一种塑胶产品生产工艺的制作方法
1.本发明涉及生产工艺技术领域,尤其涉及一种塑胶产品生产工艺。
背景技术:
2.注塑成型工艺是塑胶产品生产工艺中最主要的加工工艺,注塑成型工艺是指将熔融的原料通过加压、注入、冷却、脱离等操作制作一定形状的半成品件的工艺过程,在注塑过程中常常由于人工或者机器误差而导致不良品率提升,影响工厂利率。
3.现有的塑胶生产工艺的过程中,往往只会在最后的步骤对产品进行质检来排除不良品,但无法排除掉因物料不良而导致的产品不良问题,同时无法降低原料的浪费量。
技术实现要素:
4.为了克服现有技术方案的不足,本发明提供一种塑胶产品生产工艺,能够解决背景技术提出的问题。
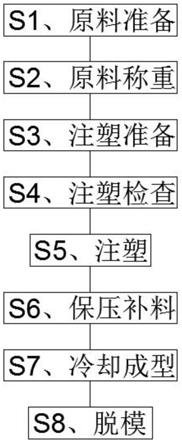
5.本发明解决其技术问题所采用的技术方案是:一种塑胶产品生产工艺,包括以下步骤:s1、原料准备:对塑料原料进行干燥;s2、原料称重:将各个注塑用原料按配比称量;s3、注塑准备:将s2中的注塑用原料导入注塑机的料斗中,将所需的注塑模具放置于注塑机的锁模装置中进行固定,对注塑模具进行预加热;s4、注塑检查:利用计量称检查料斗中注塑用原料的量,利用温度检测仪检测注塑模具及冷却水管的温度;s5、注塑:注塑机将注塑用原料熔融成熔融塑料后以一定的注射速度注入固定好的注塑模具中;s6、保压补料:对注塑模具中的熔融塑料进行压实并补料;s7、冷却成型:对经过保压补料后的熔融塑料进行降温,经冷却成型获得注塑成品;s8、脱模:将冷却成型的成品脱离模具。
6.进一步的,所述步骤s2中,所述注塑用原料包括塑料原料、水口料及色粉;进一步的,所述步骤s1中,对塑料原料的干燥通过干燥机完成;进一步的,所述步骤s2中还包括有通过混料机将各个注塑用原理进行混合;进一步的,所述步骤s1中,水口料加入的比例为总量的24%
‑
27%,且所述水口料是脱离的流道或报废塑料通过碎料机打碎制成;进一步的,所述步骤s3中,注塑模具的预加热采用电加热;进一步的,所述步骤s5中,螺杆的前进参数从恒定速度转变为恒定压力,实现保压;进一步的,所述步骤s8冷却成型利用冷却水管对模具进行冷却,所述冷却水管由
冻水机进行降温。
7.与现有技术相比,本发明的有益效果是:本发明的一种塑胶产品生产工艺,增加了注塑检查的步骤,确保在进行注塑之前各个部件都处于最佳的工作状态,避免不同批次的生产过程中,工作部件的参数不同导致成品质量不一;同时能够提前检测出原料中的不良品,避免下一步骤产生进一步的浪费;同时在工艺过程中增设了干燥机、混料机、碎料机及冻水机,降低人工参与注塑过程的比率,降低工艺误差。
附图说明
8.图1为本发明塑胶产品的一种注塑工艺流程图;图2为本发明中步骤s2的工艺流程图。
具体实施方式
9.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
10.下面结合图1
‑
2对本发明的一种塑胶产品生产工艺作详细的描述:一种塑胶产品生产工艺,包括以下步骤:s1、原料准备:对塑料原料进行干燥;s2、原料称重:将各个注塑用原料按配比称量;s3、注塑准备:将s2中的注塑用原料导入注塑机的料斗中,将所需的注塑模具放置于注塑机的锁模装置中进行固定,对注塑模具进行预加热;s4、注塑检查:利用计量称检查料斗中注塑用原料的量,利用温度检测仪检测注塑模具及冷却水管的温度;s5、注塑:注塑机将注塑用原料熔融成熔融塑料后以一定的注射速度注入固定好的注塑模具中;s6、保压补料:对注塑模具中的熔融塑料进行压实并补料;s7、冷却成型:对经过保压补料后的熔融塑料进行降温,经冷却成型获得注塑成品;s8、脱模:将冷却成型的成品脱离模具。
11.所述步骤s2中,所述注塑用原料包括塑料原料、水口料及色粉;所述步骤s1中,对塑料原料的干燥通过干燥机完成;所述步骤s2中还包括有通过混料机将各个注塑用原理进行混合;所述步骤s1中,水口料加入的比例为总量的24%
‑
27%,且所述水口料是脱离的流道或报废塑料通过碎料机打碎制成;所述步骤s3中,注塑模具的预加热采用电加热;所述步骤s5中,螺杆的前进参数从恒定速度转变为恒定压力,实现保压;所述步骤s8冷却成型利用冷却水管对模具进行冷却,所述冷却水管由冻水机进行降温。
12.工作原理:将各种原料混合搅拌成注塑用原料,并将注塑模具进行固定跟预加热完成s1
‑
s3注塑准备,对注塑模具进行预加热能够避免高温的注塑原料与模具接触,由于温
差过大发生破裂;检查各个部件的工作情况,利用温度检测仪检测注塑模具及冷却水管的温度,冷却水管的温度尽量维持在10℃左右,检查螺杆上是否有着残留的原料,避免对工序产生影响,完成s4注塑检查,该步骤有助于降低产品的不良品率;随后进行s5的注塑步骤,在该步骤中,螺杆设定为恒定速度,以保证熔融塑料能够更好更快地进入模具中;紧接着进入到s6保压补料中,螺杆从恒定速度转为恒定压力,保证螺杆给予模具内熔融塑料的压力,有助于更好地成型,与此同时熔融塑料通过螺杆往模具内进行补料,避免产生缺陷;随后进行s7冷却成型,熔融塑料的热量一部分扩散到外界的空气中,一部分通过模具散热片扩散到外部的冷却水管中,冷却水管中的水为流动水,保证其温度恒定;最后根据产品要求,选择顶杆或者脱模板进行s8脱模。
13.综上所述,本发明的一种塑胶产品生产工艺,增加了注塑检查的步骤,确保在进行注塑之前各个部件都处于最佳的工作状态,避免不同批次的生产过程中,工作部件的参数不同导致成品质量不一;同时能够提前检测出原料中的不良品,避免下一步骤产生进一步的浪费;同时在工艺过程中增设了干燥机、混料机、碎料机及冻水机,降低人工参与注塑过程的比率,降低工艺误差。
14.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
技术特征:
1.一种塑胶产品生产工艺,其特征在于,包括以下步骤:s1、原料准备:对塑料原料进行干燥;s2、原料称重:将各个注塑用原料按配比称量;s3、注塑准备:将s2中的注塑用原料导入注塑机的料斗中,将所需的注塑模具放置于注塑机的锁模装置中进行固定,对注塑模具进行预加热;s4、注塑检查:利用计量称检查料斗中注塑用原料的量,利用温度检测仪检测注塑模具及冷却水管的温度;s5、注塑:注塑机将注塑用原料熔融成熔融塑料后以一定的注射速度注入固定好的注塑模具中;s6、保压补料:对注塑模具中的熔融塑料进行压实并补料;s7、冷却成型:对经过保压补料后的熔融塑料进行降温,经冷却成型获得注塑成品;s8、脱模:将冷却成型的成品脱离模具。2.根据权利要求1所述的一种塑胶产品生产工艺,其特征在于:所述步骤s2中,所述注塑用原料包括塑料原料、水口料及色粉。3.根据权利要求1所述的一种塑胶产品生产工艺,其特征在于:所述步骤s1中,对塑料原料的干燥通过干燥机完成。4.根据权利要求1所述的一种塑胶产品生产工艺,其特征在于:所述步骤s2中还包括有通过混料机将各个注塑用原理进行混合。5.根据权利要求2所述的一种塑胶产品生产工艺,其特征在于:所述步骤s1中,水口料加入的比例为总量的24%
‑
27%,且所述水口料是脱离的流道或报废塑料通过碎料机打碎制成。6.根据权利要求1所述的一种塑胶产品生产工艺,其特征在于:所述步骤s3中,注塑模具的预加热采用电加热。7.根据权利要求1所述的一种塑胶产品生产工艺,其特征在于:所述步骤s5中,螺杆的前进参数从恒定速度转变为恒定压力,实现保压。8.根据权利要求1所述的一种塑胶产品生产工艺,其特征在于:所述步骤s8冷却成型利用冷却水管对模具进行冷却,所述冷却水管由冻水机进行降温。
技术总结
本发明公开一种塑胶产品生产工艺,包括以下步骤:S1、原料准备:对塑料原料进行干燥;S2、原料称重:将各个注塑用原料按配比称量;S3、注塑准备:将S2中的注塑用原料导入注塑机的料斗中,将所需的注塑模具放置于注塑机的锁模装置中进行固定,对注塑模具进行预加热;S4、注塑检查:利用计量称检查料斗中注塑用原料的量,利用温度检测仪检测注塑模具及冷却水管的温度;增加了注塑检查的步骤,确保在进行注塑之前各个部件都处于最佳的工作状态,避免不同批次的生产过程中,工作部件的参数不同导致成品质量不一;同时在工艺过程中增设了干燥机、混料机、碎料机及冻水机,降低人工参与注塑过程的比率,降低工艺误差。降低工艺误差。降低工艺误差。
技术研发人员:张伟玲 伍耀结 何雪锋
受保护的技术使用者:东莞市域天精密塑胶制品有限公司
技术研发日:2021.06.29
技术公布日:2021/12/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1