一种旋转剪切机构和自动铺丝成型的铺放头
1.本发明涉及旋转剪切机构和铺放头,具体涉及旋转剪切机构和自动铺丝成型的铺放头。属于基复合材料自动化成型技术领域。
背景技术:
2.航空航天高端装备轻量化一直是工业界重点关注的问题,相比于传统金属材料,先进树脂基复合材料不仅具有质量轻、强度高、抗疲劳、耐腐蚀等优点,而且集设计制造一体化可用于成型复杂构件,目前已成为继铝、钢、钛之后的第四大航空航天结构材料。
3.关于树脂基复合材料的自动化成型技术,主要有纤维缠绕、自动铺带和自动铺丝。其中,自动铺丝结合了纤维缠绕和自动铺带的优点,在模具表面可以沿着曲线路径进行铺放,具有很大的灵活性。自动铺丝装置通常由铺丝头、纱架系统和运动平台机床或机器人组成,其中运动平台主要实现铺丝头的快速移动和空间坐标的定位,纱架系统主要用于预浸料的放置和衬纸的回收,而铺丝头作为核心部件又分别包括了张力控制、夹紧、重送、剪断、压辊和加热机构,分别实现预浸丝的进给、导向、张紧、剪断、重送、辊压和加热等功能。在铺放过程中,通过实时控制丝束的剪断和再重送,可以使预浸丝适应模具曲面边界的变化,保证复杂结构的加工要求。随后在加热设备和压辊共同作用下,不同层之间的预浸丝紧密贴合,最后经过固化工艺形成构件。因此,自动铺丝适用于成型大曲率、复杂曲面构件,且还具有成型效率高、适应性强等优势,在航空航天领域具有比纤维缠绕和自动铺带更加广泛的应用。
4.但目前自动铺丝装置的一个缺点也比较突出,在铺放到轨迹边界处时,由于现有的剪断机构仅有一个自由度,使得切刀永远沿垂直于纤维轴向的方向切断预浸丝,在铺放角度不垂直或平行于边界时,会导致铺放轨迹边界处留下一个三角形间隙,或者完全覆盖形成重叠,如图1所示。间隙会降低构件的力学性能,重叠会导致构件厚度不均匀影响装配精度,两种缺陷均会显著降低构件质量。
技术实现要素:
5.本发明的目的是解决铺放轨迹边界存在间隙和重叠缺陷的问题,进而提供一种旋转剪切机构和自动铺丝成型的铺放头。
6.所述技术问题是通过以下方案解决的:
7.它包括电机、机座、法兰轴、主动齿轮、直线导轨、刀架组件、延长阶梯轴、被动齿轮、气缸套筒和气缸;电机壳体安装在机座上,电机输出轴的端部与机座转动连接,法兰轴固定套装在电机的输出轴上,法兰轴与主动齿轮固定连接,法兰轴和主动齿轮设置在机座内,气缸的壳体与气缸套筒的一端固定连接,气缸的活塞杆与延长阶梯轴的一端固定连接,刀架组件安装在延长阶梯轴的另一端上,气缸套筒的另一端与被动齿轮固定连接,气缸套筒套设在气缸的活塞杆与延长阶梯轴上,气缸套筒与机座转动连接,延长阶梯轴与机座转动连接,主动齿轮与被动齿轮齿啮合。
8.它包括旋转剪切机构,重送机构、夹紧机构、第一导向滚轮、跳滚轮、第二导向滚轮、转接板、第三导向滚轮、料盘、压辊气缸、压辊和架体;料盘转动连接安装在架体上,第三导向滚轮转动安装在料盘上方的架体的一端上,第二导向滚轮转动连接安装在架体的另一端上,第三导向滚轮和第二导向滚轮等高设置,转接板安装在第三导向滚轮和第二导向滚轮之间的架体上,跳滚轮和第一导向滚轮转动连接设置在第二导向滚轮下方的架体上,跳滚轮通过气缸转动连接安装在架体上,跳滚轮和第一导向滚轮位于第二导向滚轮的两侧设置,夹紧机构、重送机构和旋转剪切机构由上至下依次安装在第一导向滚轮下方的架体上,压辊通过压辊气缸安装在架体的底端上。
9.本发明与现有技术相比包含的有益效果是:
10.本技术的旋转剪切机构1重量轻。可适用于额定负载较小的机器人铺放头,因此,在旋转剪切机构应保证零部件集成性好,体积小、材料轻质。
11.本技术的结构满足不同树脂含量的预浸带及结构特点。根据铺放时粘度的差异,实现树脂含量的预浸料在进行剪切。
12.本发明中机座102采用轻质铝合金材料,主动齿轮105和被动齿轮113传动比为1,使得旋转剪切机构轻质且结构紧凑。同时,气缸选型时充分设定最大裁剪力为100n,以适用不同复合材料的裁剪,如热固性/热塑性碳纤维预浸料、热固性/热塑性玻璃纤维预浸料等。刀片长度可适用于标准丝束6.35mm、12.7mm及25.4mm预浸丝的剪切。
13.本技术的旋转剪切机构在铺放角度不垂直或平行于边界时,可以解决不同铺放区域或单独铺放区域边界中的存在的间隙重叠缺陷,可以有效提升复合材料铺放成型质量。
14.现有技术对于在铺放角度不垂直或平行于边界时,由于剪切结构角度固定,单独铺放区域中的边界出现的毛边,需要二次工艺进行修复,如车削或磨削,本发明由于边界裁剪整齐,不存在毛边现象,故减少了二次工艺,有效提升了复合材料铺放成型效率。
15.由图5可知本发明由于剪切结构可以自由变换角度,因此特别适合用于起始角和终止角不断变化的变角度铺放。本发明还可用于铺放区域较多、边界较多的构件的铺放成型,例如直径变化的锥形构件铺放。
附图说明
16.图1铺放边界的间隙和重叠缺陷示意图。
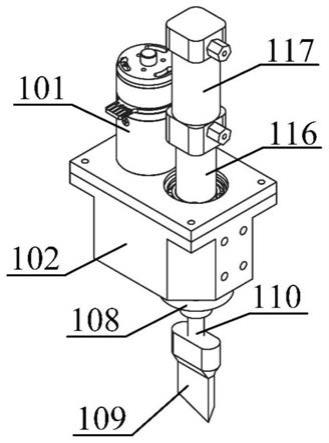
17.图2旋转剪切机构的轴测图。
18.图3旋转剪切机构的剖视图。
19.图4为自动铺丝成型的铺放头的示意图。
20.图5为采用本技术自动铺丝成型的铺放头铺放效果示意图。
具体实施方式
21.具体实施方式一:结合图2
‑
图3说明本实施方式,所述一种旋转剪切机构,它包括电机101、机座102、法兰轴104、主动齿轮105、直线导轨108、刀架组件109、延长阶梯轴110、被动齿轮113、气缸套筒116和气缸117;电机101壳体安装在机座102上,电机101输出轴的端部与机座102转动连接,法兰轴104固定套装在电机101的输出轴上,法兰轴104与主动齿轮105固定连接,法兰轴104和主动齿轮105设置在机座102内,气缸117的壳体与气缸套筒116
的一端固定连接,气缸117的活塞杆与延长阶梯轴110的一端固定连接,刀架组件109安装在延长阶梯轴110的另一端上,气缸套筒116的另一端与被动齿轮113固定连接,气缸套筒116套设在气缸117的活塞杆与延长阶梯轴110上,气缸套筒116与机座102转动连接,延长阶梯轴110与机座102转动连接,主动齿轮105与被动齿轮113齿啮合。刀架组件109与延长阶梯轴110螺纹连接固定。
22.电机101的输出轴与法兰轴104连接,传递速度和扭矩。主动齿轮105上均布4个螺纹孔,通过螺栓将主动齿轮105与法兰轴104的法兰固定在一起。厚度较小的推力滚针轴承,主动齿轮105下表面和1第一推力滚针轴承106接触,将受到的轴向力通过第一推力滚针轴承106传递到壳体上。第一深沟球轴承107一端通过机座102阶梯孔的台阶面固定,另一端通过卡紧固定的弹性挡圈固定,这样轴上的径向力通过第一深沟球轴承107传递到机座102上。
23.在气缸套筒116上被动齿轮113,齿轮轴上的齿轮的模数为1,与法兰轴104上的主动齿轮105构成一个1:1的传动比,这对齿轮副的作用是为剪切机构的刀片提供旋转的动力,将电机101产生的旋转运动传递到气缸117的轴系上。
24.气缸117通过气缸头固定在气缸套筒116上,气缸套筒116通过螺栓与被动齿轮113固定在一起,被动齿轮113和第二推力滚针轴承112接触,将受到的轴向力通过第二推力滚针轴承112传递到壳体上。被动齿轮113的延长套筒与第二深沟球轴承111和第二推力滚针轴承112过盈配合,第二深沟球轴承111通过阶梯孔的台阶面固定,另一端通过卡紧固定的弹性挡圈固定,轴系上的径向力通过第二深沟球轴承111传递到壳体上。
25.气缸117的气缸杆通过螺纹和延长阶梯轴110配合在一起,气缸套筒116和被动齿轮113是中空结构,气缸117的气缸杆和延长阶梯轴110穿过其中,为了保证气缸带动刀片直线运动的精度,使用直线导轨108控制精度。
26.剪切机构工作时,电机101带动主动齿轮105转动,气缸套筒116带动气缸117转动,气缸117的气缸杆通过空腔与延长阶梯轴110连接。当转动到合适的角度时,电机停止转动,气缸117工作,刀架组件109的其刀片推出,切断预浸丝。
27.在控制角度方面,通过构件芯模的实际结构及预设的铺放路径轨迹,采用交叉节点角度计算方法,得到单次铺放时边界点与铺放点的准确位置和角度。在铺放头丝束重送时,预先将电机101转动,使气缸117与刀架组件109中的刀片预先达到计算得到的剪切角度,在铺放即将结束时,电机101带动刀架组件109中的刀片向下完成切断预浸丝的运动,最终通过压辊施压,使得预浸丝剪切末端与铺放边界重合,完成一路丝束的铺放动作。刀架组件109包括刀架和带有倾斜角度刀刃的刀具,刀架和带有倾斜角度刀刃的刀具一体连接,延长阶梯轴110与刀架螺纹连接。
28.具体实施方式二:结合图2
‑
图3说明本实施方式,本实施方式所述一种旋转剪切机构,它还包括固定键103,电机101输出轴与法兰轴104通过固定键103一体连接。其它组成和连接方式与具体实施方式一相同。
29.具体实施方式三:结合图2
‑
图3说明本实施方式,本实施方式所述一种旋转剪切机构,法兰轴104为中空的轴体,法兰轴104的法兰与主动齿轮105通过多个螺栓固定连接,且法兰轴104的轴线与主动齿轮105的中心线重合设置。其它组成和连接方式与具体实施方式一相同。
30.具体实施方式四:结合图2
‑
图3说明本实施方式,本实施方式所述一种旋转剪切机构,它还包括第一推力滚针轴承106和第一深沟球轴承107,第一推力滚针轴承106和第一深沟球轴承107过盈配合套装在法兰轴104上,第一深沟球轴承107靠近主动齿轮105设置,且第一推力滚针轴承106和第一深沟球轴承107之间设有用于卡紧固定的弹性挡圈。其它组成和连接方式与具体实施方式一相同。
31.具体实施方式五:结合图2
‑
图3说明本实施方式,本实施方式所述一种旋转剪切机构,它还包括第二深沟球轴承111、第二推力滚针轴承112、第三推力滚针轴承114和第三深沟球轴承115,第二深沟球轴承111和第二推力滚针轴承112过盈配合套装在被动齿轮113的延长套筒上,被动齿轮113的延长套筒通过第二深沟球轴承111与机座102转动连接,第三推力滚针轴承114和第三深沟球轴承115套装在气缸套筒116上,气缸套筒116通过第三深沟球轴承115与机座102转动连接。其它组成和连接方式与具体实施方式一相同。
32.具体实施方式六:结合图2
‑
图3说明本实施方式,本实施方式一种旋转剪切机构,第二深沟球轴承111和第二推力滚针轴承112之间设有用于卡紧固定的弹性挡圈,第三推力滚针轴承114和第三深沟球轴承115之间设有用于卡紧固定的弹性挡圈。其它组成和连接方式与具体实施方式五相同。
33.具体实施方式七:结合图2
‑
图3说明本实施方式,本实施方式一种旋转剪切机构,它还包括直线导轨108,直线导轨108套装在延长阶梯轴110上,且直线导轨108壳体固定安装在机座102上。直线导轨108与延长阶梯轴110间隙配合。其它组成和连接方式与具体实施方式四或一相同。
34.具体实施方式八:结合图2
‑
图4说明本实施方式,本实施方式一种自动铺丝成型的铺放头,它包括旋转剪切机构1,重送机构2、夹紧机构3、第一导向滚轮4、跳滚轮6、第二导向滚轮7、转接板8、第三导向滚轮9、料盘11、压辊气缸12、压辊13和架体;料盘11转动连接安装在架体上,第三导向滚轮9转动安装在料盘11上方的架体的一端上,第二导向滚轮7转动连接安装在架体的另一端上,第三导向滚轮9和第二导向滚轮7等高设置,转接板8安装在第三导向滚轮9和第二导向滚轮7之间的架体上,跳滚轮6和第一导向滚轮4转动连接设置在第二导向滚轮7下方的架体上,跳滚轮6通过气缸转动连接安装在架体上,跳滚轮6和第一导向滚轮4位于第二导向滚轮7的两侧设置,夹紧机构3、重送机构2和旋转剪切机构1由上至下依次安装在第一导向滚轮4下方的架体上,压辊13通过压辊气缸12安装在架体的底端上。转接板8与机器人或者机床接口连接,适用于不同场景的铺放工作。料盘11与伺服电机连接,通过伺服电机带动料盘11在架体上转动,其它组成和连接方式与具体实施方式一至七相同。
35.具体实施方式九:结合图2
‑
图4说明本实施方式,本实施方式一种自动铺丝成型的铺放头,它还包括测速机构5、直线电位计10和热源组件14;测速机构5靠近第一导向滚轮4安装在架体上,安装跳滚轮6上气缸的活塞杆安装有直线电位计10,热源组件14靠近压辊13安装在架体上。其它组成和连接方式与具体实施方式八相同。
36.具体实施方式十:结合图2
‑
图4说明本实施方式,本实施方式一种自动铺丝成型的铺放头,热源组件14为加热脉冲氙灯、激光或红外灯的任意一种。其它组成和连接方式与具体实施方式九相同。
37.工作原理
38.本技术的电机轴通过固定键103将电机101与法兰轴104连接,传递速度和扭矩。法
兰轴104通过螺杆主动齿轮105连接,法兰轴104与第一推力滚针轴承106和第一深沟球轴承107过盈配合设置,法兰轴104与机座102转动连接,法兰轴104第三推力滚针轴承114和第三深沟球轴承115过盈配合套装在气缸套筒116上,气缸套筒116与机座102转动连接,第二深沟球轴承111和第二推力滚针轴承112过盈配合套装在被动齿轮113的延长套筒上,被动齿轮113的延长套筒与机座102转动连接,气缸117与延长阶梯轴110螺纹连接,
39.工作时,电机101带动主动齿轮105转动,气缸套筒116是中空的,气缸117的活塞杆通过空腔与延长阶梯轴110连接。气缸套筒116和被动齿轮113固定连接,因此气缸套筒116和被动齿轮113同时转动。延长阶梯轴110通过直线导轨108沿轴向直线运动,保证了刀架组件109的直线运动的精度。
40.一种自动铺丝成型的铺放头自动铺放时,预浸丝从料盘11出发,经第三导向滚轮9和第二导向滚轮7进入跳滚轮6,跳滚轮6与气缸相连可为预浸带提供张力。跳滚轮6由气缸驱动,并通过直线电位计10反馈位移。跳滚轮6的初始位置在气缸行程中间处,跳辊气缸由比例阀控制使其压力恒定。当跳滚轮6位置变化时,直线电位计10的阻值变化,直线电位计10与电柜中的plc控制器连接,控制器为松下plc控制器,控制器型号为fp0r
‑
c14crs,将直线电位计10的阻值变化的信号反馈到plc控制器中,plc控制器改变对料盘11上伺服电机的输出信号大小,从而改变伺服电机的输出扭矩,进而控制料盘11转动直至跳滚轮6回到初始位置。随后,预浸丝沿第一导向滚轮4的导向槽并依次经过夹紧机构3、重送机构2和旋转剪切机构1适应铺放时预浸料长度及结构边界的变化。为了调节铺放速度,需要对预浸带的速度进行较为精确的测量,通过测速机构5进行检测,测速机构5由编码器与测量辊组成,编码器与测量辊通过螺栓连接。最后在热源组件14的作用下使树脂熔化变软,热源组件14可根据实际需要换成热风、激光、红外灯等不同热源,以适应热固性或热塑性复合材料的铺放成型,结合压辊气缸12和压辊13的压力预浸丝与基底紧密接触并原位固结。铺放头经过冷却硬化,形成坚固的复合材料制品。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1