一种喉管式挤出头的制作方法
1.本发明属于3d打印领域,尤其涉及一种喉管式挤出头。
背景技术:
2.3d打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。该技术在珠宝、鞋类、工业设计、建筑、工程和施工、汽车,航空航天、牙科和医疗产业、教育、地理信息系统、土木工程、枪支以及其他领域都有所应用。
3.现有市场上的产品结构喉管部分一般分为两种,一种是螺纹直接连接,螺纹直接连接也分为一体式的喉管和拆分式的喉管;另一种是由光滑圆柱和侧面顶丝锁紧连接,由于侧面顶丝锁紧会存在把喉管顶变形,一般也分为一体式喉管和拆分式喉管,工作原理和结构以及缺陷跟螺纹直接连接的喉管相同。
4.但是,现有技术的一体式的喉管散热效果不佳;分体式的喉管是由铜合金和钛合金组合散热效果提升,由于两部分组合导致连接处容易松动打滑,致使工作当中会出现脱落、耗材和堵塞,拆装时容易出现松动和折断等现象。
技术实现要素:
5.本发明实施例的目的在于提供一种喉管式挤出头,旨在解决现有技术的一体式的喉管散热效果不佳;分体式的喉管是由铜合金和钛合金组合散热效果提升,由于两部分组合导致连接处容易松动打滑,致使工作当中会出现脱落、耗材和堵塞,拆装时容易出现松动和折断等现象的问题。
6.本发明实施例是这样实现的,一种喉管式挤出头,包括转接头,还包括:外接装置,外接装置安装在转接头的一侧,用于连接外部装置;散热装置,散热装置包括螺纹连接在转接头一侧的散热器,用于直接对外部进行散热;喉管装置,喉管装置包括贯穿安装在散热器内部的第一喉管,第一喉管的一侧套接有第二喉管,第一喉管与第二喉管的连接部位套设有喉管固定块,喉管装置用于过流和散热;挤出装置,挤出装置安装在喉管装置的一侧,用于挤出物料。
7.进一步的技术方案,第一喉管采用铜合金材质,第二喉管采用钛合金材质。
8.进一步的技术方案,第一喉管与第二喉管采用过盈配合的连接方式。
9.进一步的技术方案,第一喉管的表面设置有圆形槽。
10.进一步的技术方案,外接装置包括插接在转接头一侧的卡爪,卡爪与转接头之间插接有卡扣。
11.进一步的技术方案,喉管固定块采用螺纹连接件安装在散热器的一侧。
12.进一步的技术方案,挤出装置包括固定在第二喉管的一侧的喷咀,第二喉管与喷
咀的表面套设有加热块,加热块的表面套设有加热块皮套。
13.本发明实施例提供的一种喉管式挤出头,本发明的技术方案是对现有的技术进行改进,是为了解决现有技术的缺陷;喉管部分由铜合金和钛合金过盈配合,铜合金能更好地提高散热效果。铜合金和钛合金连接处增加一个固定块,解决了拆装时的松动现象。铜合金喉管部分采用圆形槽设计,其与散热器连接可以达到双重散热的效果。喉管固定块与散热器连接方式能够解决拆装时出现的打滑和折断,并减少采用顶丝锁紧的安装方式。
附图说明
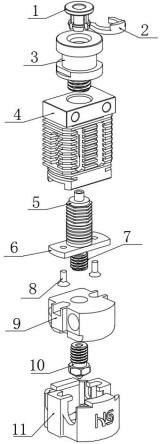
14.图1为本发明实施例的爆炸图;图2为本发明实施例的斜二测视图;图3为本发明实施例的仰视图;图4为本发明实施例的俯视图。
15.附图中:1卡爪、2卡扣、3转接头、4散热器、5第一喉管、6喉管固定块、7第二喉管、8螺纹连接件、9加热块、10喷咀、11加热块皮套。
具体实施方式
16.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
17.以下结合具体实施例对本发明的具体实现进行详细描述。
18.如图1、2和3所示,为本发明一个实施例提供的一种喉管式挤出头,包括转接头3,还包括:外接装置,外接装置安装在转接头3的一侧,用于连接外部装置;散热装置,散热装置包括螺纹连接在转接头一侧的散热器4,用于直接对外部进行散热;喉管装置,喉管装置包括贯穿安装在散热器4内部的第一喉管5,第一喉管5的一侧套接有第二喉管7,第一喉管5与第二喉管7的连接部位套设有喉管固定块6,喉管装置用于过流和散热;挤出装置,挤出装置安装在喉管装置的一侧,用于挤出物料。
19.在本发明实施例中,本发明的技术方案是对现有的技术进行改进,是为了解决现有技术的缺陷;喉管部分由铜合金和钛合金过盈配合,铜合金能更好地提高散热效果。铜合金和钛合金连接处增加一个固定块,解决了拆装时的松动现象。铜合金喉管部分采用圆形槽设计,其与散热器连接可以达到双重散热的效果。喉管固定块与散热器连接方式能够解决拆装时出现的打滑和折断,并减少采用顶丝锁紧的安装方式。
20.如图1和4所示,作为本发明的一种优选实施例,第一喉管5采用铜合金材质,第二喉管7采用钛合金材质。
21.在本发明实施例中,喉管部分由铜合金和钛合金过盈配合,铜合金能更好的提高散热效果。
22.如图1所示,作为本发明的一种优选实施例,第一喉管5与第二喉管7采用过盈配合
的连接方式。
23.在本发明实施例中,采用过盈配合的目的是使得第一喉管5与第二喉管7的连接更加稳定。
24.如图1所示,作为本发明的一种优选实施例,第一喉管5的表面设置有圆形槽。
25.在本发明实施例中,第一喉管5部分采用圆形槽设计与散热器4连接,以达到双重散热的效果。
26.如图1所示,作为本发明的一种优选实施例,外接装置包括插接在转接头3一侧的卡爪1,卡爪1与转接头3之间插接有卡扣2。
27.在本发明实施例中,卡爪1按入转接头3,并通过卡扣2卡紧固定,卡爪1的作用是导向连接耗材;转接头3通过螺纹与散热器4连接,转接头3作为安装固定的作用。
28.如图1所示,作为本发明的一种优选实施例,喉管固定块6采用螺纹连接件8安装在散热器4的一侧。
29.在本发明实施例中,此处为喉管固定块6的安装方式。
30.如图1所示,作为本发明的一种优选实施例,挤出装置包括固定在第二喉管7的一侧的喷咀10,第二喉管7与喷咀10的表面套设有加热块9,加热块9的表面套设有加热块皮套11。
31.在本发明实施例中,喷咀10的作用是将融化过后的物料挤出,而加热块9是将物料进行融化的部位,加热块皮套11的作用是防止烫伤。
32.在本发明实施例中,本发明的工作原理如下:将挤出头直接安装在3d打印机x轴上,通过电机驱动耗材进入卡爪1,转接头3实现导向。耗材经过散热器4穿过第二喉管7进入加热块9进行加热,使耗材融化,最后从喷咀10挤出,实现3d打印原理。
33.操作步骤如下:1、将卡爪1按入转接头3,二者通过卡扣2卡紧固定;2、转接头3的螺纹部位与散热器4安装连接;3、第二喉管7与喉管固定块6之间过盈配合,其中第一喉管5和第二喉管7的连接处可达15公斤的扭力;4、喉管固定块6与散热器4通过m2螺丝固定连接,散热器4镂空设计并搭配冷却风扇,其与第一喉管5的圆形槽设计达到双重散热的作用,其散热温度可降低至36℃左右。
34.5、第二喉管7与加热块9螺纹连接,其中加热块9为镀铜设计,最高加热温度可达550℃。
35.6、加热块9与喷咀10螺纹连接,其中喷咀10通过加热块9加热,以至喷咀10将耗材融化并从喷咀10挤出。打印挤出速度高达100/s,100mm/s。
36.7、加热块皮套11与加热块9包裹连接。
37.本发明上述实施例中提供了一种喉管式挤出头,本发明的技术方案是对现有的技术进行改进,是为了解决现有技术的缺陷;喉管部分由铜合金和钛合金过盈配合,铜合金能更好地提高散热效果。铜合金和钛合金连接处增加一个固定块,解决了拆装时的松动现象。铜合金喉管部分采用圆形槽设计,其与散热器连接可以达到双重散热的效果。喉管固定块与散热器连接方式能够解决拆装时出现的打滑和折断,并减少采用顶丝锁紧的安装方式。
38.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1