一种用于二板式注塑机的差动式锁模泄压油路的制作方法
1.本发明涉及一种注塑机锁模泄压技术,尤其是涉及一种用于二板式注塑机的差动式锁模泄压油路。
背景技术:
2.在二板式注塑机中,基本动作如下:合模
‑
抱闸
‑
高压锁模
‑
射台进
‑
注射
‑
保压
‑
预塑
‑
射退
‑
冷却
‑
锁模泄压
‑
破模
‑
开闸
‑
开模
‑
取件。锁模泄压动作是将锁模油缸的锁模腔中的油液由高压力向低压力释放的过程,是二板式注塑机的关键动作,由于压力瞬间释放会产生巨大能量,因此会对回油区产生冲击,冲击会引起振动进而会产生回油噪音。
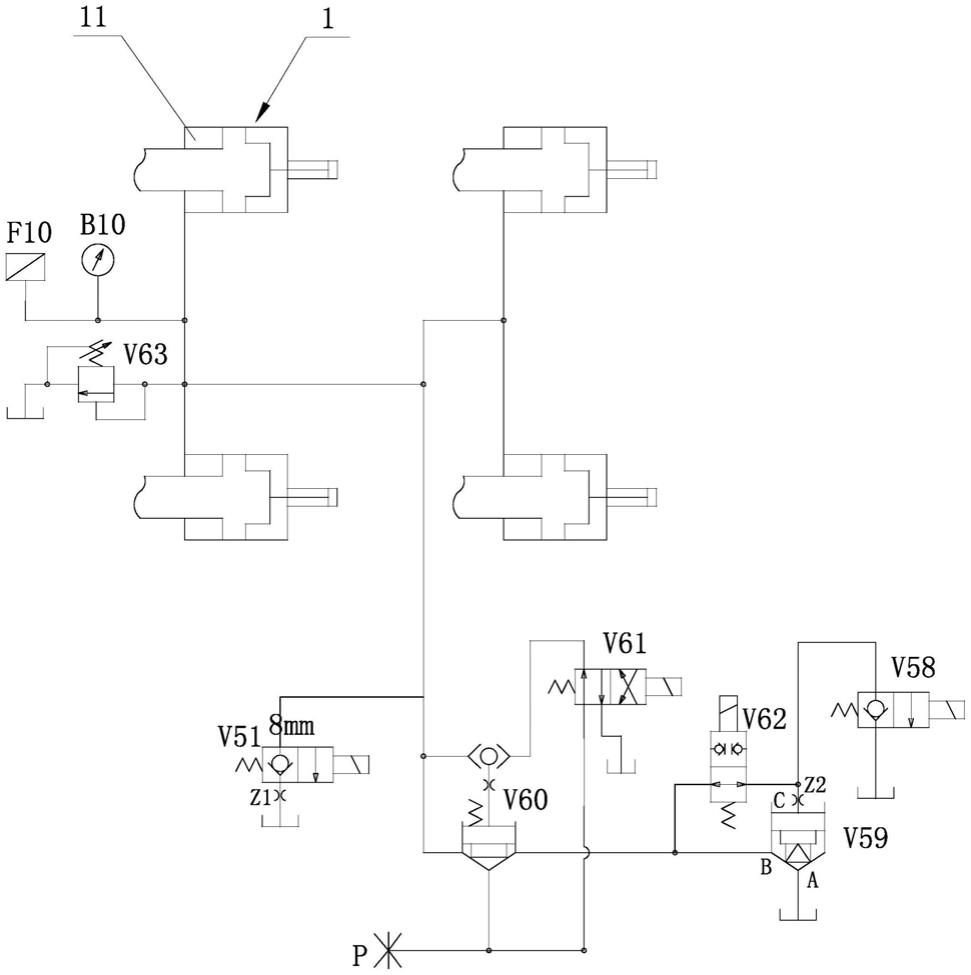
3.为解决上述问题,业内人员提出了锁模泄压油路。图1给出了一种现有的锁模泄压油路,其通过安装二位二通电磁换向阀v51、阻尼接头z1、小通径钢管(直径为8mm)在锁模油缸1的锁模腔11单独接了一个小流量的通道回油箱,利用该通道先将锁模压力缓慢下降到设定压力(设定压力小于锁模压力),再将剩余的锁模压力通过大流量的回油插装阀v59直接回油箱实现锁模压力的两段式锁模泄压。当二板式注塑机全自动生产时,冷却结束前模具的模腔压力已经减小,二板式注塑机不需要太大的锁模压力就能确保不涨模,保证制品的正常生产,根据实际现场生产经验,制品保压结束后一半的锁模压力足以保证制品的正常生产,因此在制品保压结束冷却过程中,二位二通电磁换向阀v51得电,锁模腔11中的油液通过二位二通电磁换向阀v51回油箱,压力开始下降,因二位二通电磁换向阀v51通流量小,且二位二通电磁换向阀v51两端连接的钢管通径小,加上阻尼接头z1,整个通道通油量很小,压力下降可控;在锁模腔11中的油液压力慢慢下降过程中,锁模压力传感器f10实时检测,当检测到锁模压力到设定压力时(设定压力一般设置为一半的锁模压力),二位二通电磁换向阀v51失电,此时锁模腔11只有当前机器一半的锁模压力,这一过程也称之为早期泄压,此泄压过程压力下降缓慢,动作冲击小,声音轻,但泄压时间较长。当冷却结束转锁模泄压动作时,充当开关阀的电磁换向阀v62和二位二通电磁换向阀v58得电,充当开关阀的电磁换向阀v62得电时回油插装阀v59的b口和c口油路被切断,二位二通电磁换向阀v58得电时回油插装阀v59的c口与油箱直接连通,回油插装阀v59的c口无压力,回油插装阀v59打开,锁模腔11中的剩余油液通过回油插装阀v59的b口到a口回油箱进行泄压,进而完成整个锁模泄压动作。
4.上述锁模泄压油路的两段式锁模泄压存在以下问题:
5.1)为了减慢回油插装阀v59的阀芯打开的速度,在回油插装阀v59的c口加装了一个阻尼z2,同时回油插装阀v59配置了缓冲型阀芯,由于阻尼z2需同时兼顾破模速度(锁模泄压时阻尼z2越小越好,而破模时阻尼z2越大越好),因此阻尼z2选型不宜过小,如果阻尼z2过小,则天气寒冷油液粘稠时阻尼z2的孔易堵塞,会导致油液流通困难,从而会造成破模速度慢甚至破模失败;另外,缓冲型阀芯的实测效果也非常有限,所以虽然此过程锁模压力已经下降,但是因通流量大,回油插装阀v59的阀芯打开速度仍然较快,此段泄压过程油液冲击依然较大;
6.2)由于两段式锁模泄压建立在产品工艺的基础上,因此存在很多的不确定性,例如有些产品工艺要求一直保压,有些产品注射保压结束冷却也结束了,有些产品保压结束后锁模压力不宜下降太多等,这些情况导致早期泄压功能无法使用,或使用后占用生产周期,或使用后二次泄压声音依然很大,导致两段式泄压无法全面覆盖应用;
7.3)两段式锁模泄压中最终的大流量泄压还是直接回到油箱,缺少能量的吸收,冲击引起的振动仍然较为明显,产生的回油噪音仍较明显,且油箱内油液清洁度也较差。
技术实现要素:
8.本发明所要解决的技术问题是提供一种用于二板式注塑机的差动式锁模泄压油路,其使得锁模泄压过程平稳,油液冲击小,回油噪音低,其兼顾了破模动作,在破模动作时能够快速打开插装阀,其对油箱无冲击,使得油液清洁度较好,其锁模泄压时对其他动作无影响,能够全面覆盖应用。
9.本发明解决上述技术问题所采用的技术方案为:一种用于二板式注塑机的差动式锁模泄压油路,其特征在于:包括阀芯为1:1的插装阀、第一二位二通电磁换向阀、第二二位二通电磁换向阀及油箱;所述的插装阀的底部工作油口与锁模油缸的锁模腔连通且所述的插装阀的侧边工作油口与锁模油缸的破模腔连通构成主通道油路;所述的第二二位二通电磁换向阀的电磁铁得电时,所述的插装阀的先导口依次通过第一阻尼、第三阻尼、第四阻尼、所述的第二二位二通电磁换向阀的进油口到回油口的通道、第五阻尼到达所述的插装阀的侧边工作油口构成第一条先导控制油路,所述的插装阀的底部工作油口依次通过第二阻尼、第四阻尼、所述的第二二位二通电磁换向阀的进油口到回油口的通道、第五阻尼到达所述的插装阀的侧边工作油口构成第二条先导控制油路;所述的第一二位二通电磁换向阀的电磁铁得电时,所述的插装阀的先导口依次通过第一阻尼、所述的第一二位二通电磁换向阀的进油口到回油口的通道到达所述的油箱构成第三条先导控制油路;锁模泄压动作时,利用所述的第一条先导控制油路和所述的第二条先导控制油路使所述的插装阀缓慢打开,油液从锁模油缸的锁模腔流动到锁模油缸的破模腔实现锁模油缸两腔差动式锁模泄压;破模动作时,利用所述的第三条先导控制油路使所述的插装阀快速打开,油液从锁模油缸的锁模腔流动到锁模油缸的破模腔实现差动破模。
10.该差动式锁模泄压油路还包括小流量的溢流阀,所述的插装阀的先导口与所述的第一二位二通电磁换向阀的进油口连通且连通管路上靠近所述的插装阀的先导口设置有所述的第一阻尼,所述的第一二位二通电磁换向阀的回油口与所述的油箱连通,所述的溢流阀的进油口与锁模油缸的锁模腔连通,所述的溢流阀的出油口与所述的第二二位二通电磁换向阀的进油口连通,所述的第二二位二通电磁换向阀的回油口与锁模油缸的破模腔连通且连通管路上靠近所述的第二二位二通电磁换向阀的回油口设置有所述的第五阻尼,所述的插装阀的底部工作油口与所述的溢流阀的出油口连通且连通管路上依次设置有所述的第二阻尼和所述的第四阻尼,所述的插装阀的底部工作油口与所述的插装阀的先导口连通且连通管路上设置有所述的第三阻尼,所述的第三阻尼的一端位于所述的第一阻尼与所述的第一二位二通电磁换向阀的进油口之间,所述的第三阻尼的另一端位于所述的第二阻尼与所述的第四阻尼之间。
11.所述的溢流阀的压力设定为30bar。
12.锁模油缸中的锁模活塞及锁模油缸的锁模腔和破模腔的软管通道均采用柔性装置。锁模泄压动作时,将锁模腔中的高压油通过插装阀泄压至破模腔,经锁模活塞及软管通道缓冲、吸振,进而能够减小锁模泄压时的冲击及噪音,实现柔性锁模泄压。
13.所述的第一阻尼的两端的压差控制在30bar以内。通过阻尼的两端压差与截面积的关系,通过液阻计算公式可得出第一阻尼的两端的压差(即插装阀的先导口即c口与图2中d点之间的压差),为第一阻尼、第二阻尼、第三阻尼、第四阻尼、第五阻尼选择合适的大小,可使第一阻尼的两端始终维持在较低压差,为兼顾锁模泄压的速度,第一阻尼的两端的压差控制在30bar以内为优。
14.与现有技术相比,本发明的优点在于:
15.1)不管是第二二位二通电磁换向阀的电磁铁得电还是第一二位二通电磁换向阀的电磁铁得电,或是第一二位二通电磁换向阀的电磁铁和第二二位二通电磁换向阀的电磁铁同时得电,油液都是从锁模腔流动到破模腔,没有直接回油箱,这就大大减小了锁模油缸两腔的压强差。
16.2)锁模泄压动作时,使第二二位二通电磁换向阀的电磁铁得电,插装阀的先导口即c口使第一阻尼的两端始终维持较低的压差,第一阻尼的两端压差较低时通流量较小,插装阀的阀芯的打开速度就比较慢,锁模腔中的高压油流动到破模腔就不会失控,从而使整个锁模泄压过程平稳,油液冲击小,回油噪音低。
17.3)同时兼顾了破模动作,当破模动作时,使第一二位二通电磁换向阀的电磁铁得电,插装阀的先导口即c口通过第一阻尼回油箱,因为只经过了1个阻尼即第一阻尼,且第一阻尼在锁模泄压动作时是通过阻尼组合减小压差的方式减小其通流量,所以第一阻尼选型不需要很小,所以插装阀的先导控制油路通流量比较大,插装阀能够快速打开,油液从锁模腔流动到破模腔,且因为破模腔为无杆腔,面积大于锁模腔,从而实现差动破模。
18.4)锁模油缸的两腔差动式泄压,对油箱无冲击,使得油液清洁度较好。
19.5)锁模油缸的两腔差动式泄压的原理更合理,对其他动作无影响,能够全面覆盖应用。
附图说明
20.图1为现有的锁模泄压油路的示意图;
21.图2为本发明的差动式锁模泄压油路的示意图;
22.图3为本发明的差动式锁模泄压油路中的第一条先导控制油路和第二条先导控制油路的液压原理简化示意图。
具体实施方式
23.以下结合附图实施例对本发明作进一步详细描述。
24.本发明提出的一种用于二板式注塑机的差动式锁模泄压油路,如图2所示,其包括阀芯为1:1的插装阀v1、第一二位二通电磁换向阀v2、第二二位二通电磁换向阀v3及油箱20;插装阀v1的底部工作油口即a口与锁模油缸21的锁模腔211连通且插装阀v1的侧边工作油口即b口与锁模油缸21的破模腔212连通构成主通道油路;第二二位二通电磁换向阀v3的电磁铁得电时,插装阀v1的先导口即c口依次通过第一阻尼zn1、第三阻尼zn3、第四阻尼
zn4、第二二位二通电磁换向阀v3的进油口即p口到回油口即t口的通道、第五阻尼zn5到达插装阀v1的侧边工作油口即b口构成第一条先导控制油路,插装阀v1的底部工作油口即a口依次通过第二阻尼zn2、第四阻尼zn4、第二二位二通电磁换向阀v3的进油口即p口到回油口即t口的通道、第五阻尼zn5到达插装阀v1的侧边工作油口即b口构成第二条先导控制油路;第一二位二通电磁换向阀v2的电磁铁得电时,插装阀v1的先导口即c口依次通过第一阻尼zn1、第一二位二通电磁换向阀v2的进油口即p口到回油口即t口的通道到达油箱20构成第三条先导控制油路;锁模泄压动作时,利用第一条先导控制油路和第二条先导控制油路使插装阀v1缓慢打开,油液从锁模油缸21的锁模腔211流动到锁模油缸21的破模腔212实现锁模油缸21两腔差动式锁模泄压;破模动作时,利用第三条先导控制油路使插装阀v1快速打开,油液从锁模油缸21的锁模腔211流动到锁模油缸21的破模腔212实现差动破模。
25.图3给出了第一条先导控制油路和第二条先导控制油路的液压原理简化示意图,第一条先导控制油路:插装阀v1的先导口即c口经过第一阻尼zn1到达图2中d点,经过第三阻尼zn3到达图2中e点,经过第四阻尼zn4到达图2中f点,经过第五阻尼zn5到达插装阀v1的侧边工作油口即b口;第二条先导控制油路:插装阀v1的底部工作油口即a口经过第二阻尼zn2到达图2中e点,经过第四阻尼zn4到达图2中f点,经过第五阻尼zn5到达插装阀v1的侧边工作油口即b口。当锁模泄压动作开始时,插装阀v1的底部工作油口即a口的压力为锁模压力,且因为插装阀v1的阀芯为1:1阀芯,所以插装阀v1的先导口即c口的压力也是锁模压力,插装阀v1的侧边工作油口即b口因与破模腔212连通,压力为零。
26.在本实施例中,该差动式锁模泄压油路还包括小流量的溢流阀v4,溢流阀v4的压力设定为30bar,插装阀v1的先导口即c口与第一二位二通电磁换向阀v2的进油口即p口连通且连通管路上靠近插装阀v1的先导口即c口设置第一阻尼zn1,第一二位二通电磁换向阀v2的回油口即t口与油箱20连通,溢流阀v4的进油口与锁模油缸21的锁模腔211连通,溢流阀v4的出油口与第二二位二通电磁换向阀v3的进油口即p口连通,第二二位二通电磁换向阀v3的回油口即t口与锁模油缸21的破模腔212连通且连通管路上靠近第二二位二通电磁换向阀v3的回油口即t口设置第五阻尼zn5,插装阀v1的底部工作油口即a口与溢流阀v4的出油口连通且连通管路上依次设置第二阻尼zn2和第四阻尼zn4,插装阀v1的底部工作油口即a口与插装阀v1的先导口即c口连通且连通管路上设置第三阻尼zn3,第三阻尼zn3的一端位于第一阻尼zn1与第一二位二通电磁换向阀v2的进油口即p口之间,第三阻尼zn3的另一端位于第二阻尼zn2与第四阻尼zn4之间。
27.在本实施例中,锁模油缸21中的锁模活塞(图中未示出)及锁模油缸21的锁模腔211和破模腔212的软管通道(图中未示出)采用柔性装置。锁模泄压动作时,将锁模腔211中的高压油通过插装阀v1泄压至破模腔212,经锁模活塞及软管通道缓冲、吸振,进而能够减小锁模泄压时的冲击及噪音,实现柔性锁模泄压。
28.在本实施例中,第一阻尼zn1的两端的压差控制在30bar以内。通过阻尼的两端压差与截面积的关系,通过液阻计算公式可得出第一阻尼zn1的两端的压差(即插装阀v1的先导口即c口与图2中d点之间的压差),为第一阻尼zn1、第二阻尼zn2、第三阻尼zn3、第四阻尼zn4、第五阻尼zn5选择合适的大小,可使第一阻尼zn1的两端始终维持在较低压差,为兼顾锁模泄压的速度,第一阻尼zn1的两端的压差控制在30bar以内为优。
29.在本实施例中,第一二位二通电磁换向阀v2充当开关阀,第二二位二通电磁换向
阀v3充当泄压阀;第一阻尼zn1、第二阻尼zn2、第三阻尼zn3、第四阻尼zn4、第五阻尼zn5的阻尼孔大小可通过组合调节确定,使第一阻尼zn1的两端的压差控制在30bar以内即可。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1