一种全自动切水口装置的制作方法
1.本实用新型涉及自动化加工设备技术领域,特别指一种全自动切水口装置。
背景技术:
2.塑胶工件注塑成型时,因热熔胶材料有部分会遗留在注塑机的注胶嘴与模具流道相接的地方,故在塑胶材料冷却固化后,会在注塑件的周边遗留下多余边角物料即水口料,为了确保塑胶产品的完整性和良好的外观,加工成型后,需要将遗留的水口剪除,现有的切除水口的方法通常有纯手工削除或者半自动切除。
3.如中国专利授权公告号为cn212684606u公开的自动切水口机,包括机架,机架上设有工作台,工作台上设有载料板;定位治具设于载料板上,定位治具用于定位待冲切水口的产品;切刀装置,切刀装置位于载料板上,切刀装置上设有切刀,且切刀与定位治具对应;横向驱动模组,横向驱动模组设于载料板上,且横向驱动模组的驱动端与切刀装置连接,横向驱动模组用于驱动切刀装置沿载料板往复移动,使切刀冲切产品的水口。现有的这种切水口机为半自动切除装置,需要人工放置和取出工件,无法实现全自动操作,切除精度和工作效率低。
4.因此,现有技术还有待于改进和发展。
技术实现要素:
5.本实用新型的目的在于针对现有技术的缺陷和不足,提供一种结构合理、操作简单,能实现自动放置和取出工件以及自动切除水口的全自动切水口装置。
6.为了达到上述目的,本实用新型采用的技术方案如下:
7.本实用新型所述的一种全自动切水口装置,包括底座、切除工位和切除模组,所述切除工位设置于底座上端,所述切除模组设于切除工位上方,且与切除工位相对应,所述切除工位的一边设有收料机构,另一边设有中转底模,所述切除工位与切除模组之间还设有工件搬运模组,所述工件搬运模组用于将中转底模上的待切工件放置于切除工位上,以及将切除工位上的已切工件转移到收料机构上,打开装置开关后无需人工操作,实现了切水口的全自动化。
8.根据以上方案,所述中转底模设于底座上端,这样设置使中转底模与切除工位处于同一水平面上,方便工件搬运模组工作。
9.根据以上方案,所述切除模组包括冲切装置和冲切气缸,所述底座上端通过支撑架固定连接有工作台,所述工作台的上端设置有冲切气泵,下端设置有冲切装置,所述冲切气泵贯穿工作台与冲切装置固定连接,所述冲切气泵驱动冲切装置靠近和远离工件,当需要对工件的水口进行切除时,冲切气泵驱动冲切装置下行将工件的水口切除,完成后马上驱动冲切装置上移远离工件。
10.根据以上方案,所述冲切装置下端设有切刀,所述切刀可根据实际需求进行更换。
11.根据以上方案,所述工件搬运模组包括第一驱动机构、第二驱动机构、第三驱动机
构和支架,所述支架一端固定安装在底座上,另一端固定连接第一驱动机构,所述第一驱动机构带动第二驱动机构和第三驱动机构水平往复移动,所述第二驱动机构和第三驱动机构带动工件的上下移动,实际操作时,冲切工序完成后,所述工件搬运模组具体工作步骤为:
①
第一驱动机构带动第二驱动机构水平移动到中转底模上方,以及带动第三驱动机构水平移动到切除工位上方;
②
第二驱动机构和第三驱动机构同时抓取其对应的工件后上行;
③
第一驱动机构再同时带动第二驱动机构和第三驱动机构水平移动,使第二驱动机构处于切除工位上方,第三驱动机构处于收料机构上方;
④
第二驱动机构将待切工件放置于切除工位上,第三驱动机构将已切工件放置于收料机构上,然后在垂直方向上复位;
⑤
第一驱动机构带动第二驱动机构和第三驱动机构在水平方向上复位。
12.根据以上方案,所述第二驱动机构包括第一抓手气缸,所述第三驱动机构包括第二抓手气缸。
13.根据以上方案,所述第一抓手气缸和第二抓手气缸下端均设有吸盘所述吸盘方便表面光滑的工件的吸取。
14.根据以上方案,所述收料机构包括流水线,这样设置更有利于自动化生产。
15.本实用新型的全自动切水口装置设有工件搬运模组,能自动将待切工件放置于切除工位上,以及将切除工位上已切工件转移到收料机构上,实现了全自动切水口,减少了人力资源的使用,有效提高切水口的速度和精度。
附图说明
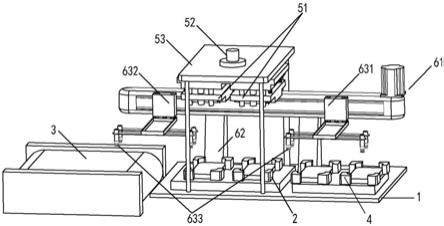
16.图1是本实用新型的结构示意图。
17.图中:1、底座;2、切除工位;3、流水线;4、中转底模;51、冲切装置;52、冲切气泵;53、工作台;61、第一驱动装置;62、支架;631、第一抓手气泵;632、第二抓手气泵;633、吸盘。
具体实施方式
18.下面结合附图与实施例对本实用新型的技术方案记性说明。
19.如图1所示,本实用新型所述的一种全自动切水口装置,包括底座1、切除工位2和切除模组,所述切除工位2设置于底座1上端,所述切除模组设于切除工位2上方,且与切除工位2相对应,所述切除工位2的一边设有收料机构,另一边设有中转底模4,所述切除工位2与切除模组之间还设有工件搬运模组,所述工件搬运模组用于将中转底模4上的待切工件放置于切除工位2上,以及将切除工位2上的已切工件转移到收料机构上,打开装置开关后无需人工操作,实现了切水口的全自动化。
20.所述中转底模4设于底座1上端,这样设置使中转底模4与切除工位2处于同一水平面上,方便工件搬运模组工作。
21.所述切除模组包括冲切装置51和冲切气缸52,所述底座1上端通过支撑架固定连接有工作台53,所述工作台53的上端设置有冲切气泵52,下端设置有冲切装置51,所述冲切气泵52贯穿工作台53与冲切装置51固定连接,所述冲切气泵52驱动冲切装置51靠近和远离工件,当需要对工件的水口进行切除时,冲切气泵52驱动冲切装置51下行将工件的水口切除,完成后马上驱动冲切装置上移远离工件。
22.所述冲切装置51下端设有切刀,所述切刀可根据实际需求进行更换。
23.所述工件搬运模组包括第一驱动机构61、第二驱动机构、第三驱动机构和支架,所述支架62一端固定安装在底座1上,另一端固定连接第一驱动机构61,所述第一驱动机构61带动第二驱动机构和第三驱动机构水平往复移动,所述第二驱动机构和第三驱动机构带动工件的上下移动,实际操作时,冲切工序完成后,所述工件搬运模组具体工作步骤为:
①
第一驱动机构61带动第二驱动机构水平移动到中转底模上方,以及带动第三驱动机构水平移动到切除工位上方;
②
第二驱动机构和第三驱动机构同时抓取其对应的工件后上行;
③
第一驱动机构61同时带动第二驱动机构和第三驱动机构水平移动,使第二驱动机构处于切除工位上方,第三驱动机构处于收料机构上方;
④
第二驱动机构将待切工件放置于切除工位上,第三驱动机构将已切工件放置于收料机构上,然后在垂直方向上复位;
⑤
第一驱动机构61带动第二驱动机构和第三驱动机构在水平方向上恢复到最开始的位置,然后等下一次冲切完成后,再重复上述步骤。
24.所述第二驱动机构包括第一抓手气缸631,所述第三驱动机构包括第二抓手气缸632。
25.所述第一抓手气缸631和第二抓手气缸632下端均设有吸盘所述吸盘方便表面光滑的工件的吸取。
26.所述收料机构包括流水线3,这样设置更有利于自动化生产。
27.以上所述仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1