橡胶组合物的制造方法及轮胎的制造方法与流程
1.本发明涉及橡胶组合物的制造方法及轮胎的制造方法。
背景技术:
2.作为橡胶的增强用填充剂使用的二氧化硅具有硅醇基,因此存在通过氢键而凝聚的倾向。因此,使二氧化硅很好地分散并非易事。尤其是高填充二氧化硅时和使用小粒径的二氧化硅时等,使二氧化硅很好地分散并非易事。
3.为了降低二氧化硅的凝聚力而使用硅烷偶联剂的技术是已知的。硅烷偶联剂能够在混炼时与二氧化硅反应,因此能够防止二氧化硅的凝聚。需要说明的是,硅烷偶联剂能够在硫化时与橡胶的双键反应,因此还能够使二氧化硅与橡胶结合。
4.专利文献1记载了:为了提高二氧化硅的分散,以抑制二氧化硅与硅烷偶联剂的反应(具体为偶联反应)的方式,一边控制混炼温度一边用密闭式混炼机对橡胶、二氧化硅及硅烷偶联剂等进行混炼,。现有技术文献专利文献
5.专利文献1:日本特开2020-100116号公报
技术实现要素:
发明要解决的问题
6.专利文献1记载的方法提高了二氧化硅的分散,其结果是能够改善轮胎的低发热性、湿润路面上的制动性(以下称为“湿润路面制动性”),但是该方法仍有改善的余地。
7.本发明的目的在于,提供能够改善轮胎的低发热性、湿润路面制动性的橡胶组合物的制造方法。用于解决问题的技术方案
8.为了解决该课题,本发明的橡胶组合物的制造方法包括:对至少橡胶、二氧化硅及硅烷偶联剂,以抑制上述二氧化硅与上述硅烷偶联剂的偶联反应的方式一边控制混炼温度一边用密闭式混炼机进行混炼的工序,上述密闭式混炼机具备混炼室、位于上述混炼室的上方的颈部、和能够在上述颈部内的空间内上下移动的压砣,上述工序中的至少一部分时间内,在上述压砣为非施压的状态下对至少上述橡胶、上述二氧化硅及上述硅烷偶联剂进行混炼。在此,“上述压砣为非施压的状态”包括使压砣上升至混炼室的至少一部分成为开放系统的程度的状态。
9.根据本发明,通过以抑制偶联反应的方式一边控制混炼温度一边进行混炼,从而能够在偶联反应活跃进行前有效地分散二氧化硅。其结果是,在该工序以后进行偶联反应的情况下,能够提高偶联反应的效率,因此能够有效地降低二氧化硅的凝聚力。因此,能够
改善轮胎的低发热性、湿润路面制动性。
10.并且,该工序(具体而言,以抑制偶联反应的方式一边控制混炼温度一边进行混炼的工序)中的至少一部分时间内,在非施压状态(其包括混炼室的至少一部分成为开放系统的状态)下进行混炼,从而能够将水分等挥发物排出到混炼室外,因此能够降低由水分导致的转子打滑。因此,能够进一步提高在偶联反应活跃进行前的二氧化硅分散程度。除此以外,虽然在偶联反应过程中附带生成水,但在该工序(具体而言,以抑制偶联反应的方式一边控制混炼温度一边进行混炼的工序)以后进行偶联反应时,能够在减少了水分的状态下进行偶联反应,因此能够高效地进行偶联反应。这些的结果是能够改善轮胎的低发热性、湿润路面制动性。
11.在该工序(具体而言,以抑制偶联反应的方式一边控制混炼温度一边进行混炼的工序)中转子的转速受pid控制的情况下,本发明尤其能够有效地改善轮胎的低发热性、湿润路面制动性。对此进行说明。假如在转子的pid控制中仅在施压状态(具体而言,用压砣施压混炼中的材料的状态)下进行混炼,则容易引发由剪切热导致的温度上升,转子的转速容易下降,因此二氧化硅分散(具体而言,偶联反应进行前的二氧化硅分散)难以进行。与此相对地,本发明中通过在非施压状态下进行混炼,由此与施压状态相比能够在温度不易上升的状态下进行混炼,因此能够抑制转子的转速降低。其结果是,能够进一步提高偶联反应活跃进行前的二氧化硅分散的程度。因此,在该工序(具体而言,以抑制偶联反应的方式一边控制混炼温度一边进行混炼的工序)以后进行偶联反应的情况下,能够提高偶联反应的效率,其结果是,能够有效地降低二氧化硅的凝聚力。因此,能够有效地改善轮胎的低发热性、湿润路面制动性。
12.本发明的橡胶组合物的制造方法优选如下构成:上述一部分时间为10秒以上。即,优选如下构成:在该工序(具体而言,以抑制偶联反应的方式一边控制混炼温度一边进行混炼的工序)中,以非施压状态混炼10秒以上。
13.通过为10秒以上,能够有效地减少混炼室内的水分。因此,能够有效地提高二氧化硅的分散(具体而言,偶联反应进行前的二氧化硅分散)。在此基础上,在该工序(具体而言,以抑制偶联反应的方式一边控制混炼温度一边进行混炼的工序)以后进行偶联反应的情况下,能够有效地提高偶联反应的效率。
14.本发明的橡胶组合物的制造方法优选如下构成:上述密闭式混炼机在上述混炼室中具备转子,上述工序(具体而言,以抑制偶联反应的方式一边控制混炼温度一边进行混炼的工序)中通过pid控制来控制上述转子的转速,以使上述混炼温度达到目标温度。
15.通过该构成,即,通过转子的转速受pid控制,从而能够有效地改善轮胎的低发热性、湿润路面制动性。对此进行说明。假如在转子的pid控制中仅在施压状态(具体而言,用压砣施压混炼中的材料的状态)下进行混炼,则容易引发由剪切热导致的温度上升,因此转子的转速容易下降,因此二氧化硅分散(具体而言,偶联反应进行前的二氧化硅分散)难以进行。与此相对地,本发明中通过在非施压状态下进行混炼,由此与施压状态相比能够在温度不易上升的状态下进行混炼,因此能够抑制转子的转速下降。其结果是,能够有效地提高二氧化硅的分散(具体而言,偶联反应进行前的二氧化硅分散)。因此,能够改善轮胎的低发热性、湿润路面制动性。
16.本发明的橡胶组合物的制造方法优选如下构成:还包括以使上述偶联反应进行的
方式一边控制混炼温度一边进行混炼的工序。
17.通过以使偶联反应进行的方式一边控制混炼温度一边进行混炼,从而能够在二氧化硅得到分散的状态下活跃地进行偶联反应,因此能够提高偶联反应的效率,其结果是,能够有效地降低二氧化硅的凝聚力。因此,能够有效地提高二氧化硅的分散,因此能够改善轮胎的低发热性、湿润路面制动性。
18.本发明的轮胎的制造方法包括:通过本发明的橡胶组合物的制造方法制作橡胶组合物的工序;和使用上述橡胶组合物制作未硫化轮胎的工序。
附图说明
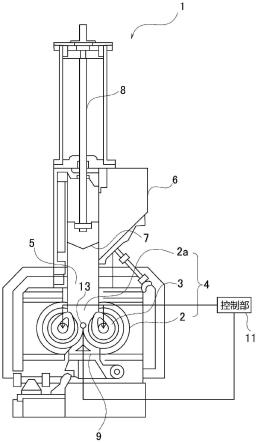
19.图1为示出能够用于本实施方式的密闭式混炼机的构成的示意图。
具体实施方式
20.以下对本发明的实施方式进行说明。
21.<1.密闭式混炼机>首先对能够用于本实施方式的密闭式混炼机进行说明。
22.如图1所示,密闭式混炼机1具备:具有壳体2及转子3的混炼室4;位于混炼室4的上方且在内部具有筒状的空间的颈部5;设置于颈部5的投入口6;能够在颈部5的筒状的空间内上下移动的压砣7;和位于混炼室4的下表面的下落口9。作为密闭式混炼机1,可列举啮合式密闭型混炼机、切线式密闭型混炼机等。
23.在壳体2的上表面中央部设有开口部2a。在开口部2a的上方设有在内部具有筒状的空间的颈部5。在颈部5的侧面设有能够投入橡胶、配合剂的投入口6。投入口6可以设置2个以上。从投入口6投入的橡胶及配合剂从颈部5的筒状的空间内通过,从壳体2的开口部2a投入到壳体2内。
24.压砣7形成能够封闭壳体2的开口部2a的形状。压砣7能够通过其上端所连接的轴8而在颈部5的筒状的空间沿着上下方向移动。压砣7能够通过其自重或来自轴8的施压力而对存在于壳体2内的橡胶进行施压、加压。
25.混炼中下落口9关闭。在混炼结束后,下落口9开放。
26.基于来自控制部11的控制信号来调整使转子3旋转的电动机(未图示)的转速。控制部11基于由温度传感器13传送的混炼室4内的温度信息(具体而言,实测温度tp)进行电动机的转速的控制。电动机能够通过控制部11而自由地改变转速。电动机例如可以是变频电动机。
27.为了确定电动机的转速,设置于控制部11的内部的pid运算处理部根据温度传感器13检测到的混炼室4内的实测温度tp与目标温度ts的偏差进行比例(p)、积分(i)及微分(d)的运算。具体而言,pid运算处理部根据各控制量的相加值来确定电动机的转速,所述各控制量的相加值是由与实测温度tp和目标温度ts之差(偏差e)成比例而计算控制量的比例(p)动作、通过将偏差e在时间轴方向积分而得的积分值计算控制量的积分(i)动作、和通过偏差e的变化的斜率即微分值计算控制量的微分(d)动作而得到的。需要说明的是,pid为比例微分积分(proportional integral differential)的缩写。
28.<2.橡胶组合物的制造方法的各工序>
然后,对本实施方式的橡胶组合物的制造方法所包括的一些工序进行说明。
29.本实施方式的橡胶组合物的制造方法包括:制作橡胶混合物的工序(以下称为“工序s1”);和至少将橡胶混合物及硫化系配合剂混炼而得到橡胶组合物的工序(以下称为“工序s2”)。
30.<2.1.工序s1(制作橡胶混合物的工序)>工序s1包括:以抑制偶联反应(二氧化硅与硅烷偶联剂的反应)的方式一边控制混炼温度一边将至少橡胶、二氧化硅及硅烷偶联剂用密闭式混炼机1进行混炼的工序(以下称为“工序k1”);接着,一边升高混炼温度一边用密闭式混炼机1进行混炼的工序(以下称为“工序k2”);接着,以使偶联反应进行的方式一边控制混炼温度一边用密闭式混炼机1进行混炼的工序(以下称为“工序k3”)。
31.工序k1~k3构成一个混炼阶段。混炼阶段为向密闭式混炼机1投入材料起至排出为止的循环。因此,在从工序k1向工序k2转移时,橡胶、二氧化硅及硅烷偶联剂之类的材料不从密闭式混炼机1排出,在从工序k2向工序k3转移时材料也不从密闭式混炼机1排出。
32.<2.1.1.工序k1(以抑制偶联反应的方式进行混炼的工序)>工序k1中,至少将橡胶、二氧化硅及硅烷偶联剂投入密闭式混炼机1,以抑制偶联反应(二氧化硅与硅烷偶联剂的反应)的方式一边控制混炼温度一边对这些进行混炼。通过工序k1,能够在偶联反应活跃进行前使二氧化硅有效地分散。除此以外,通过工序k1,还能够削减制造橡胶组合物所消耗的电量。对此进行说明。假如工序k1中不控制混炼温度,则混炼时间会因为由剪切热引起的温度上升而受到限制,因此进行多次再混炼的必要性高(特别是高填充二氧化硅的配方中其必要性高)。与此相对地,在本实施方式中,通过在工序k1中控制混炼温度,从而能够消除由温度上升引起的混炼时间的限制,因此能够延长混炼时间,从而能够减少再混炼的次数。其结果是,能够削减制造橡胶组合物所消耗的电量。
33.作为橡胶,可列举例如天然橡胶、聚异戊二烯橡胶、丁苯橡胶(sbr)、聚丁二烯橡胶(br)、丁腈橡胶、氯丁橡胶等。可以从这些中选择一种或任意种的组合来使用。橡胶优选二烯系橡胶。
34.作为橡胶,可以使用改性橡胶。作为改性橡胶,可列举改性sbr、改性br。改性橡胶可以具有含杂原子的官能团。官能团可以导入到聚合物链的末端,也可以导入到聚合物链中,优选导入到末端。作为官能团,可列举氨基、烷氧基、羟基、羧基、环氧基、氰基、卤基等。其中优选氨基、烷氧基、羟基、羧基。改性橡胶可以具有例示官能团中的至少1种。作为氨基,可列举伯氨基、仲氨基、叔氨基等。作为烷氧基,可列举甲氧基、乙氧基、丙氧基、丁氧基等。例示的官能团与二氧化硅的硅醇基(si-oh)相互作用。在此,相互作用例如是指与二氧化硅的硅醇基之间基于化学反应形成化学键或氢键。工序k1中使用的橡胶100质量%中的改性橡胶的量可以为10质量%以上,可以为20质量%以上,可以为30质量%以上。工序k1中使用的橡胶100质量%中的改性橡胶的量可以为90质量%以下,可以为80质量%以下,也可以为70质量%以下。
35.作为二氧化硅,可列举例如湿式二氧化硅、干式二氧化硅。其中,优选湿式二氧化硅。作为湿式二氧化硅,可列举沉降法二氧化硅。二氧化硅的基于氮气吸附法的比表面积例如可以为80m2/g以上,可以为120m2/g以上,可以为140m2/g以上,可以为160m2/g以上。二氧化硅的比表面积可以为例如300m2/g以下,可以为280m2/g以下,可以为260m2/g以下,可以为
250m2/g以下。在此,二氧化硅的比表面积可按照jis k-6430中记载的多点氮气吸附法(bet法)来测定。
36.工序k1中,二氧化硅的量相对于橡胶100质量份优选为10质量份以上、更优选为30质量份以上、进一步优选为50质量份以上、进一步优选为70质量份以上、进一步优选为80质量份以上。二氧化硅的量相对于橡胶100质量份优选为150质量份以下、更优选为140质量份以下、进一步优选为130质量份以下、进一步优选为120质量份以下。
37.作为硅烷偶联剂,可列举例如双(3-三乙氧基甲硅烷基丙基)四硫化物、双(3-三乙氧基甲硅烷基丙基)二硫化物、双(2-三乙氧基甲硅烷基乙基)四硫化物、双(4-三乙氧基甲硅烷基丁基)二硫化物、双(3-三甲氧基甲硅烷基丙基)四硫化物、双(2-三甲氧基甲硅烷基乙基)二硫化物等硫化硅烷、γ-巯基丙基三甲氧基硅烷、γ-巯基丙基三乙氧基硅烷、巯基丙基甲基二甲氧基硅烷、巯基丙基二甲基甲氧基硅烷、巯基乙基三乙氧基硅烷等巯基硅烷、3-辛酰基硫基-1-丙基三乙氧基硅烷、3-丙酰基硫基丙基三甲氧基硅烷等受保护的巯基硅烷。可以从这些中选择一种或任意种的组合来使用。
38.工序k1中,硅烷偶联剂的量相对于二氧化硅100质量份优选为1质量份以上、更优选为3质量份以上、进一步优选为5质量份以上。硅烷偶联剂量的上限相对于二氧化硅100质量份例如为20质量份、15质量份。
39.工序k1中,可以与橡胶、二氧化硅及硅烷偶联剂一起混炼炭黑、抗老化剂、硬脂酸、蜡、氧化锌、油等。可以从这些中选择一种或任意种的组合来使用。
40.作为炭黑,除了可使用例如saf、isaf、haf、fef、gpf等炉法炭黑以外,还可以使用乙炔黑、科琴黑等导电性炭黑。炭黑可以是考虑了其处理性而造粒得到的造粒炭黑,也可以是未造粒炭黑。可以使用这些中的一种或两种以上。
41.作为抗老化剂,可列举芳香族胺系抗老化剂、胺-酮系抗老化剂、单酚系抗老化剂、双酚系抗老化剂、多酚系抗老化剂、二硫代氨基甲酸盐系抗老化剂、硫脲系抗老化剂等。抗老化剂可以从这些中选择一种或任意种的组合来使用。
42.工序k1中,以混炼温度维持恒定的方式来进行混炼。“混炼温度维持恒定”包括混炼温度维持在一定范围内的情况。工序k1中,具体而言以实测温度tp维持为目标温度ts的方式进行混炼。此时,实测温度tp可维持在目标温度ts的
±
5℃内。目标温度ts可以低于140℃,可以为138℃以下,可以为135℃以下,可以为132℃以下,可以为130℃以下。目标温度ts优选为100℃以上,更优选为110℃以上,进一步优选为115℃以上,进一步优选为120℃以上。该温度过低时,有使二氧化硅分散时耗费时间的倾向。需要说明的是,可以考虑配方、特别是硅烷偶联剂的种类来适宜设定目标温度ts。
43.工序k1中,以混炼温度维持在一定范围内的方式混炼10秒以上。其优选为20秒以上,更优选为40秒以上,进一步优选为60秒以上,进一步优选为70秒以上。其可以为1000秒以下,可以为800秒以下,可以为600秒以下,可以为400秒以下,可以为200秒以下,可以为100秒以下。
44.混炼温度的维持可通过调整转子3的转速来进行。具体而言,通过在pid控制下调整转子3的转速来进行混炼温度的维持。这里,在用于使实测温度tp达到目标温度ts的pid控制下调整转子3的转速。pid控制可以从混炼最初时就开始,也可以在实测温度tp达到规定温度后开始。
45.工序k1中的至少一部分时间内,在压砣7为非施压的状态(即,非施压状态。这包括混炼室4的至少一部分成为开放系统的状态)下对至少橡胶、二氧化硅及硅烷偶联剂进行混炼。通过该工序(具体而言,在非施压状态下进行混炼)能够将水分等挥发物排出到混炼室4外,因此能够减少由水分导致的转子3打滑。因此,能够进一步提高偶联反应活跃进行前的二氧化硅分散程度。在此基础上,虽然在工序k3的偶联反应过程中会附带生成水,但是由于能够在减少了水分的状态下进行偶联反应,因此能够高效地进行偶联反应。这些的结果是,能够改善轮胎的低发热性、湿润路面制动性。
46.非施压状态可以是持续性的、即连续的,也可以是间歇性的。持续性的非施压状态例如可通过维持使压砣7上升的状态来实现。间歇性的非施压状态例如可通过使压砣7重复下降和上升来实现。
47.在非施压状态下,混炼进行至工序k1的中间和/或结束。即,在工序k1的中间和/或结束在非施压状态下进行混炼。其原因在于,工序k1的中间及结束与工序k1的初始相比温度容易上升,因此转子3的转速容易下降,但是通过在工序k1的中间和/或结束在非施压状态下进行混炼(即,通过在温度不易上升的状态下进行混炼)而能够抑制转子3的转速下降。另一方面,工序k1的初始优选在施压状态下进行混炼。
48.处于非施压状态的时间优选为10秒以上,更优选为30秒以上,进一步优选为50秒以上。通过为10秒以上,能够有效地降低混炼室4内的水分。因此,能够有效地提高二氧化硅的分散(具体而言,偶联反应进行前的二氧化硅分散),并且能够有效地提高工序k3中的偶联反应的效率。需要说明的是,当间歇性地处于非施压状态时,“处于非施压状态的时间”表示非施压状态的合计时间。
49.如此前所说明,在工序k1中为了使混炼温度达到目标温度ts而通过pid控制来控制转子3的转速,由此(具体而言,通过pid控制来控制转子3的转速)能够有效地改善轮胎的低发热性、湿润路面制动性。对此进行说明。假如在转子3的pid控制中仅在施压状态(具体而言,用压砣7施压混炼中的材料的状态)下进行混炼,容易引发由剪切热导致的温度上升,因此转子3的转速容易下降,因此二氧化硅分散(具体而言,偶联反应进行前的二氧化硅分散)难以进行。与此相对地,在本实施方式中,通过在非施压状态下进行混炼,由此与施压状态相比能够在温度不易上升的状态下进行混炼,因此能够抑制转子3的转速下降。其结果是,能够有效地提高二氧化硅的分散(具体而言,偶联反应进行前的二氧化硅分散)。因此,能够改善轮胎的低发热性、湿润路面制动性。
50.<2.1.2.工序k2(一边升高混炼温度一边进行混炼的工序)>在工序k2中,一边升高混炼温度一边进行混炼。工序k2中使混炼温度升高到偶联反应活跃进行的温度(例如140℃以上)。具体而言,使混炼温度升高到工序k3的目标温度ts。需要说明的是,工序k2中,可以在用压砣7施压混炼中的材料的状态、即施压状态下进行混炼。
51.<2.1.3.工序k3(以使偶联反应的方式进行混炼的工序)>工序k3中,以进行偶联反应(二氧化硅与硅烷偶联剂的反应)的方式一边控制混炼温度一边进行混炼。通过工序k3,能够在二氧化硅已分散的状态下活跃地进行偶联反应,因此能够提高偶联反应的效率,其结果是,能够有效地降低二氧化硅的凝聚力。因此,能够有效地提高二氧化硅的分散,因此能够改善轮胎的低发热性、湿润路面制动性。在此基础上,
通过工序k3,还能够降低制造橡胶组合物所消耗的电量。对此进行说明。假如工序k3中不控制混炼温度,则混炼时间会因为由剪切热引起的温度上升而受到限制,进行多次再混炼的必要性高(特别是高填充二氧化硅的配方中其必要性高)。与此相对地,在本实施方式中,通过在工序k3中控制混炼温度,从而能够消除由温度上升引起的混炼时间限制,因此能够延长混炼时间,从而能够减少再混炼的次数。其结果是,能够削减制造橡胶组合物所消耗的电量。需要说明的是,工序k3中,可以在用压砣7施压混炼中的材料的状态、即施压状态下进行混炼。
52.工序k3中,以混炼温度维持恒定的方式进行混炼。“混炼温度维持恒定”包括混炼温度维持在一定范围内的情况。工序k3中,具体而言以实测温度tp维持在目标温度ts的方式进行混炼。此时,实测温度tp可维持在目标温度ts的
±
5℃内。目标温度ts可以为140℃以上,可以为142℃以上,可以为145℃以上,可以为148℃以上,可以为150℃以上。该温度过低时,有为了进行偶联反应而过度耗费时间的倾向。目标温度ts优选为170℃以下,更优选为165℃以下,进一步优选为160℃以下,进一步优选为155℃以下,进一步优选为153℃以下。该温度过高时,有使会产生凝胶。
53.工序k3中,以混炼温度维持在一定范围内的方式混炼20秒以上。其优选为40秒以上,更优选为60秒以上,进一步优选为80秒以上。其可以为2000秒以下,可以为1500秒以下,可以为1000秒以下,可以为500秒以下,可以为300秒以下,可以为200秒以下。
54.需要说明的是,与工序k1同样地通过调整转子3的转速来进行混炼温度的维持。
55.此后,根据需要持续混炼到规定的排出温度,打开下落口9而排出橡胶混合物。
56.<2.1.4.其它>根据需要可以对橡胶混合物进行进一步混炼,以提高二氧化硅的分散性、降低门尼粘度。即,可以进行再混炼。
57.按照以上那样的步骤可以得到橡胶混合物。
58.<2.2.工序s2(对橡胶混合物及硫化系配合剂进行混炼而得到橡胶组合物的工序)>工序s2中,对至少橡胶混合物及硫化系配合剂进行混炼而得到橡胶组合物。作为硫化系配合剂,可列举硫、有机过氧化物等硫化剂、硫化促进剂、硫化促进助剂、硫化延迟剂等。硫化系配合剂可以从这些中选择一种或任意种的组合来使用。作为硫,可列举粉末硫、沉降硫、不溶性硫、高分散性硫等。硫可以从这些中选择一种或任意种的组合来使用。作为硫化促进剂,可列举次磺酰胺系硫化促进剂、秋兰姆系硫化促进剂、噻唑系硫化促进剂、硫脲系硫化促进剂、胍系硫化促进剂、二硫代氨基甲酸盐系硫化促进剂等。硫化促进剂可以从这些中选择一种或任意种的组合来使用。混炼可以用混炼机来进行。作为混炼机,可列举密闭式混炼机、开放式辊等。作为密闭式混炼机,可列举班伯里混炼机、捏合机等。
59.橡胶组合物中,二氧化硅的量相对于橡胶100质量份优选为10质量份以上、更优选为30质量份以上、进一步优选为50质量份以上、进一步优选为70质量份以上、进一步优选为80质量份以上。二氧化硅的量相对于橡胶100质量份优选为150质量份以下、更优选为140质量份以下、进一步优选为130质量份以下、进一步优选为120质量份以下。
60.橡胶组合物中,硅烷偶联剂的量相对于二氧化硅100质量份优选为1质量份以上、更优选为3质量份以上、进一步优选为5质量份以上。硅烷偶联剂量的上限相对于二氧化硅
100质量份为例如20质量份、15质量份。
61.橡胶组合物可以还包含炭黑、抗老化剂、硬脂酸、蜡、氧化锌、油、硫、硫化促进剂等。橡胶组合物可以包含这些中的一种或任意种的组合。相对于橡胶100质量份,硫的量以硫成分换算计优选为0.5质量份~5质量份。硫化促进剂的量相对于橡胶100质量份优选为0.1质量份~5质量份。
62.橡胶组合物可以用于制作轮胎。具体而言,能够用于制作构成轮胎的轮胎构件。例如,在胎面胶、胎侧胶、胎圈包布胶、胎圈外护胶等的制作中可以使用橡胶组合物。可以将橡胶组合物用于这些轮胎构件中的一种或任意种的组合的制作。
63.<3.轮胎的制造方法的各工序>然后,对本实施方式中的轮胎的制造方法所包括的一些工序进行说明。需要说明的是,这些工序中的橡胶组合物的制作工序已经进行了说明。
64.本实施方式中的轮胎的制造方法包括使用橡胶组合物制作未硫化轮胎的工序。该工序包括制作包含橡胶组合物的轮胎构件、及制作具备轮胎构件的未硫化轮胎。作为轮胎构件,可列举例如胎面胶、胎侧胶、胎圈包布胶、胎圈外护胶。其中,优选胎面胶。
65.本实施方式中的轮胎的制造方法可以还包括对未硫化轮胎进行硫化成型的工序。通过本实施方式的方法得到的轮胎可以是充气轮胎。
66.<上述实施方式中可以加入各种变更>上述实施方式中可以加入各种变更。例如,可以从以下变形例中选择一种或多种,对上述实施方式加以变更。
67.在上述实施方式中,对在包含工序k1~k3的混炼阶段中投入全部二氧化硅的构成进行了说明。但是,上述实施方式不受该构成限定。例如,可以将二氧化硅分多个混炼阶段地投入。
68.在上述实施方式中,对工序k1中通过转子3的转速来控制混炼温度的构成进行了说明。但是,上述实施方式不受该构成限定。例如,可以通过密闭式混炼机1的夹套(未图示)中流通的加热冷却介质的温度来控制混炼温度。
69.在上述实施方式中,对工序k1中基于pid控制来控制混炼温度的构成进行了说明。但是,上述实施方式不受该构成限定。也可以基于pid控制以外的控制方法来控制混炼温度。
70.在上述实施方式中,对工序k1中在初始时在施压状态下进行混炼、在中间和/或结束时在非施压状态下进行混炼的构成进行了说明。但是,上述实施方式不受该构成限定。例如,可以从工序k1的初始至结束在非施压状态下进行混炼。
71.在上述实施方式中,对工序k3中控制混炼温度的构成进行了说明。但是,上述实施方式不受该构成限定。例如,工序k3中也可以不控制混炼温度。
72.在上述实施方式中,对工序k3中通过转子3的转速控制混炼温度的构成进行了说明。但是,上述实施方式不受该构成限定。例如,可以通过密闭式混炼机1的夹套(未图示)中流动的加热冷却介质的温度来控制混炼温度。
73.在上述实施方式中,对工序k3中基于pid控制来控制混炼温度的构成进行了说明。但是,上述实施方式不受该构成限定。也可以基于pid控制以外的控制方法来控制混炼温度。
74.在上述实施方式中,对将橡胶混合物及硫化系配合剂进行混炼而得到橡胶组合物的构成进行了说明。但是,上述实施方式不受该构成限定。例如,可以将橡胶混合物视为橡胶组合物。实施例
75.以下对本发明的实施例进行说明。
76.实施例中使用的原料及试剂如下所示。sbr“sbr1502”jsr公司制改性溶液聚合sbr“hpr350”jsr公司制二氧化硅“nipsil aq”东曹公司制硅烷偶联剂“si75”德固赛公司制硬脂酸“lunac s20”花王公司制炭黑“n339 seast kh”东海碳素公司制油“process nc140”jx日矿日石公司制氧化锌“氧化锌2种”三井金属矿业公司制抗老化剂“antigen 6c”住友化学公司制硫“5%油处理硫”鹤见化学工业公司制硫化促进剂1“sanceler dm-g”三新化学工业公司制硫化促进剂2“soxinol cz”住友化学公司制
77.【表1】
78.比较例1中的未硫化橡胶的制作按照表1将橡胶和配合剂投入班伯里混炼机,在无pid控制下混炼,在160℃下排出混合物(第一混炼阶段)。第一混炼阶段中,在用压砣向下施加力的状态、即施压状态下进行混炼。将第一混炼阶段中得到的混合物在班伯里混炼机中在无pid控制下进行再混炼,在160℃下排出(第二混炼阶段)。将第二混炼阶段中得到的混合物在班伯里混炼机中在无pid控制下进行再混炼,在160℃下排出(第三混炼阶段)。将第三混炼阶段中得到的混合物、硫、和硫化促进剂混炼,得到未硫化橡胶(最终阶段)。
79.比较例2中的未硫化橡胶的制作
按照表1将橡胶和配合剂投入班伯里混炼机,按照表2在一阶段的pid控制下进行混炼,在160℃下排出混合物(第一混炼阶段)。即,在目标温度150℃下混炼180秒,在160℃下排出混合物。在第一混炼阶段中,在用压砣向下施加力的状态、即施压状态下进行混炼。将第一混炼阶段中得到的混合物在班伯里混炼机中在无pid控制下进行再混炼,在160℃下排出(第二混炼阶段)。将再混炼后的混合物、硫、和硫化促进剂混炼,得到未硫化橡胶(最终阶段)。
80.比较例3中的未硫化橡胶的制作按照表1将橡胶和配合剂投入班伯里混炼机,按照表2在一阶段的pid控制下进行混炼,在160℃下排出混合物(第一混炼阶段)。即,在目标温度130℃下混炼80秒,在160℃下排出混合物。在第一混炼阶段中,在用压砣向下施加力的状态、即施压状态下进行混炼。将第一混炼阶段中得到的混合物在班伯里混炼机中在无pid控制下进行再混炼,在160℃下排出(第二混炼阶段)。将再混炼后的混合物、硫、和硫化促进剂混炼,得到未硫化橡胶(最终阶段)。
81.比较例4中的未硫化橡胶的制作按照表1将橡胶和配合剂投入班伯里混炼机,按照表2在二阶段的pid控制下进行混炼,在160℃下排出混合物(第一混炼阶段)。即,在目标温度130℃下混炼80秒,接着,在目标温度150℃下混炼100秒,在160℃下排出混合物。在第一混炼阶段中,在用压砣向下施加力的状态、即施压状态下进行混炼。将第一混炼阶段中得到的混合物在班伯里混炼机中在无pid控制下进行再混炼,在160℃下排出(第二混炼阶段)。将再混炼后的混合物、硫、和硫化促进剂混炼,得到未硫化橡胶(最终阶段)。
82.实施例1中的未硫化橡胶的制作按照表1将橡胶和配合剂投入到班伯里混炼机中,按照表2在二阶段的pid控制下进行混炼,在160℃下排出混合物(第一混炼阶段)。即,在目标温度130℃下混炼80秒,接着,在目标温度150℃下混炼100秒,在160℃下排出混合物。在第一混炼阶段的第一控制时间80秒中的、仅结束的50秒时间内在使压砣上升的状态(即非施压状态)下进行混炼。除此以外在用压砣向下施加力的状态、即施压状态下进行混炼。将第一混炼阶段中得到的混合物在班伯里混炼机中在无pid控制下进行再混炼,在160℃下排出(第二混炼阶段)。将再混炼后的混合物、硫、和硫化促进剂混炼,得到未硫化橡胶(最终阶段)。
83.实施例2中的未硫化橡胶的制作在第一混炼阶段的第一控制时间80秒中的、仅结束的10秒时间内,在使压砣上升的状态(即非施压状态)下进行混炼,除此以外通过与实施例1相同的方法得到未硫化橡胶。
84.实施例3中的未硫化橡胶的制作第一混炼阶段的第一控制时间80秒中的、仅结束的70秒时间内,在使压砣上升的状态(即非施压状态)下进行混炼,除此以外通过与实施例1相同的方法得到未硫化橡胶。
85.实施例4中的未硫化橡胶的制作在第一混炼阶段的第一控制时间80秒中的、初始的15秒和结束的15秒时间内,在用压砣向下施加力的状态、即施压状态下进行混炼,在中间的50秒时间内,在使压砣上升的状态(即非施压状态)下进行混炼,除此以外通过与实施例1相同的方法得到未硫化橡胶。
86.实施例5中的未硫化橡胶的制作
在第一混炼阶段的第一控制时间80秒时间内,通过反复使压砣下降和上升而间歇地实现非施压状态,除此以外通过与实施例1相同的方法得到未硫化橡胶。第一控制时间80秒中的合计50秒时间处于非施压状态。
87.硫化橡胶的制作将未硫化橡胶在150℃下硫化30分钟,得到硫化橡胶。
88.耗能(电量)关于第一混炼阶段至最终阶段所消耗的电量,以将比较例1的电量设为100的指数,将各例的电量示于表2。指数越小,则电量越小、耗能越小。
89.门尼粘度使用东洋精机制作所制的无转子门尼测定机,基于jis k-6300对未硫化橡胶的门尼粘度进行测定。为了测定门尼粘度,将未硫化橡胶在100℃下预热1分钟后使转子旋转,以门尼单位记录转子开始旋转起4分钟后的转矩值。以将比较例1的门尼粘度设为100的指数,将各例的门尼粘度示于表2。指数越小则门尼粘度越低、加工性越优异。
90.湿润路面制动性使用lupke式回弹试验机,在23℃的条件下基于jis k6255测定回弹性(%)。以将比较例1中的回弹性的倒数设为100的指数,将各例的倒数(回弹性的倒数)示于表2。指数越大则湿润路面制动性越优异。
91.低燃耗性使用东洋精机制作所制的粘弹性试验机,基于jis k-6394测定硫化橡胶的tanδ。在频率10hz、动态应变1.0%、温度60℃、静态应变(初始应变)10%的条件下测定tanδ。以将比较例1的tanδ设为100的指数,将各例的tanδ示于表2。指数越小则tanδ越低、低燃耗性越优异。
92.【表2】
93.表2中,第一混炼阶段进行的、一阶段或二阶段的pid控制表示在实测温度达到目标温度的时刻开始的pid控制。通过该pid控制,转子的转速受到控制。
94.硅烷偶联剂(“si75”德固赛公司制)在130℃下与二氧化硅几乎不进行反应、在150℃下与二氧化硅进行反应,但是,在维持为130℃或125℃而进行混炼时,通过在规定时间内实现压砣为非施压的状态,能够改善低发热性、湿润路面制动性,还能够降低门尼粘度(参照比较例4及实施例1~5。特别是参照比较例4及实施例1~3)。在此基础上,还能够降低用于制造橡胶组合物所消耗的耗能(具体而言,电量)(参照比较例4及实施例1~5。特别是参照比较例4及实施例1~3)。认为这是由于,与施压状态相比,在非施压状态下不易实施转
矩。
95.需要说明的是,通过采用至少一阶段的pid控制,能够延长混炼时间,因此能够减少再混炼的次数,其结果是,能够降低用于制造橡胶组合物所消耗的耗能(具体而言,电量)。符号说明
[0096]1…
密闭式混炼机、2
…
壳体、2a
…
开口部、3
…
转子、4
…
混炼室、5
…
颈部、6
…
投入口、7
…
压砣、8
…
轴、9
…
下落口、11
…
控制部、13
…
温度传感器。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1