一种全自动上下料组装及超声焊接设备的制作方法
1.本实用新型涉及组装焊接技术领域,具体涉及一种全自动上下料组装及超声焊接设备。
背景技术:
2.现某款产品由塑胶件和五金件两个产品进行超声焊接而成,因订单量较大,且手工作业方式效率低下,不良率高,员工易疲劳。现急需开发一款全自动上下料组装及超声焊接设备,提高生产效率的同时提高生产效率,以达至节约成本,节省人力的作用。
技术实现要素:
3.本实用新型的目的是克服现有技术中的不足之处,提供一种全自动上下料组装及超声焊接设备。
4.本实用新型通过以下技术方案实现的:
5.本实用新型提出一种全自动上下料组装及超声焊接设备,包括塑胶件振动盘、五金件振动盘工位、塑胶件夹取机构、夹具移栽机构、五金件组装工位、超声波焊接工位及托盘下降工位,
6.所述塑胶件夹取机构、所述五金件组装工位、所述超声波焊接工位及所述托盘下降工位依次排列并位于所述夹具移栽机构的一侧;
7.所述夹具移栽机构设有第一气缸和上层循环夹具,所述上层循环夹具用于转移产品,所述第一气缸的气缸轴驱动上层循环夹具在塑胶件夹取机构与所述托盘下降工位之间移动;
8.所述塑胶件振动盘和所述五金件振动盘工位的通过振动盘振动出料;
9.所述塑胶件夹取机构夹取塑胶件并放置在所述上层循环夹具上,并依次移动至五金件组装工位、超声波焊接工位及托盘下降工位;
10.所述五金件组装工位用于将塑胶件组装五金件;
11.所述超声波焊接工位用于将塑胶件与五金件焊接;
12.所述托盘下降工位用于转移焊接完成的产品。
13.进一步的,所述塑胶件夹取机构设置有第二气缸及夹具定位机构,所述第二气缸的气缸轴连接夹具定位机构并驱动夹具定位机构上下移动。
14.进一步的,所述塑胶件夹取机构的一侧设有上料工位,所述夹具定位机构向下的一侧设置有塑胶件上料夹取机构,所述塑胶件上料夹取机构用于从塑胶件振动盘的振动盘出料处夹取产品并移动至上料工位。
15.进一步的,所述五金件组装工位包括五金件夹取机构,所述五金件夹取机构用于夹取产品。
16.进一步的,所述托盘下降工位设置有托盘,所述托盘用于承接将塑胶件与五金件焊接后的产品。
17.进一步的,所述托盘下降工位的一侧设有夹具顶升机构,所述上层循环夹具的一侧设有下层循环夹具,所述下层循环夹具位于上层循环夹具的下层,所述夹具顶升机构能够向上顶升将托盘上的产品移动至下层循环夹具。
18.进一步的,所述夹具移栽机构的一侧设有用于将产品进行统一放置的下料工位。
19.进一步的,所述夹具移栽机构的一侧设置有用于夹取产品的塑胶件下料夹取机构。
20.本实用新型的有益效果:通过塑胶件振动盘和五金件振动盘的震动盘进行出料,塑胶件夹取机构、五金件组装工位,超声波焊接工位配合为塑胶件加工成产品,实现了一人多台设备上料、一人下料的快速生产方式,极大地提高了作业效率,减少了周转空间和周转时间,节省了人力。
附图说明
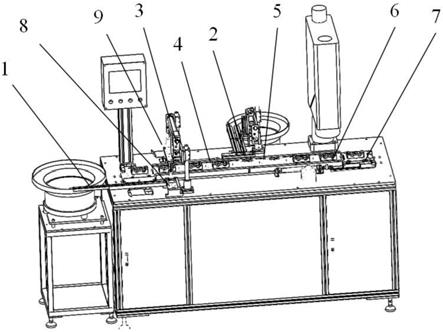
21.图1为本实用新型的机台整体示意图;
22.图2为本实用新型的上下料模示意图;
23.图3为本实用新型的夹具移栽机构示意图;
24.图4为本实用新型的夹具定位机构示意图;
25.图5为本实用新型的上层循环夹具示意图;
26.图6为本实用新型的五金件夹取机构示意图;
27.图7为本实用新型的夹具顶升机构示意图。
28.附图标记说明如下:
29.1塑胶件振动盘;2五金件振动盘工位;3塑胶件夹取机构;31第二气缸; 32夹具定位机构;321塑胶件上料夹取机构;322塑胶件下料夹取机构;33夹具顶升机构;4夹具移栽机构;41第一气缸;42上层循环夹具;5五金件组装工位;51五金件夹取机构;6超声波焊接工位;7托盘下降工位;8上料工位; 9下料工位。
具体实施方式
30.应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
31.下面将结合本实用新型的实施例中的附图,对本实用新型的实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.需要说明的是,本实用新型的说明书和权利要求书及上述附图中的术语“包括”、“包含”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。在本实用新型的权利要求书、说明书以及说明书附图中的术语,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体/操作/对象与另一个实体/操作/对象区分开来,而不一定要求或者暗示这些实体/操作/对象之间存在任何这种实际的关系或者顺
序。
33.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本实用新型的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其他实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其他实施例相结合。
34.请参考图1、图3和图5,本实用新型提出一种全自动上下料组装及超声焊接设备,包括塑胶件振动盘1、五金件振动盘工位2、塑胶件夹取机构3、夹具移栽机构4、五金件组装工位5、超声波焊接工位6及托盘下降工位7,塑胶件夹取机构3、五金件组装工位5、超声波焊接工位6及托盘下降工位7依次排列并位于夹具移栽机构4的一侧;夹具移栽机构4设有第一气缸和上层循环夹具 42,上层循环夹具42用于转移产品,第一气缸的气缸轴驱动上层循环夹具42 在塑胶件夹取机构3与托盘下降工位7之间移动;塑胶件振动盘1和五金件振动盘工位2的通过振动盘振动出料,塑胶件夹取机构3夹取塑胶件并放置在上层循环夹具42上,并依次移动至五金件组装工位5、超声波焊接工位6及托盘下降工位7;五金件组装工位5用于将塑胶件组装上五金件;超声波焊接工位6 用于将塑胶件和五金件焊接;托盘下降工位7用于转移焊接完成的产品。在本实施例中,塑胶件振动盘1用于将倒入的塑胶件从振动盘振动出料,五金件振动盘工位2用于将倒入的五金件从振动盘振动出料,塑胶件夹取机构3用于夹取塑胶件并放置在上层循环夹具42上,夹具移栽机构4用于为塑胶件提供一个转移的机构,第一气缸的气缸轴用于转动上层循环夹具42,上层循环夹具42用于移动塑胶件,五金件组装工位5用于将塑胶件组装上五金件,超声波焊接工位6用于将塑胶件与五金件进行焊接,托盘下降工位7用于将焊接完成的产品进行转移,即塑胶件与五金件进行焊接后得至的产品。具体的,操作员将上一工序加工好的塑胶件及五金件分别倒入塑胶件振动盘1振动盘与五金件振动盘工位2内并通过各个的振动盘进行震动出料,通过塑胶件夹取机构3转移至夹具移栽机构4的上层循环夹具42上,第一气缸驱动上层循环夹具42转动,上层循环夹具42则会带动塑胶件移动,首先将塑胶件移动至五金件组装工位5,通过五金件组装工位5为塑胶件组装上五金件,上层循环夹具42将组装上五金件的塑胶件移动至超声波工位,通过超声波工位将塑胶件与组装在塑胶件上的五金件进行焊接制得产品,最后通过托盘下降工位7将产品转移走。此设备通过过渡流水线的各个工序,各工序同时循环作业,周而复始,相对于手工线没有多余的周转时间,节省较多人力的同时减少了作业时间。
35.请参考图1和图2,塑胶件夹取机构3设置有第二气缸31及夹具定位机构 32,第二气缸31的气缸轴连接夹具定位机构32并驱动夹具定位机构32上下移动。塑胶件夹取机构3的一侧设有上料工位8,夹具定位机构32向下的一侧设置有塑胶件上料夹取机构321,塑胶件上料夹取机构321用于从塑胶件振动盘1 的振动盘出料处夹取产品并移动至上料工位8。在本实施例中,第二气缸31用于为夹具定位机构32提高一个能够上下移动的驱动力,夹具定位机构32的塑胶件上料夹取机构321用于夹取塑胶件,上料工位8用于为塑胶件进行上料。具体的,塑胶件夹取机构3通过第二气缸31驱动夹具定位机构32带动塑胶件上料夹取机构321上下移动,塑胶件上料夹取机构321向下移动夹取塑胶件,将塑胶件移动至上料工位8进行上料,上料完成再放置在上层循环夹具42上。
36.请参考图1、图5和图6,五金件组装工位5包括五金件夹取机构51,五金件夹取机构51用于夹取产品并组装上五金件。在本实施例中,五金件组装工位 5通过五金件夹取机构
51为塑胶件组装上五金件。具体的,五金件夹取机构51 能夹取上层循环夹具42上的塑胶件,通过使用五金件组装工位5振动盘的振动盘出料的五金件组装在塑胶件上,塑胶件组装五金件完成后放回上层循环夹具 42上。
37.请参考图1、图5和图7,托盘下降工位7设置有托盘,托盘用于承接将塑胶件与五金件焊接后的产品。托盘下降工位7的一侧设有夹具顶升机构71,上层循环夹具42的一侧设有下层循环夹具,下层循环夹具位于上层循环夹具42 的下层,夹具顶升机构71能够向上顶升将托盘上的产品移动至下层循环夹具。在本实施例中,托盘用于为产品提供一个放置的空间,夹具顶升机构71用于将托盘移动至上层循环夹具42的下层循环夹具,下层循环夹具用将托盘上的产品进行转移,具体的,上层循环夹具42的产品最后会放置在托盘上,通过夹具顶升机构71将托盘上的产品移动至下层循环夹具,再由下层循环夹具转移。
38.请参考图1和图3,夹具移栽机构4的一侧设有用于将产品进行统一放置的下料工位9。在本实施例中,下料工位9用于将下层循环夹具上的产品提供一个收容的位置。具体的,下层循环夹具上的产品会转移至下料工位9,由下料工位 9放置产品。
39.请参考图1,夹具移栽机构4的一侧设置有用于夹取下层循环夹具上的产品并放置在下料工位9的塑胶件下料夹取机构322。在本实施例中,塑胶件下料夹取机构322用于将下层循环夹具上的产品夹起并放置在下料工位9内。
40.本实用新型的具体实施过程,操作员将上一工序加工好的塑胶件倒入塑胶件振动盘1,将上一工序加工好的五金件倒入五金件震动盘工位,通过振动盘进行出料,塑胶件上料夹取机构321将塑胶件振动盘1的振动盘出料处夹取塑胶件移动至上料工位8,夹具定位机构32向上顶升将塑胶件进行上料,上料完成后塑胶件上料夹取机构321会将将其放置在上层循环夹具42上;第一气缸驱动上层循环夹具42转动,上层循环夹具42将上料的塑胶件移动至五金件组装工位5,通过五金件夹取机构51夹取塑胶件组装上五件件,完成后放回上层循环夹具42上;上层循环夹具42将组装了五金件的塑胶件移动至超声波焊接工位6,通过超声波焊接工位6将塑胶件与塑胶件上的五金件焊接在一起,塑胶件与五金件焊接形成产品,上层循环夹具42将产品移动至托盘下降工位7,将产品放置在托盘上,并由夹具顶升机构71向上顶升把托盘上的产品移动至下层循环夹具,下层循环夹具将产品送往下料工位9的位置,由塑胶件下料夹取机构322 将其夹其并放入下料工位9。此设备过渡了流水线各个工序,各工序同时循环作业,周而复始,实现了一人多台设备上料和一人下料的快速生产方式,极大地提高了作业效率,减少了周转空间和周转时间,节省了人力。相对于手工线没有多余的周转时间,节省较多人力的同时减少了作业时间。
41.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1