状、厚薄不均的程度而设置,但是,必须一模仁搭配一控制器的结构,让该模穴m内的压力值得到最佳的控制,进而成型合格率高的成品。
48.值得一提的是,本发明的第一通气管路61、第二通气管路71除了控制该模穴m的压力值外,也能于该模穴m成型一成品且该第一模座3与该第二模座4分离后,利用该二控制器5将气体由该第一气体通道42、该第二气体通道43经该第一通气管路61、该第二通气管路71排出,而将成品喷离该模穴m,借以取代顶针或是其他取出设备,即可使成品自动脱模。
49.综上所述,本发明可针对模穴m内不同区域设定压力值,让该两个控制器5将不同区域的压力值调整为相同、相异或是将模穴m压力值调整为与成型机的料管t的压力相同,配合原料11的特性做调整,以使本发明有别于先前技术,而成型出合格率高的成品。
50.然而,上述实施例仅例示性说明本发明的功效,而非用于限制本发明,任何熟习此项技术的人士均可在不违背本发明的精神及范畴下,对上述实施例进行修饰与改变。此外,在上述该些实施例中的元件的数量仅为例示性说明,也非用于限制本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1